Strona 1 z 1
Hbot/CoreXY Animos
: 09 maja 2016, 15:36
autor: animos
Rozpoczynam budowę nowej drukarki 3d.
Puntem wyjścia są:
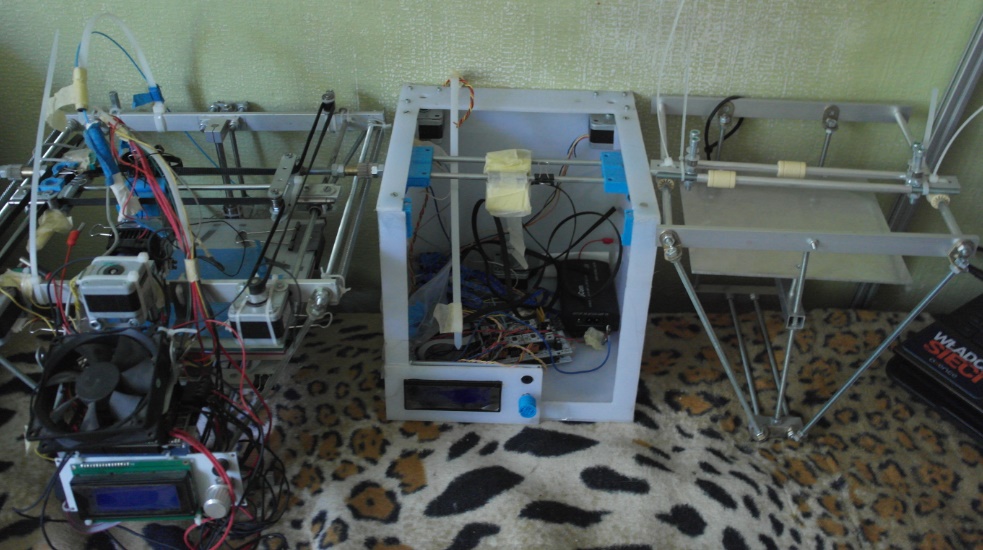
- 3drukarki.jpg (194.11 KiB) Przejrzano 6370 razy
Od lewej "Inverse", prototyp 1 (One) i prototyp 2.
Nazwy jeszcze nie mam.
Będzie to konstrukcja zamknięta.
Dlaczego nie otwarta?
Bo większość obecnie robionych drukarek jest z komorą.
Zakres jaki mnie interesuje to 10 cm x 10 cm x 10 cm.
Głównie dlatego, że znaczna większość wydruków w tym gabarycie się mieści.
Ewentualnie można drukować fragmentami i sklejać większe wydruki z elementów.
Stolik standardowo 20 x 20 cm - chyba najbardziej typowy rozmiar.
Osiągnięcie wydruku na połowie jego zakresu nie powinno być problemem.
Konstrukcja z otwieranym przodem do wyjęcia wydruków oraz uchylana górą, aby efektywnie wychłodzić komorę.
Co do rozwiązania hbot czy CoreXY (pełne) lub ewentualnie inne to nie mam na tym etapie jeszcze sprecyzowanego wariantu.
Będę chciał się do tego zabrać analizując poszczególne rozwiązania.
Jak by nie patrzeć to obecnie sporo się zmieniło w konstrukcjach drukarek 3d.
Mamy już oprócz klasycznych rozwiązań nie tylko hboty ale też i pełne coreXY.
Kierowanie się sentymentem do dawnych rozwiązań chyba nie powinno mieć miejsca skoro można zrobić coś lepiej niż było to robione dawniej.
Podobnie też rozwiązanie stołu (oś Z) będę chciał analizować w kilku wariantach.
I wybrać najlepszy dla mojej konstrukcji.
Będę publikował kolejne etapy prac i analiz, tak jak robiłem to z poprzednimi prototypami.
Skupię się też na optymalizacji prac i kosztach wariantów rozwiązań oraz minimalizacji potrzebnego do wykonania drukarki oprzyrządowania, maszyn itp.
Postaram się tym razem doprowadzić projekt do końca (działającej drukarki).
Myślę, że jest to bardziej cenne doświadczenie niż kupno, dostępnej już teraz w miarę rozsądnej cenie, gotowej drukarki 3d.
Re: Hbot/CoreXY Animos
: 10 maja 2016, 21:08
autor: animos
Zasilacz.
Zakupiony w koloreno.pl.
Cena sklepowa 80,70 zł, dostawa 7 zł, na pierwszy zakup 5% rabatu, razem wyszło 83,67 zł.
Model IP20-350-12, 12V, 30A:

- zasilacz1.jpg (98.16 KiB) Przejrzano 6330 razy
Gabaryty 214 x 112 x 49 mm
W obudowie oprócz wentylatora chłodzącego są otwory M4 do mocowania.
Na dole 4 w rozstawie 150 x 50 mm, symetrycznie 150+32+32=214, 50+31+31=112 mm.
Po prawej 4 w rozstawie 150 x 23 mm, trochę niesymetrycznie. Od dołu 12+23+14=49mm.
Po lewej 2 tylko te dolne.
Daje do spore pole do manewru przy montażu.
Zapas mocy jest wystarczający.
Za to spore gabaryty, trzeba zmieścić w obudowie.
Nie ma sensu, aby zasilacz był poza drukarką - to mniej wygodne.
Poprzednio miałem 2 mniejsze zasilacze (te jak w Jelwek Mark34) - po 10A (12V).
To rozwiązanie jest lepsze, chociaż kable zasilające powinny być podwójne (zoltrax m200):
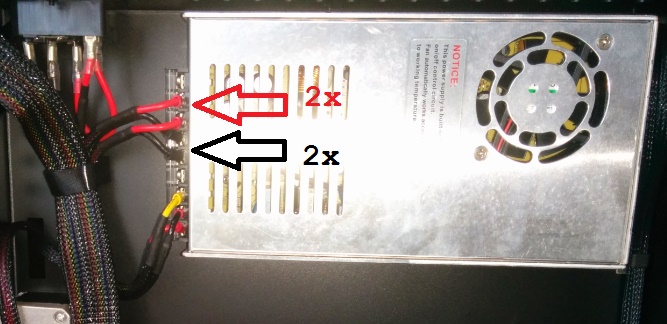
- zasilacz2.jpg (86.87 KiB) Przejrzano 6330 razy
Dodatkowo trzeba zapewnić możliwość wentylacji zasilacza.
Mam nadzieję, że wzór otworów wentylacyjnych jest gdzieś w necie.
Zasilacz planuję usytuować na dole drukarki.
Re: Hbot/CoreXY Animos
: 11 maja 2016, 01:07
autor: emartinelli
Jaki sens ma celowanie w pole robocze 10x10x10 przy stole 20x20? Przez sam stolik drukarka gabarytowo będzie sporawa więc chyba lepiej nie ograniczać pola jak pozwala na to obudowa?
Re: Hbot/CoreXY Animos
: 11 maja 2016, 07:16
autor: marek91
Widzę kolego Animos że coś zaczyna się dziać, będziesz wykorzystywał mechanikę tych poprzednich drukarek?
Re: Hbot/CoreXY Animos
: 11 maja 2016, 11:26
autor: animos
emartinelli pisze:Jaki sens ma celowanie w pole robocze 10x10x10 przy stole 20x20? Przez sam stolik drukarka gabarytowo będzie sporawa więc chyba lepiej nie ograniczać pola jak pozwala na to obudowa?
Może źle to określiłem, chodziło raczej o minimum 10x10x10 cm - będzie trochę więcej ok.
Do stolika 20x20 mam już sporo elementów zamawianych partiami - między innymi 5 szyb tego formatu (zamówione do prototypu 1).
Tak wychodziło ekonomiczniej płacąc raz za dostawę kilku sztuk niż każdą zamawiać osobno z przesyłką.
Jak pojawi się coś lepszego w trochę innym formacie to przeprojektuję wielkość drukarek.
Gabaryt i tak się zwiększy, bo zamierzam poszerzyć rozstaw wałków na osi X - kiedyś chciałem zmieścić jak największe pole robocze w jak najmniejszym gabarycie - i to był błąd, dwa zasilacze, kombinowanie z rozmieszczeniem elementów itp. Kosztem tego było pogorszenie jakości. Myślę, że 10 cm więcej na biurku to mała cena za lepszą konstrukcję drukarki 3d - i także lepsze wydruki.
Pomijam już fakt, że większa drukarka wygląda na droższą.
marek91 pisze:Widzę kolego Animos że coś zaczyna się dziać, będziesz wykorzystywał mechanikę tych poprzednich drukarek?
Generalnie to nie, może coś pojedynczego da się przenieść. W prototypie 1 są wałki 6 mm za małe (po za tym droższe niż 8mm), w prototypie 2 (niskobudżetowym) są rurki aluminiowe, za słabe. Opiszę to dokładnie w miarę przejścia do samej budowy mechaniki. Najpierw zajmę się poszczególnymi elementami. Z wyborem rozmiaru poczekam trochę, najpierw zacznę od modelu w OpenScad. Prototyp 1 miał być robiony seryjnie, ale inwestor się wycofał. Prototyp 2 miał być próbą zrobienia drukarki jak najtaniej, w momencie, kiedy prototyp 1 poległ - chodziło aby to dokończyć. Niestety też bez powodzenia - droga po minimalnych kosztach to nie jest rozwiązanie.
Re: Hbot/CoreXY Animos
: 11 maja 2016, 20:53
autor: animos
Szybkozłączka.
Oryginalnie służą do bowdena.
U mnie zastosowanie ma tylko transportowe, aby bezpiecznie filament dostał się do ekstrudera.
Do drukarki potrzebne są dwie sztuki:
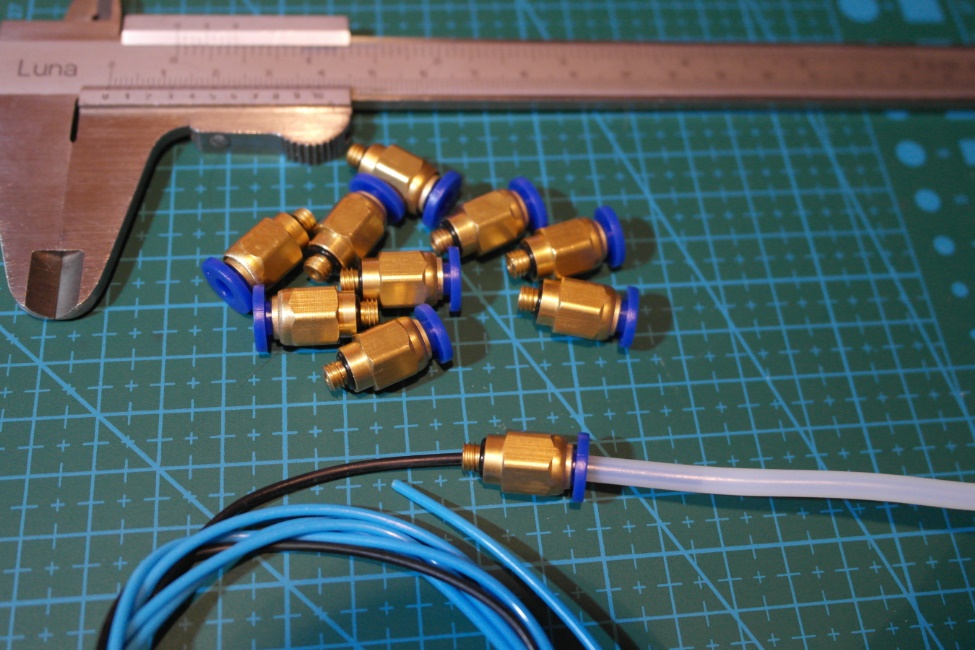
- szybkozłączka.jpg (209.95 KiB) Przejrzano 6241 razy
Koszt to 1,50 zł sztuka - allegro.
Parametry to 4mm wejście i M5 mocowanie.
Do tego pasuje wężyk teflonowy 4mm/2mm wewnątrz.
Potrzeba go około 0,6 metra.
Koszt 10 zł metr - allegro, ja miałem kupiony wcześniej - miał być do głowicy, ale teraz są już całe metalowe.
Otwór 2,5mm (w M5) - filament 1,75 swobodnie przechodzi.
Minimalny promień zagięcia na 35 mm.
Wpisując na allegro "drukarka 3d" dostajemy podobne szybkozłączki tylko na M6.
To pewnie przez extrudery na nierdzewkę M6 - zamiast nierdzewki wkręcany jest początek bowdenu.
Cena takiego elementu (M6) 5,90 zł na allegro.
M5 jest nawet lepsze, gdy mamy wykonać docisk filamentu do radełka - na pewno ma być metalowy - M5 łatwiej wykonać w cieńszym docisku niż M6.
Pozostaje problem czy szpula filamentu ma być na zewnątrz drukarki, czy wewnątrz.
To drugie rozwiązanie jest bezpieczniejsze - mniejsze prawdopodobieństwo, że ktoś przechodząc strąci ją z uchwytu.
Za to gabaryt drukarki wzrośnie, aby pomieścić w środku szpulę - teraz już są trochę mniejsze.
Re: Hbot/CoreXY Animos
: 11 maja 2016, 21:45
autor: virgin71
animos pisze:
Pozostaje problem czy szpula filamentu ma być na zewnątrz drukarki, czy wewnątrz.
To drugie rozwiązanie jest bezpieczniejsze - mniejsze prawdopodobieństwo, że ktoś przechodząc strąci ją z uchwytu.
Za to gabaryt drukarki wzrośnie, aby pomieścić w środku szpulę - teraz już są trochę mniejsze.
Moim skromnym zdaniem, jeśli szpula jest z boku, jak w Kreator3D, to gabaryt robi się ogromny i takie rozwiązanie jest słabe. Kiedy jednak szpula idzie pod drukarkę, jak w M3D, to nie widać tego powiększenia. Drukarka jak rośnie w Z, to optycznie jakoś to lepiej wygląda.
Re: Hbot/CoreXY Animos
: 11 maja 2016, 22:43
autor: animos
virgin71 pisze:
Moim skromnym zdaniem, jeśli szpula jest z boku, jak w Kreator3D, to gabaryt robi się ogromny i takie rozwiązanie jest słabe. Kiedy jednak szpula idzie pod drukarkę, jak w M3D, to nie widać tego powiększenia. Drukarka jak rośnie w Z, to optycznie jakoś to lepiej wygląda.
Też myślę o tym, żeby szpula była pod stołem, pod nią zasilacz i elektronika.
Ale takie strzeliste konstrukcje też nie wyglądają zbyt elegancko (zwłaszcza, gdy góra się zwęża)
Jest jakieś obliczenie, złota proporcja czy coś podobnego określające wygląd (czy gorszy czy lepszy).
Mojo od Stratysysa ma szpule po bokach cieńsze w torbach (wewnątrz obudowy) - nie wygląda zbyt źle.
Szpula na dole mniej się grzeje (od komory) niż na bokach (wiadomo ciepło idzie do góry) - jeden plus.
Stół się opuszcza, ale na początku jest sporo miejsca pod stołem od dołu (hbot) - gdyby wydruk dochodził do szpuli to można by szpulę wyjąć - dla małych wydruków (niskich) szpula w zasadzie mieściła by się pod stołem.
Tylko trzeba szpulę czymś odseparować od stołu, aby się filament nie niszczył od resztek z dyszy.
M3D wyglądało by lepiej gdyby było konstrukcją zamkniętą, z komorą.
3d Kreator ma dobre rozwiązanie - wyświetlacz, na górze drukarki - to bardziej czytelne dla operatora, ale wymaga też dłuższych kabli, przeróbka, aby połączyć elektronikę na dole z wyświetlaczem na górze. 3d Kreator podobny jest troche do Flexy moim zdaniem, ale może to trochę subiektywne wrażenie.
Re: Hbot/CoreXY Animos
: 12 maja 2016, 18:05
autor: animos
[rolki]
Temat dłuższy na kilka postów.
Na czoło pod względem popularności wysuwa się pasek GT2.
Mam tego 2 metry, zakupione przez pomyłkę do prototypu 1 zamiast paska MXL.
Szerokość okrągła 6 mm a nie 1/4 cala (MXL) (0,25x25,4mm/cal=6,35mm).
Do tego są rolki (płaskie i z zębami).
Wyszukiwanie na alliexpress.com "GT2".
U nas pojawiły się już na allegro i w niektórych sklepach z częściami do drukarek 3d.
Rolki łożyskowane gładkie i z zębami:
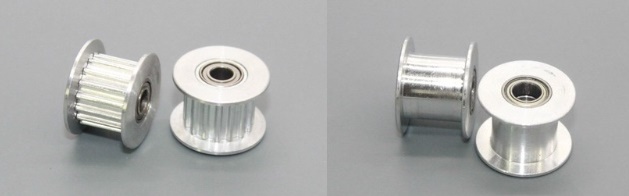
- rolki1.jpg (27.59 KiB) Przejrzano 6190 razy
Występują w 2 rozmiarach średnicy wewnętrznej łożyska 3 mm i 5 mm.
3mm wydaje się trochę mało do solidnego mocowania - pozostaje wybór 5 mm.
O ile wśród 3 mm mamy wybór 16 lub 20 zębowe (lub odpowiadające im płaskie) to w wypadku 5 mm mamy tylko 20.
Analiza schematu pokazuje wymiary:
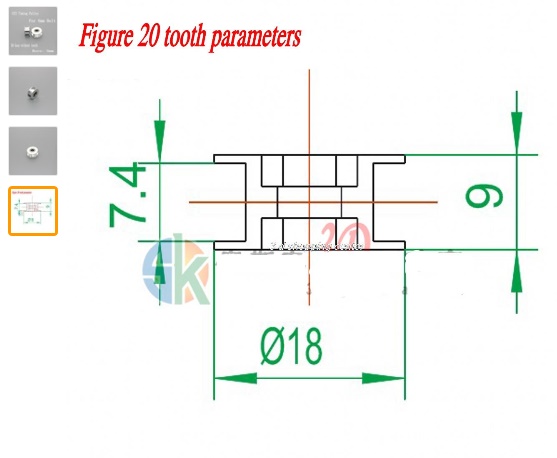
- gt2_20.jpg (43.63 KiB) Przejrzano 6190 razy
łożyska 5x9x3, grubość ścianki 12-9=3 3/2=1.5mm przy łożyskach
wewnątrz 3mm na długość między łożyskami rozwiercone 6 mm, po 0,5 mm od śruby mocującej całość
kołnierz 3mm wystający (18-12=6 6/2=3) = pasek nie spadnie
luz paska 7.4-6=1.4mm 1.4/2=0.7 mm po każdej stronie, mogło by być mniej
kołnierze 9-7.4=1.6 1.6/2=0.8 mm grubości
GT2 20x2mm=40 mm 40mm/3.14(Pi) = 12.74
Łożyska z grupy: 3x7x3, 4x8x3, 5x9x3, 6x10x3:

- rolki2.jpg (108.92 KiB) Przejrzano 6190 razy
Te pochodzą z demontażu, ale można je kupić:
allegro: 3x7x3 - 1,70 zł/sztuka, 4x8x3 - 3,00 zł
5x9x3 - 3,66 zł, 6x10x - 3,49 zł.
Są zawsze po 2 łożyska na rolkę, ale nie są one zbyt mocne.
Grubość ścianki rolki nie jest zbyt duża ok, 1.5mm
Rolki z zębami sprawiają, że pasek nie wydłuża się przy zgniataniu jego zębów na zwykłych rolkach (zamiast z zębami).
Do hbot potrzeba 4 rolki gładkie i 2 z zębami.
Do corexy potrzeba 2 gładkie i 6 z zębami.
Cena rolki na allegro 16 zł - 6 sztuk to 96 zł do 1 drukarki.
Z chin wyjdzie około 10 zł sztuka - razem 60 zł.
To jedna z opcji do wyboru (ostatnio pojawiła się) - postaram się przedstawić inne rozwiązania budowy rolek w kolejnych postach.
Re: Hbot/CoreXY Animos
: 12 maja 2016, 23:02
autor: virgin71
Popularność zawdzięczają one swojej metryczności, oraz zębami metrycznymi paska.
Re: Hbot/CoreXY Animos
: 16 maja 2016, 20:26
autor: animos
virgin71 pisze:Popularność zawdzięczają one swojej metryczności, oraz zębami metrycznymi paska.
Ja znalazłem taki cytat o GT2:
Paski GT2 są jednym z najlepszych wyborów w konstrukcji drukarek 3D. W przeciwieństwie do np. pasków T2.5 lub MXL paski GT2 są bezluzowe. Zaokrąglone zęby paska i zębatki stykają się ze sobą dłużej zapewniając łagodniejsze przejście na kolejne zęby paska. Ponieważ styk jest zapewniony cały czas, to przy zmianie kierunku siła od razu jest przekazywana na pasek i nie następuje mikropoślizg paska (np. luz przy zmianie kierunku dla T2.5 to 0.3 mm, niby mało ale w porównaniu z otworem dyszy głowicy drukującej to całkiem sporo). W dodatku podział tych innych pasków (np. 2.03mm przy MXL) znacznie utrudnia precyzyjne wyliczenie przesunięcia wprowadzając błędy obliczeniowe wynikające z zaokrągleń. Dlatego doradzamy wybór paska GT2 do budowy tak precyzyjnych urządzeń jak drukarka GT2.
Ale o ty później jak będę porównywał rodzaje pasków.
[rolki14]
Kolejne własne rozwiązanie.
Wyjściem było łożysko 5x14x5 - 1,20 zł/sztuka allegro.
Fi wewnętrzne 5, a zewnętrzne takie jak rurka aluminiowa 14x24 o ściance 5mm.
Rura zakupiona w sklepie na ul. Miedzianej 1B w Warszawie już dość dawno do celów modelarskich.
Odcinki - krótsze zawsze chętnie sprzedają, a jest to lepsze rozwiązanie niż wiercenie w wałku al otworu na łożyska.
Cięcie długiej rury na tokarce:
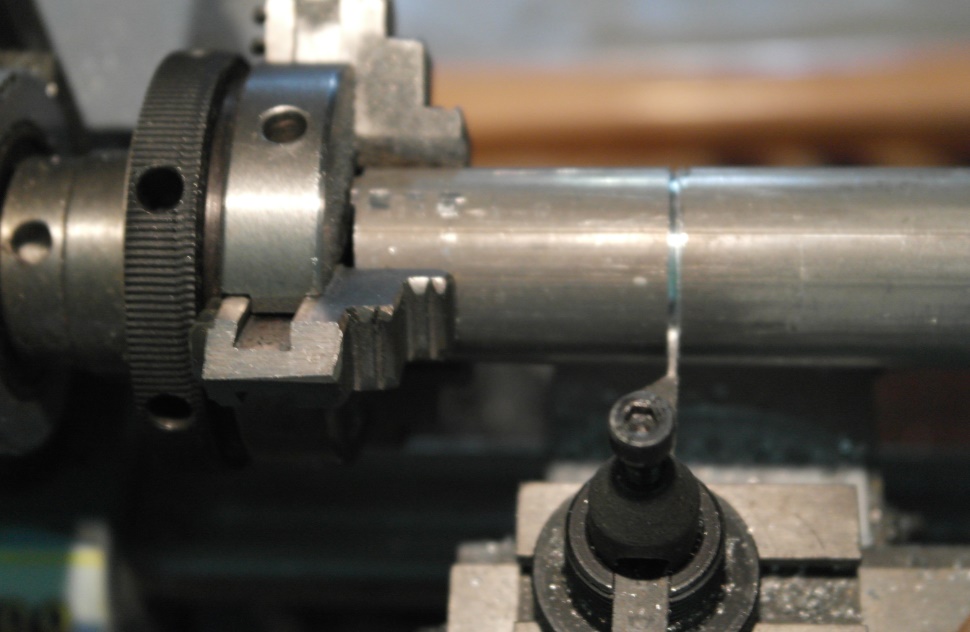
- rolka14_4.jpg (121.35 KiB) Przejrzano 4498 razy
Toczenie:

- rolka14_3.jpg (132.52 KiB) Przejrzano 4498 razy
Po wciśnięciu łożysk:

- rolka14_2.jpg (128.23 KiB) Przejrzano 4498 razy

- rolka14_1.jpg (143.89 KiB) Przejrzano 4498 razy
Rolki wyszły fi 20 na szerokości 6mm i po 2 mm flansze 23,80 - tylko lekkie oczyszczenie rury aluminiowej z nalotu.
Rolka wyszła dość stabilnie - jest trochę toczenia, 2 cięcia odcinka 1 cm.
2 łożyska to dokładnie 5mm +5mm = 10 mm wysokości.
Jutro kolejne rozwiązanie.
Zastanawiam się, czy takie rolki nie są zbyt mocne?
Może przejść z M5 na M4 a nawet na M3.
Wysokość rolki to 10 mm - flansze po 2 mm, a czy można wykonać flansze po 1mm.
Wtedy wysokość 8mm licuje z wałkami fi 8 - pewnie łatwiejsze mocowanie to by dało.
Re: Hbot/CoreXY Animos
: 17 maja 2016, 21:30
autor: animos
[rolki cd]
Kolejne podejście:

- rolka1.jpg (182.01 KiB) Przejrzano 4471 razy
Łożyska 3x10x4, ale są też 4x10x4.
Chodzi o 2 łożyska tj. 8 mm - 6 mm dla paska i po 1mm na flansze.
Rurki aluminiowe 9x10 - przejście z łożyska o fi zewnętrznym 9mm na 10mm.
I rurki 10x12, o grubości 1mm i 12x14 też o grubości 1mm.
Wykonane 1mm cięcia mało realne - zostaje poprzednie rozwiązanie.
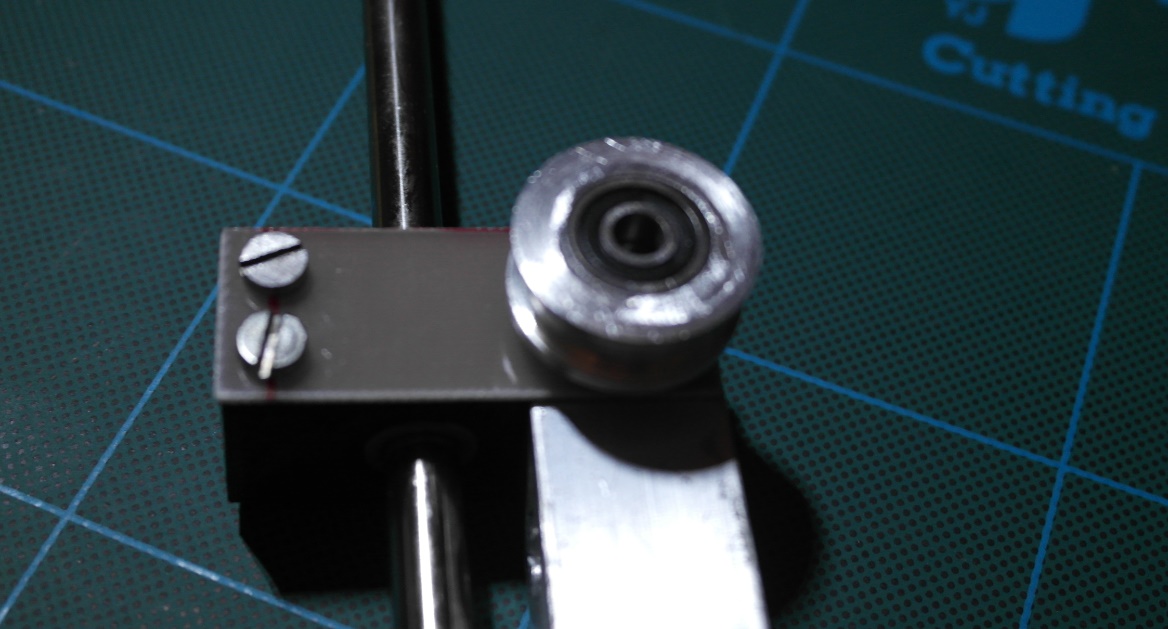
A takie rozwiązane było w "inverse" - 2 łożyska z flanszą:

- rolka2.jpg (99.18 KiB) Przejrzano 4471 razy
4x10/11.2x4 4,90 zł sztuka - allegro.
Między nimi mała podkładka, zresztą na obu końcach też małe podkładki.
Rozwiązanie nie wymagające pracy.
Na drugim końcu wałek fi 5, zębatka, duża podkładką spełniająca rolę drugiej flanszy:

- rolka3.jpg (81.64 KiB) Przejrzano 4471 razy
Dwie małe podkładki z obu stron i mocowanie zewnętrzne łożysk na paski.
O ile rolki proste są łatwe do wytoczenia to z zębatkami nie jest już tak łatwo.
Re: Hbot/CoreXY Animos
: 18 maja 2016, 22:12
autor: animos
[wałki]
Przegląd posiadanych wałków.
Udało się wybrać 30 wałków fi 8 400mm:

- 30walków400mm.jpg (118.81 KiB) Przejrzano 4446 razy
Licząc po 6 to na 5 drukarek.
Domyślam się, że to pewnie z drukarek HP.
40cm - odliczając po 2cm na mocowania i 10 cm na wózek zostaje 26cm.
Da się zrobić podwójny ekstruder.
I nie przekroczyć współczynnika 1:6 aby nie było przekaszania się hbota.
Gabaryty wyjdą około 45cm - 50cmx50cm dostępne są płyty z poliwęglanu na obudowę.
Wydaje mi się to lepsze niż ciąć wałki.
Mam też krótsze fi 8, ale unifikacja, standaryzacja nakazuje zastosować te, których jest najwięcej - najbardziej popularne, aby nie było problemów z częściami.
Zresztą pewnie takie wymiary będą też najtańsze - docinanie obudowy do mniejszych rozmiarów to też strata materiału i sporo więcej pracy.
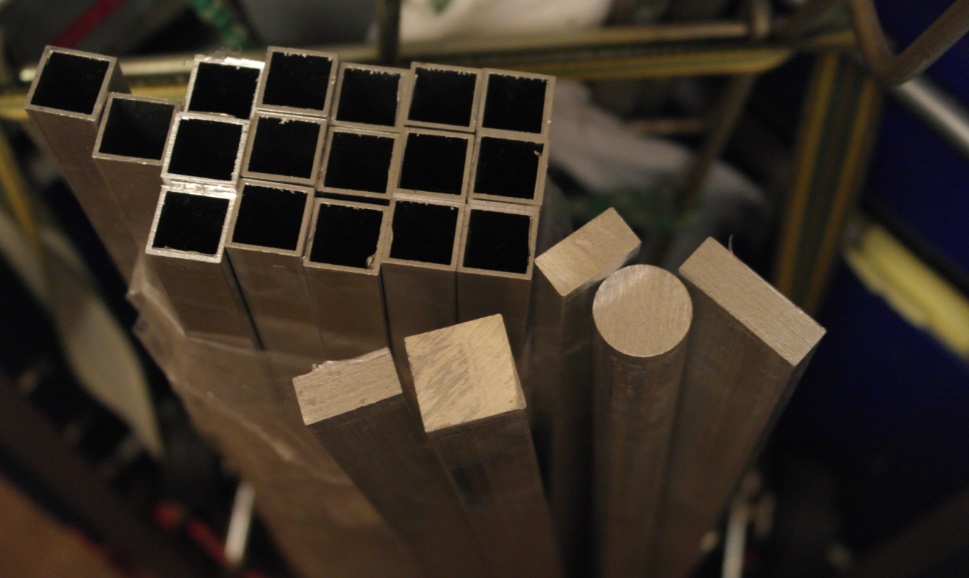
Przy okazji część z wałków, które mam pogrupowałem względem średnic:

- wałki.jpg (217.69 KiB) Przejrzano 4446 razy
Są tu 3,4,5,6,7,8,9,10,11,12,14 mm i mniej typowe 6,35mm 9,5mm i 12,7mm.
To z masowo padającego sprzętu komputerowego - głównie drukarek, skanerów itp.
Re: Hbot/CoreXY Animos
: 19 maja 2016, 10:32
autor: marek91
Animos, skąd ty masz tyle wałków? o.O
Re: Hbot/CoreXY Animos
: 19 maja 2016, 10:37
autor: Minik
Demobil z drukarek ?
Re: Hbot/CoreXY Animos
: 19 maja 2016, 10:41
autor: marek91
No to napisał... ale AŻ tyle!?
Re: Hbot/CoreXY Animos
: 19 maja 2016, 21:01
autor: animos
Jakbym miał to wszystko trzymać w całości to nie starczyło by mi miejsca.
Małe drukarki, mikro, przenośne mam kilka sztuk - planuje z tego budować plotery itp.
I ciekawsze egzemplarze zostawiam - głównie takie bardziej archiwalne.
Wałki są i z drukarek i ze skanerów - te dłuższe.
W nowszych drukarkach już nawet nie ma wałków, tylko wygięte blachy.
Skanery nowsze, te w kombajnach z drukarkami pracują na zębatkach i prowadnicach z plastiku.
Kiedyś przerabiałem również stacje dysków, dyski na silniczki modelarskie bezszczotkowe.
Teraz robią takie silniczki seryjnie w Chinach.
Zostały mi kontakty, sprzęt dostaje (modelarzy cenią), z laserówek nie za wiele można odzyskać.
Często trafia się sprzęt sprawny, czasem wykańczam resztki tuszy.
Mam też i dylemat nowy model - sprawna, dokupić tusz, a ja rozbieram, aby mieć więcej miejsca.
Na allegro już można kupić różne modele drukarek, ceny od 1 zł.
Jak trafia mi się kolejny raz ten sam lub podobny model to rozłożenie trwa poniżej 15 minut.
W sumie ciekawe są jedynie te nietypowe modele.
A wszystko za sprawą producentów dotujących nowy sprzęt a zarabiających na materiałach eksploatacyjnych.
Re: Hbot/CoreXY Animos
: 20 maja 2016, 22:36
autor: animos
[konstrukcja]
Materiały, aluminium:
- konstrukcja.jpg (127.44 KiB) Przejrzano 4383 razy
Cena za metr, allegro 20x10 - 14,10 zł, 30x10 - 21,10 zł, fi20 - 22,30 zł, 20x20 - 28,20 zł, profil 15x15x1 3,70 zł.
Do konstrukcji "inverse" stosowałem 20x6 18,19 zł za metr w marketach obi, castorama.
20x10 jest mocniejszy i tańszy, tylko 14,10 zł/ metr.
Pierwszą koncepcją w prototypie 1 była konstrukcja samonośna, płyty plexi białe (aby nie było widać klejenia) spełniające funkcje konstrukcyjne i jednocześnie obudowy.
To rozwiązanie jednak wymagało grubszych (też droższych) płyt, a też i sporo cięcia.
W prototypie 2 było jeszcze bardziej ekonomiczne rozwiązanie na osi Z, pręty gwintowane miały być elementem równocześnie elementem konstrukcyjnym, prowadnicy (trzymania na x, y) i motoryki (napędu z).
W stosunku do najprostszego rozwiązania - konstrukcja skrzynka z profili konstrukcyjnych, wałki prowadnice, śruby trapezowe napędowe - to znaczna oszczędność, ale nie dają wystarczająco dobrego prowadzenia.
Rozwiązanie, gdzie wałki osi Y i Z przejmują oprócz funkcji pozycjonowania też funkcje nośne jest najbardziej ekonomiczna.
Wymaga to jednak trochę więcej pracy nad rozwiązaniami konstrukcyjnymi.
Profile 20x10 mają służyć jako konstrukcja w osi y hbota, i w osi Z do mocowania wałków ruchu pionowego.
Pozostałe funkcje mniej obciążone w konstrukcji wypełnią profile 15x15x1.
30x10 ma służyć do mocowań wałków, coś w rodzaju SHF08.
20x20 zastosuję do wózków y oraz pewnie obsad panewek 8x11x15.
Fi 20 do toczenia elementów okrągłych, może też zębatek.
O ile obsadzenie wałków fi 8 w 20x20 nie sprawi kłopotu, również mocowanie M5 rolek też nie, to obsadzanie panewek mosiężnych 8x11x15 w 20x20 nie jest łatwe.
Powinno być minimum 2 śruby, najmniejsze to M3, a najlepiej 4.
Przyjmując 11 (0,5mm odstępu) lub 12 (licowanie) zostaje 20-12-3-3=2 mm, czyli 1mm od krawędzi - to trochę za mało.
Najlepiej było by obsady aluminiowe panewek przylutować do wózków, ale aluminium trudno lutuje się.
Wykonanie całości z aluminium 20x40 chyba nie ma sensu.
Problem do rozwiązania, bo na wózku y trzeba jednocześnie minąć mocowanie rolki m5, mocowanie wałków fi 8 na długości 20mm, wzmocnienie x przeciw przekaszaniu hbot i mocowanie panewek w obsadach aluminiowych.
fi 11 też trochę mniej popularne niż fi 12, ale to nie problem.
Re: Hbot/CoreXY Animos
: 23 maja 2016, 22:56
autor: animos
[wózek Y]
Projekt w openScad:
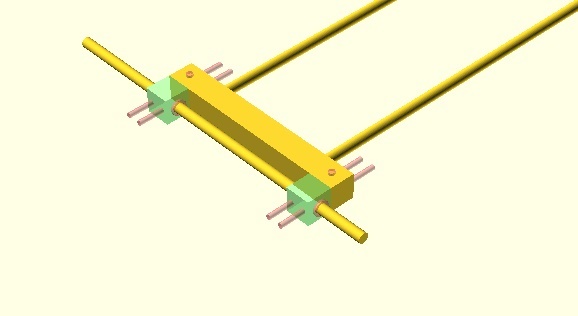
- wozekY.jpg (24.08 KiB) Przejrzano 4338 razy
Od krawędzi 2,5mm - separacja.
Fi 4 mm mocowanie panewki.
Separacja 1mm 6,5 mm do 7.5 mm fi 5 rolki.
12.5 mm do 13.5 mm separacja 1 mm
do 17.5 mm fi 4 mocowanie drugie panewki.
2.5 mm do krawędzi obsady panewki.
26-34 mm mocowanie wałków osi x.
Dokładności muszą być duże - trzeba zrobić system pomiaru powykonawczego - zdjęciowy.
Do prezyzyjnych wierceń potrzebne są wzorniki.
Na płaskownik 2cm do wierceń po środku 4mm, 5mm, 8mm (11) 12mm.
Dopracowanie mocowania panewek do wózka - 20-12mm=8mm po 4mm na mocowanie.
Może lutowanie, albo obejmy itp.
Re: Hbot/CoreXY Animos
: 27 maja 2016, 23:10
autor: animos
Wybór elementów liniowych:
Najtańsze łożyska liniowe LM08UU - allegro 2,80 zł/ sztuka - dostawa 13 zł (1000 sztuk).
Łożyska w oprawach aluminiowych - allegro 9,90 zł/ sztuka - dostawa 7 zł (1000 sztuk).

- ames8x12x20.jpg (9.2 KiB) Przejrzano 4305 razy
Panewki z brązu Ames 8x12x20 - allegro 6,90 - dostawa 11 zł (50 sztuk).
Albeco.com.pl Ames 8x12x20 ok 5 zł brutto sztuka - dostawa kurier.
Zamówienie wysłane - czekam na maila z firmy.
Dlaczego panewki, chociaż nie najtańsze - mniej hałasują, nie wypadają kulki przy montażu, większość eksperymentów z drukarkami prowadzi w tym kierunku.
20 mm to minimum, żeby zamocować panewkę wymijając mocowanie rolki.
Mniejsze panewki np. 8x12x10, po 2 sztuki też nie wychodzi taniej.
12 mm zewnętrzne jest lepsze - łatwiej dostać wiertło 12 niż np. 11 mm.
Do wyboru mam wiercenie w al 20x20x20 mm fi 12 lub mocowanie w rurce al 14x24 wykorzystując rurkę al 12x14.
Ewentualnie coś innego.
Dwa poprzednie rozwiązania różnią się rozstawem od osi 20x20x20 to 10mm do środka, a 14x24 z 12x14 to 12 mm do środka.
Mocowania wałków osi y mogą różnić się rozstawem o 4 mm.
I jeszcze mocowania na osi Z, gdzie rozwiązanie powinno łączyć mocowanie w 2 kierunkach jednocześnie.
Rozstaw wózków osi X z kolei zależy od długości silnika ektrudera, aby się pomieścił.
Większy to nie problem, ale ogranicza ruch osi Y.
Wstępnie wychodzi mi gabaryt wydruku 20x20x20 cm (wałki x,y i z po 40 cm).
Re: Hbot/CoreXY Animos
: 29 maja 2016, 22:23
autor: animos
Czekam na odpowiedź w sprawie tulejek.
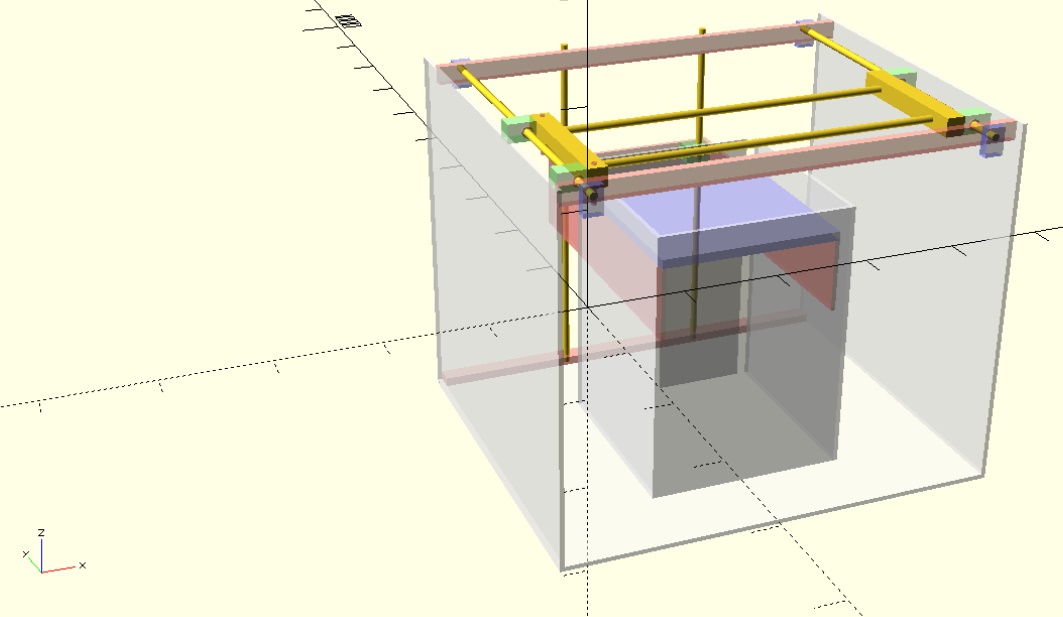
W między czasie projektuję drukarkę w openScad:

- drukarka.jpg (62.4 KiB) Przejrzano 4667 razy
Re: Hbot/CoreXY Animos
: 02 cze 2016, 22:40
autor: animos
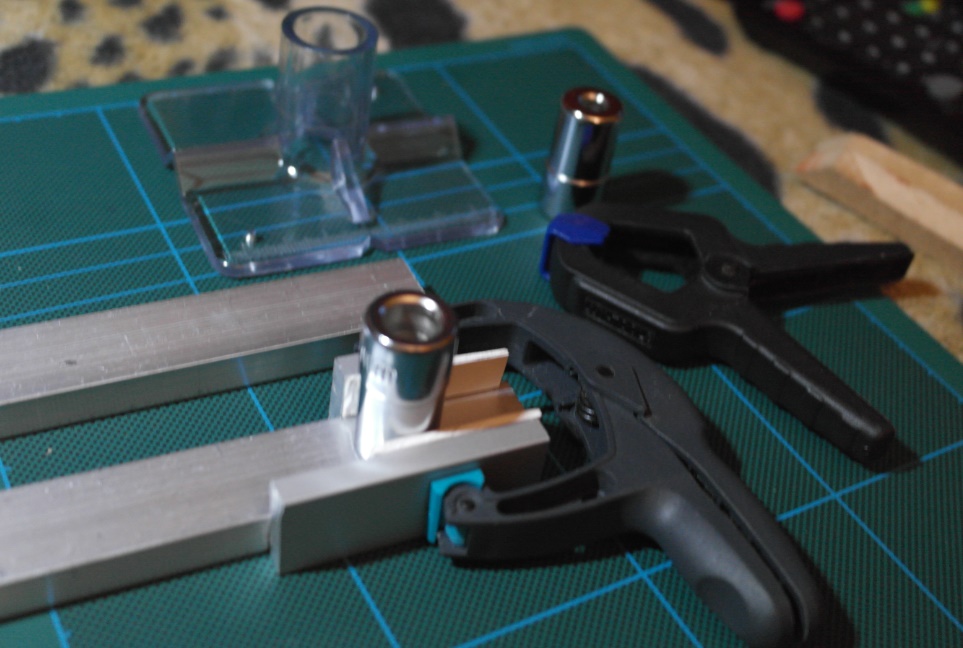
Tulejki doszły:

- ames1.jpg (112.75 KiB) Przejrzano 4630 razy
Wyglądają masywnie.
Dla porównania AMES 8x12x20 i mosiężne 8x10x15 i panewki 8x10x10 (tuleja ślizgowa - 1 zł allegro)
Materiały do budowy wózka y:

- ames2.jpg (130.8 KiB) Przejrzano 4630 razy
Aluminium 40x20.
Wiertło 12mm (do Ames)
Wiertło 15mm (do LM08UU)
Wałek 8mm
i aluminium 20x20.
Wycinania wózka y z al 40x20 nie wyobrażam sobie - lepiej łączyć oprawioną panewkę do al 20x20.
Lutowanie, śruby lub obejma.
Mocowanie w osi Z pewnie będzie łatwiej osadzić, gdyż do stołu stykają się 2 powierzchniami.
Wózek y jak i x potrzebują innego mocowania.
Re: Hbot/CoreXY Animos
: 03 cze 2016, 10:17
autor: marek91
Będziesz ten bloczek wiercił ręcznie czy masz frezarkę lub chociaż wiertarkę na statywie?
Re: Hbot/CoreXY Animos
: 03 cze 2016, 14:40
autor: emartinelli
marek91 pisze:Będziesz ten bloczek wiercił ręcznie czy masz frezarkę lub chociaż wiertarkę na statywie?
O to samo miałem zapytać

Kolega ostatnio próbował przewiercić pionowo coś podobnego i to na statywie i przyznam że efekt mizerny wyszedł. Wlot ok, ale wylot ze sporym przesunięciem

Re: Hbot/CoreXY Animos
: 03 cze 2016, 18:00
autor: Zoltan
Tutaj musi być precyzyjniejszy sprzęt, wiertarka stołowa a najlepiej frezarka
Re: Hbot/CoreXY Animos
: 03 cze 2016, 21:02
autor: animos
Dokupiona wiertarka 225 zł allegro:

- 1.jpg (57.39 KiB) Przejrzano 4567 razy
http://allegro.pl/wiertarka-stolowa-150 ... ule_id=201
Max średnica 6- 6.35 mocowanie - muszą być wiertła hex 1/4 cala lub podtaczane, krótsze niż zwykłe - długie mogą się nie zmieścić
Małe cnc - wrzeciono proxxon 12V, pod mach 3.
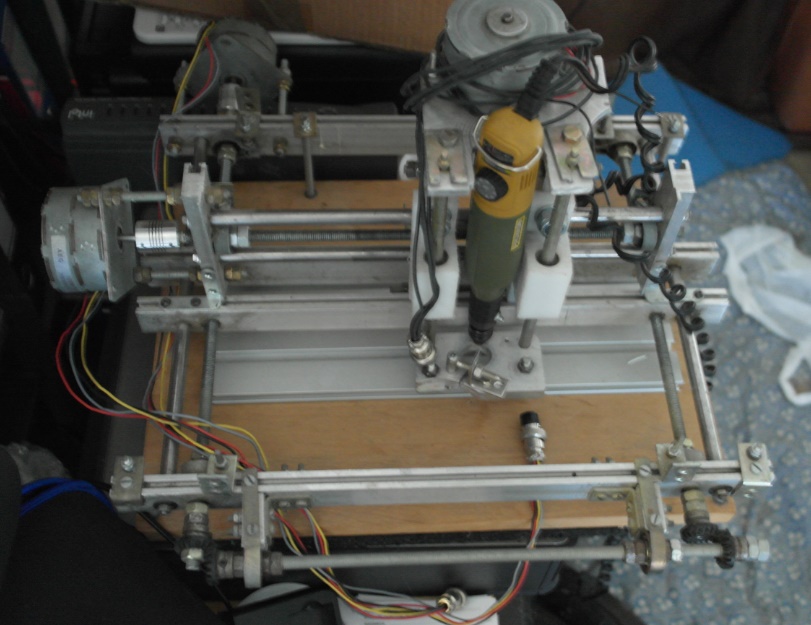
- 2.jpg (141.83 KiB) Przejrzano 4567 razy
Mf 70 proxxon:

- 3.jpg (41.15 KiB) Przejrzano 4567 razy
Silniki do Mf 70 - działają pod mach 3 - wymiennie - z małym cnc (niestety jeszcze nie zmontowane z mf 70)

- 4.jpg (137.48 KiB) Przejrzano 4567 razy
Tokarka bernardo - do większych wierteł.

- 5.jpg (58.09 KiB) Przejrzano 4567 razy
Wzorniki fi 8/16 +2mm po obu stronach = 20 mm (wzornik do otworów centrycznych na 20x20, 20x10).
Obok tulejka 5x8 mm - do środka - dla otworów 5 mm pod rolki.
Tak to miałem kiedyś do budowy wycinarki modelarskiej do styropianu (drut oporowy).

- 6.jpg (84.03 KiB) Przejrzano 4567 razy
I tak pewnie pójdę we wzorniki, a rozstaw otworów przez wiercenie obu elementów razem.
Niestety to nie "pocket NC".
Budowanie drukarki pod cnc jak można zrobić to bez (same wiercenie) to trochę sztuka dla sztuki.
Dodatkowo też więcej frezowania niż inne technologie to wydaje się trochę bez sensu - chyba, że się lubi ładnie obrobione bloki aluminium.
Na tym etapie jeszcze nie wykluczam niczego, staram się sprawdzić różne opcje (rozwiązania) i wybrać co jest lepsze.
Pracochłonność - ilość prac mechanicznych, minimalizacja ich ilości też jest pożądana - łatwiej coś skręcić z gotowych elementów niż obrabiać całe bloki metalu.
Zoltan pisze:Tutaj musi być precyzyjniejszy sprzęt, wiertarka stołowa a najlepiej frezarka
To przede wszystkim jest bardziej wygodne w użyciu - wiertarka stołowa. Jedyny minus to, że te maszyny trzeba gdzieś ulokować. Bardziej masywne frezarki, maszyny są dużo lepsze niż te mikro.
emartinelli pisze:marek91 pisze:Będziesz ten bloczek wiercił ręcznie czy masz frezarkę lub chociaż wiertarkę na statywie?
O to samo miałem zapytać
Kolega ostatnio próbował przewiercić pionowo coś podobnego i to na statywie i przyznam że efekt mizerny wyszedł. Wlot ok, ale wylot ze sporym przesunięciem
Może zaczynać z obu stron od mniejszych średnic, potem rozwiercać itp. Niestety tu jest pies pogrzebany - mikro, mini narzędzia są niestety wiotkie - często się to wypacza nawet przy prostych pracach. Alternatywą być może jest skorzystanie z dużego CNC w Hackerspace (Warszawa) lub oddanie do zakładu ślusarskiego.
Re: Hbot/CoreXY Animos
: 06 cze 2016, 21:21
autor: animos
Zamówienie na aluminium 5mm do mocowania stolika wysłane - allegro.
Dostawa kurierem, zobaczę, czy tym razem będzie 2 dni czy może nawet tydzień.
Mocowanie pewnie będzie na wypusty naprzemienne (nazwy dokładnej nie znalazłem).
Panewki w 20x20 mm mocowane czymś w rodzaju kątownika.
Do wózków y planuje obejmy, w rodzaju ceownika.
Do wózka x na razie nie mam jeszcze koncepcji.
Re: Hbot/CoreXY Animos
: 08 cze 2016, 20:56
autor: animos
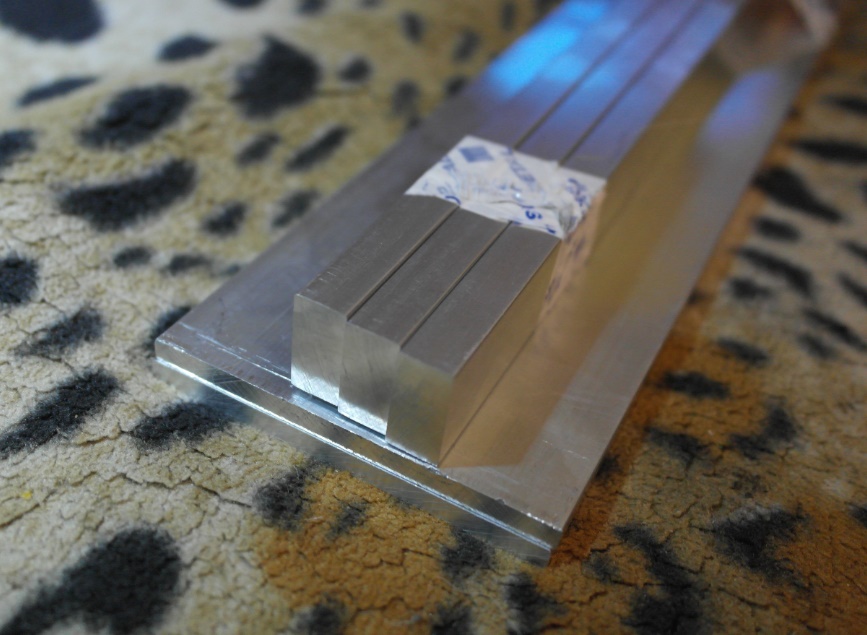
- aluDoStolu.jpg (150.94 KiB) Przejrzano 4512 razy
Dostawa dotarła.
Aluminium 5mm wydaje się dość masywne na podporę stołu.
Pewnie konieczne będzie ażurowanie, aby odciążyć konstrukcję.
Na sam stół planowałem 5mm ale jest PA11 lub 1050A - chyba trochę za miękkie, a nie ma na allegro PA6 25x25cm.
Typ aluminium sprawdza się zarysowaniem lub uderzeniem - oddźwięk.
Trzeba jeszcze poszukać innego typu mocniejszego, jak PA6.
Re: Hbot/CoreXY Animos
: 13 cze 2016, 21:49
autor: animos
Mocowanie panewek opracowane.
Płaskownik 20x20 mm docięty na 30mm.
Na dodatkowym 1cm dwa otwory fi 4 lub fi 5.
Symetrycznie 40mm było by 4 otwory, ale mocowania do 20mm 40 mm nie są zbyt dobre.
Na osi x i z wystarczą śruby. Na osi y po 2 płytki z obu stron.
Odpada frezowanie - tylko cięcie i wiercenie.
Na wiertarce mam max 160 mm (ta na zdjęciu).
20 mm na element al.
140 mm pozostaje a wiertło 12 mm ma 150 mm długości.
Znalazłem w OBI 12 mm inox co 106 mm - krótsze.
34 mm na przejście z fi 6, 6.5 na fi 12.
Szukam zacisku wiertarskiego max fi 13 - mocowania 12,7 mm (1/2 cala), są przejściówki na SDS plus.
Sds plus to 10 mm a przydało by się sds quick 6,5 mm.
A może szukać krótszych frezów (1) lub stoczyć sds plus na fi 6mm (2) lub stoczyć wiertło 12 mm na 6mm (3) lub przedłużyć rurę wiertarki (4)?

Głębokość w dotychczasowym uchwycie to 25mm.
Zakupu większej wiertarki stołowej nie planuję.
Są wiertła 12 mm z uchwytem hex 6,35 ale niestety długie.
Fi 8mm takie wiertło ma 25+90 mm (115), ale 12mm to już ok 150mm.
Czemu wiertła muszą być takie długie?
Część wierteł jest już stoczona na fi 10, ale to nie wiele daje skoro mam 6-6.5 na moim uchwycie.
Wierteł do metalu fi 12 z sds quick chyba nie ma?
Zresztą wiertła do stali z co wyglądają najbardziej masywnie.
Re: Hbot/CoreXY Animos
: 15 cze 2016, 21:28
autor: animos

- wiertlo12.jpg (142.72 KiB) Przejrzano 4434 razy
Wiertło 12mm 102 mm długości w porównania do wiertła 12mm 150mm.
Próba wiercenia w drewnie fi 8 - w zasadzie można by zrobić drukarkę z drewna.
Uchwyt do wiertarki do fi 13 mm jest w drodze w inpost.
Ostatnio powrócił problem cięcia aluminium piłą ramową z napędem elektrycznym.
Na mojreprap podano nową możliwość tego rozwiązania:
http://www.thingiverse.com/thing:1452313
Alternatywą jest piła przecinarka/kątownica z tarczą do al - najmniejsze mają fi 160mm.
To jednak dużo głośniejsze (ale i dużo szybsze) rozwiązanie.
Skorzystam z tych rozwiązań i postaram się dokończyć piłę na zawiasach, aby ułatwić sobie pracę.
W sprawie rolek też na fabrykatorze napisano, że te mniejsze łożyska są bardzo słabe.
To zmienia trochę moją koncepcje - rolki zwrotne hbot muszę zrobić większe na dużych łożyskach.
Aby wytrzymały długą pracę, będzie trochę więcej roboty - te z aliexpress są za słabe.
Re: Hbot/CoreXY Animos
: 19 cze 2016, 20:31
autor: animos

- 10x2.jpg (144.56 KiB) Przejrzano 4165 razy
Uchwyt wiertarski 13mm, gwintownik trapezowy 10x2 i mosiądz 20x20x40 mm doszły.

- pila2.jpg (139.01 KiB) Przejrzano 4165 razy
Przebudowa piły.
Wzmocnienie prowadzenia brzeszczotu oraz mocowania silnika - muszą być dobre mocowania.
Rozwiązanie okazało się mało stabilne - silnik od piły lisi ogon jest dużo za szybki.
Wyważenie przy tak dużej szybkości pracy jest praktycznie niemożliwe.
Całość zbyt się chybocze.
Kolejne rozwiązanie będzie miało już inny silnik.
Obecny 18v przy napięciu 5,2v okazał już tak zwolniony dużo za szybki.
Re: Hbot/CoreXY Animos
: 27 cze 2016, 21:04
autor: animos

- czujnikZegarowy.jpg (76.98 KiB) Przejrzano 4124 razy
Dokupiony uchwyt magnetyczny - czujnik zegarowy ZSRR.
Pomiar bicia wiertła 0.2 mm - chyba trochę dużo.

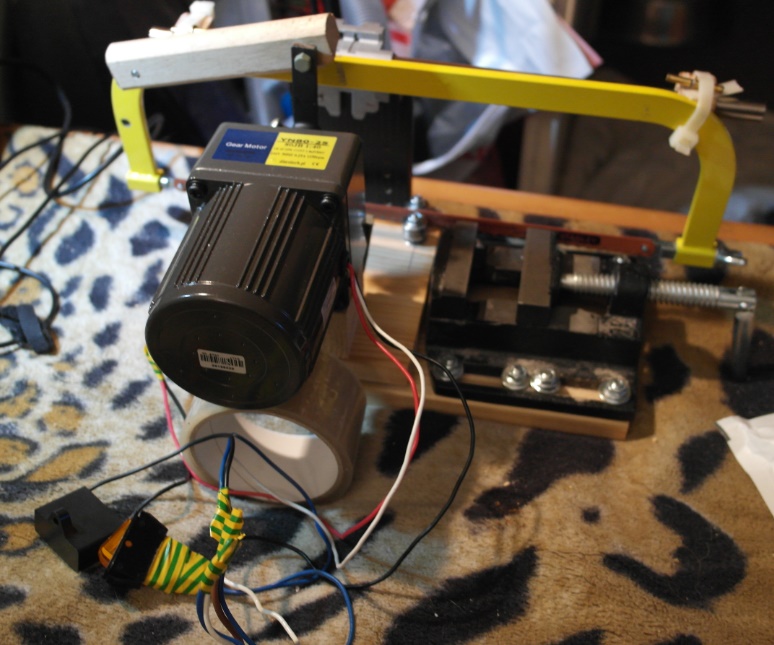
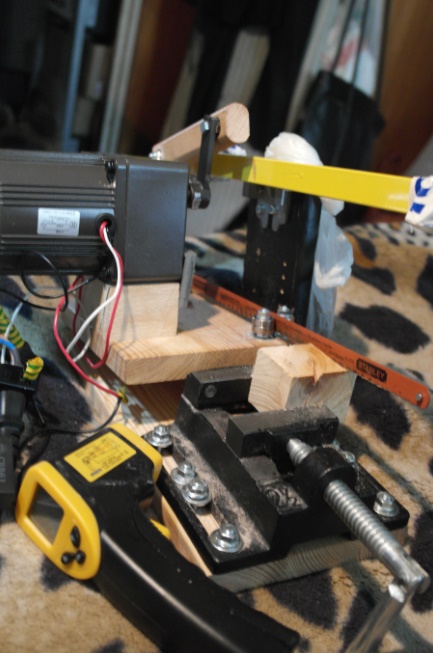
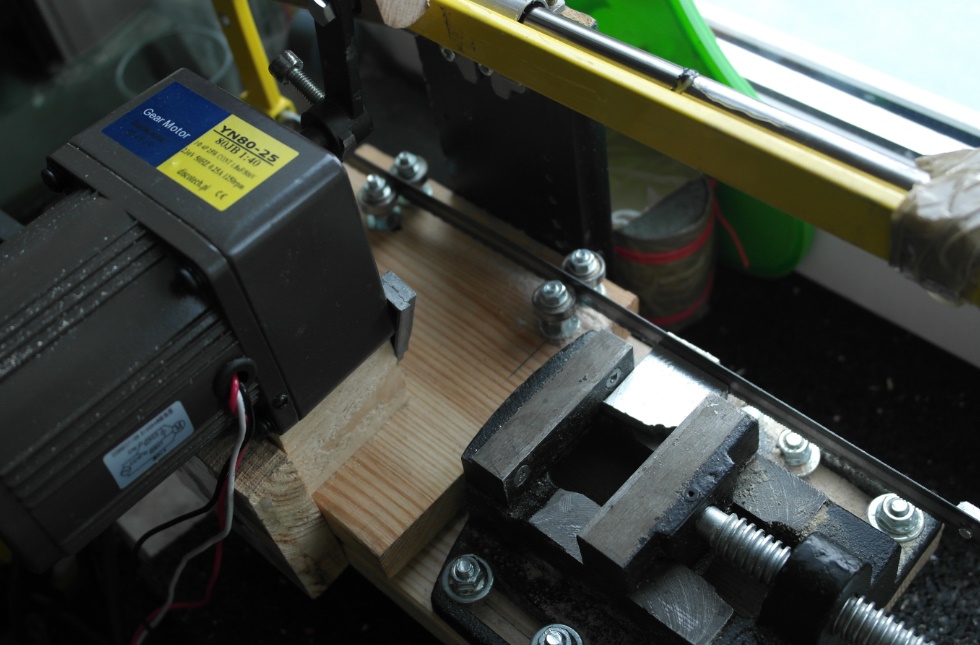
- motoreduktor.jpg (192.12 KiB) Przejrzano 4124 razy
Nowa wersja piły.
Dokupiony silnik z motoreduktorem.
Zawias trochę krótszy niż ten oryginalny (v4)
http://www.thingiverse.com/thing:1555072
Pozostaje dorobienie posuwu do ramki i mocowania do motoreduktora.
Wał fi 10 z nacięciem - wkładana stalka.
Re: Hbot/CoreXY Animos
: 07 lip 2016, 21:15
autor: animos
- pila2a.jpg (158.2 KiB) Przejrzano 4055 razy

- pila2b.jpg (185.45 KiB) Przejrzano 4055 razy
Tym razem piła z posuwem.
Nie całość dokończona.
Mocowanie drążek drukarki igłowej fi 12 - okazało się za słabe, ale docelowo czekam na dostawę z chin.
Na razie wersja robocza - może wzmocnię mocowanie, bo 2 x M3 do głowicy drukarki jest za słabe - już się niszczy.
Mocowanie napędu bliżej pręta fi 12 - lepiej pracuje.
Wyważenie też na stronę silnika.
Układ już pracuje - pozostaje wykonanie łącznika na łożyskach - teraz jest włożony na śruby M5.
I mocowanie na osi przekładni - śruba m6 zatoczona na końcu na fi 4.
31 obr/min - ok. szybkość poprawna.
Podłączenie silnika na pająku.
Brzeszczot mógłby być dłuższy - przy posuwie ok 10 cm i długości cięcia ok 5 cm nie wiele zostaje.
Koncepcja rozwiązania jest dość dobra, aby mogły powstać z tego seryjne urządzenia - dużo wychodzi w trakcie prac (prototyp).
Szkoda, że nie produkują takich pił (małe) - pracuje to na tyle cicho, że jest pod tym względem dużo lepsze niż tarcze do aluminium.
Re: Hbot/CoreXY Animos
: 10 lip 2016, 16:22
autor: animos
- pila3.jpg (94.49 KiB) Przejrzano 4030 razy
Pierwsze próby na twardym drewnie.
Cięcie jest bardzo ciche, ale i może długo trwać.
Potrzebny jest docisk (tu ołowiany obciążnik w siatce z boku) - jednocześnie równoważy silnik.
Bez docisku cięcie trwa dużo dłużej.
Silnik się grzeje - testowany do 60 stopni (max jego to 75).
Potrzeba albo wyłącznik z czujnikiem temperatury, albo przerwy co jakiś czas.
Ewentualnie szybsze cięcie - może nowe brzeszczoty lub o większych zębach.
Rama piły jest lepszym rozwiązaniem niż konstrukcja wyjściowa V5 - brzeszczot sztywniej się trzyma.
Nacisk na materiał podnosi trochę, elastycznie brzeszczot - szoruje po dolnych łożyskach - potrzeba zmiany lub może po jednym łożysku.
Przy cięciu tracie łożysk o ząbki piły powoduje efekty dźwiękowe - chrobot - ale też pewnie i opory większe.
Brak jeszcze mocowania od strony silnika przeciw odchyłce piły (od prostopadłego cięcia).
A i sprawdzanie i kalibracja też jeszcze do zrobienia (pewnie na miększych materiałach).
Podczas cięcia można smarować aby zmniejszyć opory boczne.
Możliwe jest zatrzymanie piły i powtórny powrót do cięcia po jakimś czasie.
Re: Hbot/CoreXY Animos
: 11 lip 2016, 22:55
autor: animos

- pila4.jpg (159.8 KiB) Przejrzano 4002 razy

- ciecie1.jpg (146.63 KiB) Przejrzano 4002 razy
Docisk musi być dużo większy, aby było cięcie a nie tarcie o materiał - dociążenie ołowiem widoczne na zdjęciu.
Pojedyncze łożyska - lepsze rozwiązanie - nie trą o ząbki brzeszczotu.
Dodatkowo 2 rodzaje brzeszczotów są - cieńsze i grubsze - musi być mocowanie na tyle wysoko, aby grubsze nie tarło o mocowanie.
Całość musi być na podwyższeniu - zwłaszcza na początku - aby piła skośnie cofając nie zahaczała o blat, gdzie stoi całe urządzenie.
Cięcie numer jeden.
Jakość ok, pozostaje ustawienie prostopadłości względem imadła.
W momencie zmiany z pchania na ciągnięcie i w drugą stronę następuje małe tąpnięcie (elastyczne).
Dociążenie w miarę cięcia powinno być coraz większe - wtedy całość pracy może być zrobiona w miarę szybko - bez przegrzania silnika (jeden cykl pracy)
Zastanawiam się czy zmiana kierunków obrotów silnika jest potrzebna - bo można to zrobić przełączając kondensator?
Wcześniej planowałem regulator napięcia dla stopniowego wzrostu mocy - okazało się to niepotrzebne - nie ma efektu startowego - może dlatego, że jest przekładnia.
Do pierwszych cięć aluminium na drukarkę jeszcze trochę potrzeba pracy.
Już teraz można powiedzieć, że typ konstrukcji jest udany, urządzenie niezbyt wielkie i bardzo cicho pracuje.
Generalnie powinno zapewnić powtarzalność cięć.
Re: Hbot/CoreXY Animos
: 12 lip 2016, 10:51
autor: marek91
Animos, te wszystkie eksperymenty są po to aby pociąć kilka profili alu i później z nich złożyć drukarkę?
Warto?
Re: Hbot/CoreXY Animos
: 12 lip 2016, 19:28
autor: animos
marek91 pisze:Animos, te wszystkie eksperymenty są po to aby pociąć kilka profili alu i później z nich złożyć drukarkę?
Warto?
Od roku mam działalność gospodarczą i jeszcze rok ulgowego zusu. Chcę coś rozkręcić też w druku 3d, bo zajmuję się informatyką i inżynierią.
Nie wyobrażam sobie ręcznej produkcji (cięcia al) drukarek. A i muszę się bardzo ścisnąć, bo w mieszkaniu mamy też wysyłkową księgarnię internetową (animios.pl) mojej żony i sporą ilość książek, dystrybucję Smart Microfiber (szwedzkie produkty do sprzątania) - stąd walka o minimalizację gabarytów. Robienie drukarki obecnie, gdy mamy duży już wybór gotowych (sztuk jeden) nie ma sensu - bardziej chcę zrobić proces produkcyjny (rożne warianty części) taki, aby drukarka, która powstanie sprzedawała się na rynku (dla tych co nie będą chcieli zrobić ją sami z opisu) - minimalnie, aby była ekonomiczna (stosunek ceny do jakości). W stosunku do informatyki, gdzie wystarczy do pracy sam komputer budowa drukarki, mechaniki to spore wyzwanie - trzeba mieć zacięcie do tych prac (polecam obejrzenie filmów kolegi syntetycznego).
Re: Hbot/CoreXY Animos
: 13 lip 2016, 11:57
autor: emartinelli
Czytając ostatnie posty tak się zastanawiałem, czy ta budowa drukarki to jeszcze nadal aktualna...
")
Re: Hbot/CoreXY Animos
: 13 lip 2016, 15:09
autor: marek91
Żeby zbudować drukarkę musisz mieć narzędzia przecież

Re: Hbot/CoreXY Animos
: 13 lip 2016, 17:03
autor: animos
marek91 pisze:Żeby zbudować drukarkę musisz mieć narzędzia przecież
Chętnie bym kupił zamiast tracić czas na budowę piły - niestety są duże 56 kg, do warsztatu, nie do mieszkania.
emartinelli pisze:Czytając ostatnie posty tak się zastanawiałem, czy ta budowa drukarki to jeszcze nadal aktualna...
Oprócz drukarki robię też stare kompy - teraz atari 1027 - problem czcionka z gumy (wróciłem do tego za sprawą drygola).
Jeszcze mam do zrobienia mocowanie noża w kosiarce z Leroy Merlin - niestety było z plastiku i się starło (zapasowych części nie ma) - nie myślałem, że można takie coś robić z plastiku.
Drukarka powstanie - teraz zamówiłem 10 metrów tr10/2 - to do około 20 sztuk drukarek - dostawa kurierem (małe ilości się nie opłaca). Pasek gt2 10 metrów z chin szedł trochę mniej niż miesiąc (ok. 2,50 zł/metr), zębatki GT2 (2,39 zł sztuka) 20 zębów szły rekordowo 15 dni, ale na łożyska liniowe 08 w oprawie czekam już prawie miesiąc - z ali zmienili mi na sellers shipped method - coś innego chyba niż poczta (nie wiem co to jest) - to miało być do piły.
Zresztą na tej pierwszej drukarce z komorą będę chciał zrobić serię drukowanych plastików do serii ekonomicznej (niskobudżetowej) drukarek - trochę coś jak PrintO H2 - zamiast al druk, zamiast panewek po 5zł, te cienkie stalowe ok 1 zł/sztuka - to będzie już corexy, a nie hbot jak w wersji aluminiowej.
Re: Hbot/CoreXY Animos
: 13 lip 2016, 22:49
autor: animos
Kalibracja piły na cięciu:
1.3 mm do podłożenia z lewej strony imadła (na 65 mm).
7.3 mm powiedzmy 7mm na mocowaniu ramy piły - do dołożenia.
Na łożyskach nie ma możliwości przesunięcia.
To tak na roboczo.
Docelowo (mocowanie lepsze ramy) trzeba tak ustawić imadło, aby nie było potrzeba ustawiać specjalnie ciętego przedmiotu.
Okazało się, że docisk na początku cięcia jest za duży a na końcu zbyt mały.
Temperatura silnika doszła do 53 stopni.
Przy zbyt sinym docisku całość się przesuwa w jedną stronę - zależnie od ustawienia brzeszczotu - kierunku ząbków.
Płaskich al powyżej 3 cm nie da się ciąć - pionowo to zbyt rwie - a poziomo wychodzą za zakres piły.
Aby dało się ciąć pełnym zakresem brzeszczotu i duże pochylenia - spore obiekty - musi być inna konstrukcja piły.
Do szerszych profili (niż 3-4 cm) lepiej chyba użyć frezowanie aby przeciąć - niż takiej piły (tej konstrukcji).
Na koniec dobra rzecz - piła może pracować bez nadzoru - po ucięciu nawet bez wyłącznika po prostu przesuwa się rama - nic się nie dzieje.
Spore są ograniczenia tej piły - w tym mocne mocowanie ciętej rzeczy.
Najlepsze jej zastosowanie to cięcie wałków hartowanych.
Re: Hbot/CoreXY Animos
: 13 lip 2016, 23:00
autor: emartinelli
marek91 pisze:Żeby zbudować drukarkę musisz mieć narzędzia przecież
Ale nie od razu fabrykę
przynajmniej na prototyp.
Re: Hbot/CoreXY Animos
: 14 lip 2016, 12:49
autor: Artu
Nie rozumiem takiego podejścia, czyli bez konstruktywnej krytyki i "podśmiechujek"

Ma człowiek chęć i kasę, to niech stawia nawet hale produkcyjne dla zbudowania jednego urządzenia

Re: Hbot/CoreXY Animos
: 14 lip 2016, 14:33
autor: emartinelli
Ale moje wypowiedzi mają właśnie służyć konstruktywnej krytyce... Chodzi mi o to, że lepiej się skupić na prototypie i np dać komuś profile do docięcia tak aby prototyp powstał szybko, niż spędzić długi czas na dorabianiu narzędzi.
Ale fakt, że każdy robi po swojemu i jak mu wygodnie.
Re: Hbot/CoreXY Animos
: 14 lip 2016, 17:40
autor: animos
emartinelli pisze:Ale moje wypowiedzi mają właśnie służyć konstruktywnej krytyce... Chodzi mi o to, że lepiej się skupić na prototypie i np dać komuś profile do docięcia tak aby prototyp powstał szybko, niż spędzić długi czas na dorabianiu narzędzi.
Ale fakt, że każdy robi po swojemu i jak mu wygodnie.
Emartinelli jak kupisz ten projekt drukarki (lub ktoś inny w to zainwestuje) to zrobię to bardzo szybko outsorcingiem. Realnie szanse na wypromowanie projektu (bez kapitału na start) są praktycznie zerowe - dlatego projekt tej drukarki jest dla mnie tylko pracą dodatkową - jak się uda wdrożyć to ok, jak nie to nie poniosę dodatkowych kosztów (ekspresowa usługa - płatna dodatkowo). I koszty kurierów, logistyki, a jak zmienię koncepcję to ponowna wysyłka w obie strony na samo ciecie, taką prostą czynność, którą można zrobić ręcznie, piłką do metalu.
Artu, taka piła to koszt 400-500 zł - za to nic się nie wybuduje. Bez obawy nie stanowię konkurencji dla producentów drukarek teraz na rynku. Hali za to się nie postawi, ale teraz latem to pewnie można by i bez zadaszenia (oby nie padało).
Faktycznie teraz na rynku klienta zakup lub zlecenie jest cenna rzeczą dla firmy, bo daje jej zysk. Gorzej w drugą stronę - coś sprzedać lub dostać zamówienie, a nawet odsprzedać coś po cenie zakupu. Myślę, że mógłbym nawet coś zlecić w zamian za zamówienie u mnie promowania firmy, seo itp. w ramach offsetu. Rozumiem skąd jest takie ciśnienie na zlecenia.
Wracając do piły, która pewnie buduję z lenistwa, choć ręczne piłowanie w pewnym sensie może zastąpić siłownię.
Zmieniłem brzeszczot na nowy. Dociążenie samym silnikiem (bez dodatkowych ciężarków) jest zbyt duże - trzeba by dla nowych brzeszczotów odciążać to sprężyna. Inaczej cięcie jest zrywne. Mocowanie ramy ustawiłem geometrycznie - pracuje lepiej. Potrzebne będą jeszcze 2 łożyska ustalające położenie brzeszczotu - jeden wałek (plus mocowanie brzeszczotu) to za mało, aby dać dobrą stabilizację. Generalnie cięcie na całej płaszczyźnie około 20x20mm odbiega max o około 0.5mm - jeszcze trochę można poprawić, ale nie jest to już tak konieczne.
Podsumowując to można by po lekkim przesunięciu ciąć profile do 40x40mm i oczywiście wałki liniowe.
Gdyby silnik był po drugiej stronie ramy to piła była by większa, ale też i bardziej przydatka - dało by się ciąć większe rzeczy.
Do drukarki raczej będę potrzebował al 30x10, 20x20, 20x10 mm, 15x15x1 i wałki - do tego spokojnie wystarczy. Dodatkowo do przecinania małych przedmiotów.
Re: Hbot/CoreXY Animos
: 17 lip 2016, 20:57
autor: animos
- pila_ost.jpg (167.68 KiB) Przejrzano 4508 razy
Podwójne trzymanie brzeszczotu.
Szarpanie było spowodowane brakiem smarowania wałka.
Na zdjęciu cięcie aluminium - bez dociążenia.
Al mniej się blokuje niż drewno.
Brzeszczot bardziej ostry radzi sobie świetnie z przecinaniem.
To oczywiście do drukarki, ale też do innych rzeczy dodatkowo.
Tak się zastanawiałem, czy potrzebna jest też piła włosowa z elektrycznym napędem - do modelarstwa przydatna, ale do drukarki nie.
Zająłem się proxxon mf 70 - robiony był do cnc, teraz powrót do wersji klasycznej - przyda się do obróbki frezowaniem.
W środku ma M6 ale lewe śruby - żadnych łożysk, sporo trzeba dodać , aby przerobić na sprawne cnc.
Śruby lewe pewnie po to, aby kręcąc w prawo posuw był do przodu.
Re: Hbot/CoreXY Animos
: 17 lip 2016, 21:07
autor: DVJCODEC
Animos, za 350 zł kupisz przecinarkę + tarczę do aluminium (oczywiście nowe, w Polsce). Ja tak zrobiłem i mam spokój na głowie. Tnę profile do ledów, profile konstrukcyjne 40x20 oraz 20x20. Grubsze pewnie też bez najmniejszego problemu, bo idzie jak w masło.
Re: Hbot/CoreXY Animos
: 17 lip 2016, 22:31
autor: animos
Jedyny problem to sąsiedzi - nie da się dużo pracować w bloku na tym.
Nawet do proxxon mf 70 mam ściemniacz bo 100W frezowania to też czasem za dużo.
Teraz to bym pewnie trochę mógł popracować - sąsiad prowadzi remont (wywiesił kartkę) - hałas pójdzie na jego konto.
Tak było też jak prowadziła remont klatek spółdzielnia.
Co jakiś czas otwiera się okienko do pracy, bo jest trochę zmian właścicieli mieszkań, ale nie ma tak non stop.
Piłę z tarczą fi 160mm/20mm do al też pewnie zrobię lub kupię.
Ale taka piła ramowa elektryczna też się może przydać - do twardszych rzeczy niż aluminium.
Było by taniej zrobić przekładnię samemu niż kupować motoreduktor:
http://allegro.pl/motoreduktor-31-obr-m ... 90148.html
ale chciałem trochę przyspieszyć.
Re: Hbot/CoreXY Animos
: 25 lip 2016, 20:50
autor: animos
- obudowa.jpg (81.22 KiB) Przejrzano 4461 razy
Z tyłu silniki od zewnątrz - jedyne chyba rozsądne rozwiązanie, aby wyminąć wałki - oczywiście kosztem przeróbek obudowy (powiększenie).
Z przodu wyminięcie wałków większą średnicą zębatki - musi być na razie drukowana.
Wałek 8mm od 6 mm do 14 mm od paska - rolka fi5 - 0,5 mm separacja = 17mm (z brzegiem 18 mm).
Zostaje 4mm do boku.
Z przodu 18 - 12,5 mm = 5,5 mm brakuje.
Trzeba dołożyć 1 cm - przesunięcie przodu.
Da to 4.5 mm luzu.
20x10mm odcinki po 480 mm - jest zapas z jednego metra - poszerzać nie trzeba na szpule po 13 cm z boków.
W środku osłony komory po 0,5 cm od krawędzi stołu
Re: Hbot/CoreXY Animos
: 26 lip 2016, 22:05
autor: animos

- obudowa2.jpg (76.84 KiB) Przejrzano 4429 razy
Grubość obudowy zwiększona do 1 cm.
Na obudowę zakupiłem dziś płyty MDF 10mm.
Pozostaje malowanie ich i utrwalenie, może lakier hartzlack jak do drewna.
Jutro cięcie płyt - piła tarczowa z prowadnicami, aby wyszło prosto.
Wstępnie wyszło 500x480x500 - lepiej ujednolicić do 500x500x500 - 2 cm więcej na silniki - mogą być też większe niż 42mm.
Płyty mdf są dość ciężkie (10mm) całość będzie stabilna - przy takich drukarkach (dużych) można zapomnieć o mobilności.
Jedyny minus to mały promień zagięcia filamentu - ale zwiększenie wysokości drukarki chyba nie ma sensu.
Na górze jest 9 cm wyżej, jakieś 6,5 cm zagięcie filamentu w Bowdenie.
Z przodu ścięty róg na wyświetlacz i sterowanie, wyłączniki.
Czas trochę przyspieszyć prace, bo zbliżają się dni druku (koniec września).
Wszystko będzie w środku, też szpule, co jest bardziej estetyczne.
Wiszące na zewnątrz szpule i wystający ekstruder na bowden nie sprawiają dobrego wrażenia.
Re: Hbot/CoreXY Animos
: 31 lip 2016, 16:48
autor: animos

- ciecieMDF.jpg (148.72 KiB) Przejrzano 4212 razy
Cięcie piła tarczowa 12V Ryobi, zasilacz ten od drukarki (zamiast akumulatora).
Materiał bardzo dobrze się tnie.
10 mm grubości to wystarczy aby konstrukcja była sztywna.

- malowaneMDF.jpg (101.04 KiB) Przejrzano 4212 razy
Po malowaniu.
Farba olejna matowa - nie wiem, czy akrylowa nie niszczyła by struktury płyty.
Olejna jest mocniejsza tylko malowanie trzeba zrobić na świeżym powietrzu.
Zastanawiam się nad wzmocnieniem na krawędziach - masa płyt (10 mm MDF) to około 10 kg.
Albo kątowniki, albo profil al 15x15x1, albo łączniki kątowe - blaszki.
Dobrze, by konstrukcja była taka, aby dać możliwość odkręcenia w razie potrzeby.
Przykręcenie śrubami m4 poprzez 2 ścianki profilu 15x15x1 nie będzie wyglądać zbyt dobrze.
A wkładanie nakrętek do środka profilu wymagało by sporej precyzji i jakiegoś ich mocowania w środku, aby się nie przesuwały.
Na razie farba dosycha, może być potrzeba domalowania w niektórych miejscach.
Re: Hbot/CoreXY Animos
: 01 sie 2016, 22:27
autor: animos

- skreconaObudowa.jpg (66.55 KiB) Przejrzano 4181 razy
Skręcona trochę obudowa.
Śruby M5x20 jeszcze na próbę - docelowo mają być czarne M5x16.
Gabaryt spory ciężko zmieścić w mieszkaniu (50x50x60 cm).
Plus takiej obudowy, że można do płyt bezpośrednio dokręcać mechanikę - utrzymają konstrukcję.
Łączniki meblowe te najtańsze - jedynie rozwiercone na fi 5 - pewnie będą malowane na czarno aby wyglądały lepiej.
Nakrętki ostatecznie też będą samohamowne.
Re: Hbot/CoreXY Animos
: 03 sie 2016, 21:40
autor: animos
- wzornikWiercen.jpg (156.6 KiB) Przejrzano 4151 razy
O ile cięcie profili aluminiowych to już nie problem (piła) to wiercenie w odpowiednim miejscu to nie to samo.
Próba rozwiercania nie powidło się (kolejne średnice wierteł).
O ile proxxon Mf70 nie ma bicia (wiertła do 3,2mm) to wiertła do metalu (te czarne) nie są najlepszym wyborem.
Pękają i wyginają się.
Na szczęście zaczynając od małych średnic można to skorygować - nie ma źle wykonanego elementu.
Dokładność takich wierceń nie jest jednak wystarczająca.
Wracam do stosowanego systemu centrowania wymuszonego przy wierceniu.
Wiercenia w zasadzie będą robione w większości na rozstawie 2 cm płaskowników aluminiowych.
Zestaw do wierceń ma rozmiary 6,8,10mm a zewnętrzna średnica 16mm.
Płaskowniki po 2mm z obu stron centrują w jednym kierunku (16+2+2=20).
Do średnicy 5mm mam tulejką 5x8mm wkładaną do środka fi8.
Na zdjęciu przycięte profile 480x20x10 mm do stołu x y hbot.
Jak uda się zrobić centrowanie w 2 kierunku - tutaj 3 cm od końca, to prace przyspieszą.
Aby rozstaw by jednakowy (bardzo dokładnie) wiercenie będzie łączne - 2gi profil wg pierwszego.
Re: Hbot/CoreXY Animos
: 04 sie 2016, 09:42
autor: balgator
animos pisze:
Wracam do stosowanego systemu centrowania wymuszonego przy wierceniu.
Wiercenia w zasadzie będą robione w większości na rozstawie 2 cm płaskowników aluminiowych.
Zestaw do wierceń ma rozmiary 6,8,10mm a zewnętrzna średnica 16mm.
Płaskowniki po 2mm z obu stron centrują w jednym kierunku (16+2+2=20).
Do średnicy 5mm mam tulejką 5x8mm wkładaną do środka fi8.
Chętnie bym się przyjrzał sposobowi centrowania, niestety nie potrafię zrozumieć tego ze słowa pisanego. Jest szansa na krótki filmik?
Re: Hbot/CoreXY Animos
: 04 sie 2016, 21:19
autor: animos

- szablon.jpg (170.93 KiB) Przejrzano 4096 razy
Tak wygląda uproszczony mocno szablon.
Podczas wiercenia trzeba go trzymać z jednej strony a drugą ręką poruszać (opuszczać) wiertło.
Szanse na zrobienie filmu w tym samym czasie są słabe.
Znalazłem, coś takiego meblowego - w zasadzie to samo tylko gotowy szablon:
https://www.youtube.com/watch?v=uQtaw_mVb9s
Opiszę dokładnie to, co można uznać za dość mocno uproszczoną wersję szablonu.
Tulejka 8mm/16 mm z zestawu do wierceń - prosty 6,8,10 mm zamienne tulejki.
Po obu stronach kawałki 2mm płaskownika plastikowego z Bricomana.
Ściśnięte zaciskiem trzymają się na listwie 20mm - z boków kawałki płaskownika al 20x5 mm.
To zapewnia wiercenie na osi 20mm.
Z obu stron łączniki z proxxon mf70 16mmx26mm - 16 mm licuje z tulejką.
Z jednej strony kawałek Al doczepiony na taśmę klejącą - stabilizuje w drugą stronę.
Z drugiej strony (od końca wierconego płaskownika) niestety zostaje przytrzymanie ręką.
Tak się tylko zaczyna wiercenie, po zrobieniu ok 1 mm można kontynuować wiercenie normalnie.
Wiertarka stołowa zapewnia w miarę prostopadłość wierconego otworu.
Bicie wiertła jest niwelowane brakiem mocowania płaskownika w imadle.
Niestety takie coś trzeba stosować przy słabych chińskich wiertarkach, które nie zapewniają stabilności wiercenia.
Nie za bardzo widzę możliwość lepszego ustawienia.
Oczywiście stabilna wiertarka - plus stół x y z imadłem było by dużo lepiej.
I tak maksymalną dokładność potrzeba jest głównie na tym, aby oba elementy były jednakowe - to się osiąga wiercąc jednocześnie - drugi element z pierwszym.

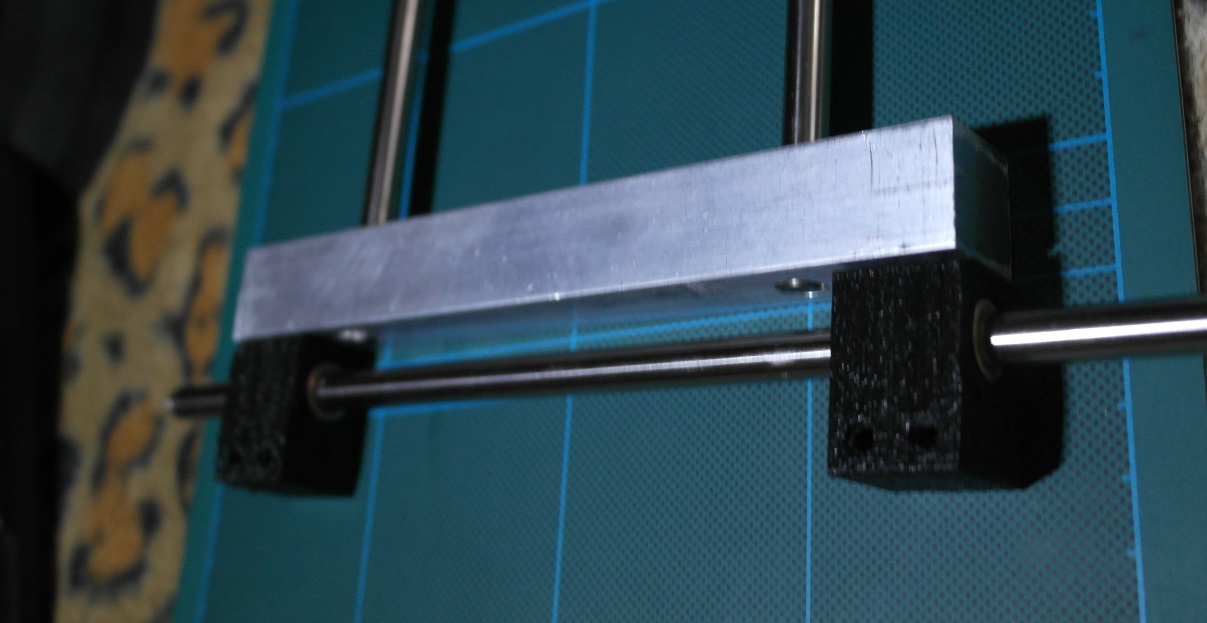
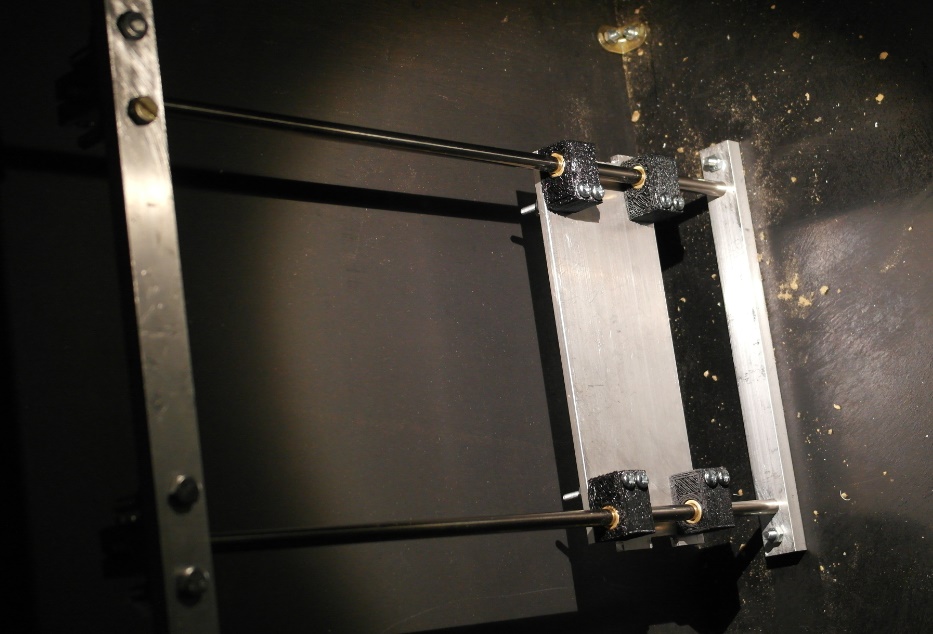
- prętyIporzeczkiY.jpg (172.81 KiB) Przejrzano 4096 razy
Efekt po wierceniach.
Re: Hbot/CoreXY Animos
: 09 sie 2016, 18:44
autor: animos

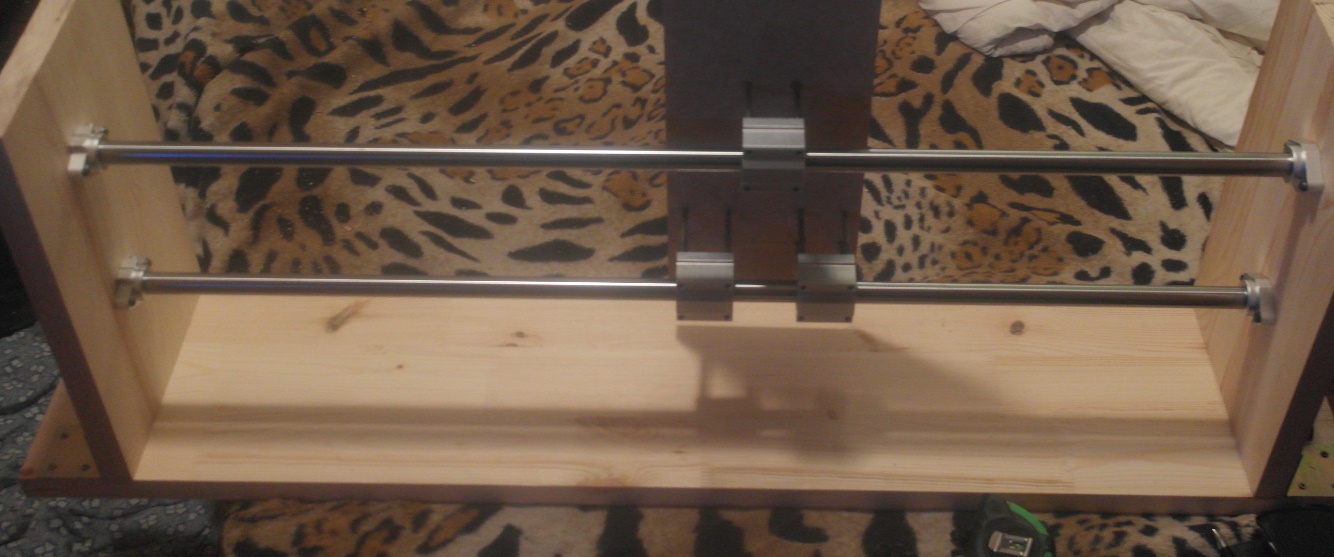
- osX.jpg (246.16 KiB) Przejrzano 4064 razy
Oś x - pasowanie luźne - trzeba dorobić mocowanie, pewnie gwinty nie w aluminium, bo za słabe by były.
Za to nie będzie problemów z ustawieniem geometrii drukarki.
Teraz pozostają wiercenia pod rolki - fi 5.
I dalsze prace - najcięższe pewnie będą wiercenia fi 12 w aluminium pod panewki.
Ewentualnie mogę takie obejmy wydrukować na próbę.
Re: Hbot/CoreXY Animos
: 17 sie 2016, 21:33
autor: animos

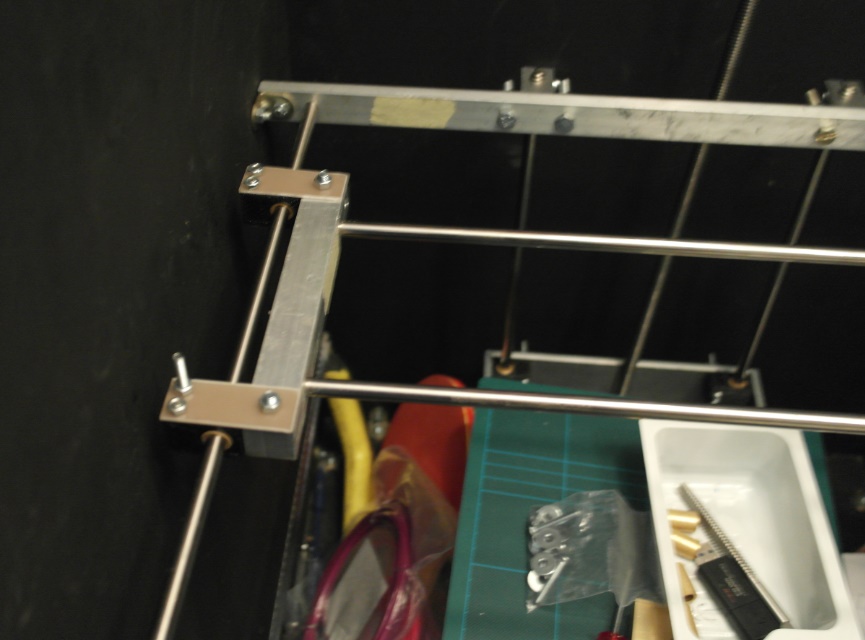
- mocowanieDoObudowy.jpg (119.91 KiB) Przejrzano 4010 razy
Mocowanie do obudowy.
Stabilne, choć użycie kątowników meblowych może nie jest bardzo estetyczne.
Trochę skraca to zakres y - o grubości 2 śrub.
Jednak cała konstrukcja - obudowa wraz z mechaniką sporo się w ten sposób wzmacnia.
Re: Hbot/CoreXY Animos
: 22 sie 2016, 19:04
autor: animos
- drukOprawy.jpg (161.74 KiB) Przejrzano 3953 razy
Wydruki próbne.
Wymiarów za bardzo nie trzymają, ale elementy są wystarczająco mocne, aby drukarka poprawnie pracowała.
Na razie wydruki są z wypełnieniem 0.4 i jeszcze nie do końca wyzerowany stół.
Otwory gratowane wiertłami.
Re: Hbot/CoreXY Animos
: 30 sie 2016, 18:16
autor: animos

- łączniki.jpg (131.74 KiB) Przejrzano 3880 razy
Potrzebne jest 8 sztuk wózka x.
Blacha 1.2 mm z inpost (były też 0.8 mm).
Metoda wycięcia frezowanie - niestety złamany frez.
Do piły blaszki dociążające kiedyś listy są trochę za duże - mocowanie poziome.
Pionowo nie daje to dobrego cięcia - blacha gnie się.
Zastanawiałem się nad cięciem plazmą.
Najciekawsze rozwiązanie to "plazar" cięcie plazma na parę wodną - ale u nas nie sprzedawane, podobno nie stabilnie działa.
Zostają wycinarki plazmowe na sprężone powietrze.
Są nawet wersje mniejsze niż 40A - tnące 8-12 mm.
Tylko te mniejsze są do spawania - koszt parę tysięcy - urządzenia precyzyjne.
Może łatwiej zakupić płaskownik 20mm - tylko grubości przeważnie są 3mm - aż tyle nie potrzeba 1mm by wystarczyło.
Tylko cięcia wtedy będą prostsze.
Od strony mocowania wewnątrz to te same otwory, co do rolek - nie ma problemu - jeden otwór 5mm.
Z drugiej strony po 2 otwory 4mm - zapewnia to ułożenie mocowań bez możliwości obrotów.
Zastanawiam się nad mocowaniami z aluminium 3mm, ale chyba będą trochę za słabe - obróbka tego była by łatwiejsza, są gotowe płaskowniki 20x3mm.
Re: Hbot/CoreXY Animos
: 30 sie 2016, 20:46
autor: marek91
Jak procentowo oceniasz postępy?
Re: Hbot/CoreXY Animos
: 31 sie 2016, 10:44
autor: animos
marek91 pisze:Jak procentowo oceniasz postępy?
Jakieś 40%.
Planuję skończyć przed targami ( o wystawieniu nawet nie myślę, bo amatorzy są już mocno zaawansowani - zdjęcia z ostatnich targów)
Przynajmniej z elementów działających, choć nie koniecznie o pięknym wyglądzie.
Te mocowania zrobię dziś z laminatu epoksydowego 1-2mm - wytrzyma.
Później można to będzie zmienić na żelazne 1mm polerowane i np. wycięte waterjet
http://allegro.pl/blacha-nierdzewna-for ... 06966.html
Założenie jest takie, aby codziennie przynajmniej 1 element wykonać.
Ten tydzień przeznaczam na xy, następny na stół oś z a kolejny na obudowę wewnętrzną komory cieplnej i elektronikę.
Nie wszystko będę w stanie pewnie w tym czasie zrobić jak chociażby ażurowania na mocowaniu stołu.
Najważniejsze, że już jest mocno dopracowana technologia: płyta 10mm MDF, łączniki meblowe (zakup hurtowy u producenta) te najmniejsze, płaskowniki aluminiowe 20x10mm. Udało się też zastąpić wiercenie fi 12 w aluminium wydrukami.
Czeka mnie sporo pracy też ręcznej, bo nie wszystko można szybko zautomatyzować.
Ekstruder w całości mogę przenieść czasowo z obecnej drukarki.
Re: Hbot/CoreXY Animos
: 31 sie 2016, 10:59
autor: marek91
A jak wygląda to pod względem kosztów?
Re: Hbot/CoreXY Animos
: 31 sie 2016, 15:30
autor: animos
marek91 pisze:A jak wygląda to pod względem kosztów?
Na końcu pewnie zrobię pełny BOM z cenami.
Tak orientacyjne mogę określić materiały na 1,2k licząc robociznę to może razem 2k.
Zrobienie małej drukarki i trochę większej (lub średniej) tak naprawdę nie różni się kosztem zbyt dużo.
Trochę więcej materiału, ale też pewnie mniej pracy robiąc z gotowych płyt (bez cięć) większy gabaryt.
Dla przekładu łączniki meblowe - przy zakupie paręset sztuk wychodzą po 0,20 zł, a w detalu 1,5-2 zł/sztuka.
Ja sporo materiałów miałem już zakupionych dużo wcześniej do poprzednich prac.
Grzałka z termistorem jeszcze czeka na montaż, z Unique Design - pewnie już nikt nie pamięta, że taka firma była.
Płaskowniki aluminiowe też kupiłem w sporym nadmiarze, to z racji kosztów dostaw - przydadzą się też może i do innych konstrukcji niż drukarki.
Wałki z demontażu, silniki kupione przez allegro użytkownik cztery_kafki (demontują i sprzedają tanio w dużych zestawach poparowane).
Części drobne z alliexpress, ale nie wszystko dojdzie, bo moja poczta (urząd pocztowy, choć teraz to raczej sklep, bank i ubezpieczenia ) torpeduje zakupy z Azji jako konkurencję na rynku dla polskich towarów.
Re: Hbot/CoreXY Animos
: 31 sie 2016, 20:37
autor: animos
- płytkaEpoksydowa.jpg (163.22 KiB) Przejrzano 4156 razy
Można było od tego zacząć zamiast iść w stronę elementów z blachy.
Obróbka też jest łatwa.
Zostało w tej technice wykonanie mocowań silników xy.
Nie wiem, czy nie zacznę równolegle prac nad osią z - czas goni, a to co można łatwo zrobić (już sprawdzone) może poczekać.
W końcu to kolejne egzemplarze takich samych elementów - założenie też było takie, aby jak najwięcej elementów było takich samych - mniejsza różnorodność - dlatego też oś z będzie podobnie robiona jak xy.
Re: Hbot/CoreXY Animos
: 01 wrz 2016, 21:00
autor: animos

- mocowanieZ.jpg (177.68 KiB) Przejrzano 4138 razy
Zaczęte mocowanie osi Z.
Aluminium 80x5mm.
Z boków wycięcia do przenoszenia obciążenia przez zazębianie się.
Obrabia się łatwo, bo to aluminum.
Po odcięciu można zainstalować we frezarce i dokończyć wycięcia.
Re: Hbot/CoreXY Animos
: 07 wrz 2016, 20:51
autor: animos

- osZ.jpg (151.11 KiB) Przejrzano 4113 razy
Mocowanie z od dołu, od góry klasyczne uchwyty - tylko trzeba dodać 1mm, bo silnik 1/2 to 21mm a ty 20mm.
Niby to 1mm, ale wypada dodać podkładkę dla symetrii.
Jutro są konferencje IT na narodowym, ale niestety trzeba na coś się zdecydować bo czasu mało.
Re: Hbot/CoreXY Animos
: 09 wrz 2016, 20:18
autor: animos
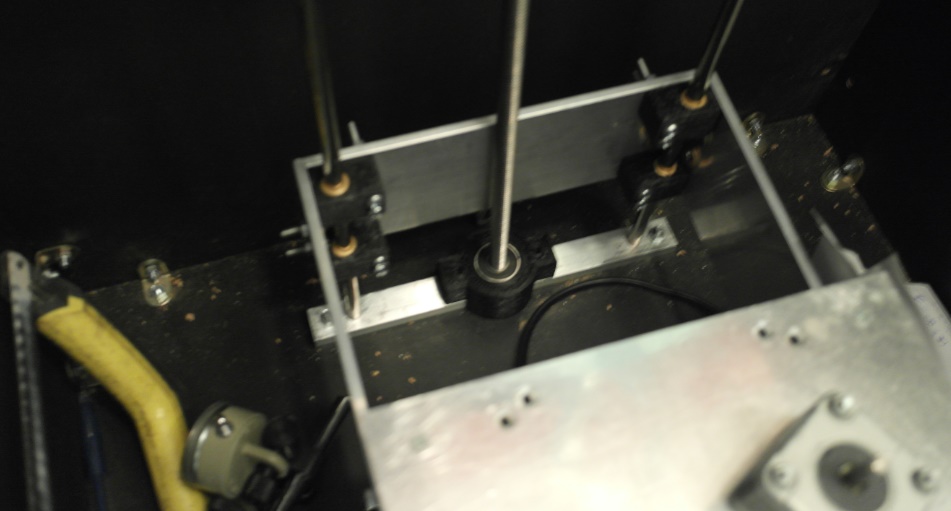
- osZmontaz.jpg (153.77 KiB) Przejrzano 4089 razy
Już zmontowana w drukarce.
Jak każda mechanika ma swój urok - zwłaszcza kiedy nie ma zacinania się podczas ruchu.
Dokładność wykonania jest z zadowalającym przedziale tolerancji.
Trzeba przyznać, że trochę jest opóźnień w stosunku do planu.
Dalej pójdą podpory stolika - łączenie na zawiasy meblowe - wcześniej planowałem kątowniki z aluminium.
Re: Hbot/CoreXY Animos
: 19 wrz 2016, 21:49
autor: animos

- stol.jpg (103.72 KiB) Przejrzano 4013 razy
Zamontowana płyta aluminiowa na mocowaniu stołu.
Regulacja nakrętkami, przez sprężyny.
Jutro czas na posuw osi z.
Re: Hbot/CoreXY Animos
: 27 wrz 2016, 19:09
autor: animos
- mocowanieOsZ.jpg (88.5 KiB) Przejrzano 3939 razy
Wydruk mocowania dolnego osi Z.
2 łożyska 10x26 oporowe i zwykłe + podkładka.
Pozostaje mocowanie trzymające tr10/2 od dołu - od góry sprzęgło, zamówione idzie przez pocztę.
Reszta prac już pewnie po targach - jutro przygotowania, ładowanie baterii aparatu itp.
Re: Hbot/CoreXY Animos
: 04 paź 2016, 17:39
autor: spec
Mam pytanie w sprawie gwintownika tr10x2. Kupowałeś w Chinach? Muszę kupić kilkanaście nakrętek i zastanawiam się czy taniej nie wyjdzie zrobić je samemu.
Re: Hbot/CoreXY Animos
: 04 paź 2016, 21:46
autor: animos
spec pisze:Mam pytanie w sprawie gwintownika tr10x2. Kupowałeś w Chinach? Muszę kupić kilkanaście nakrętek i zastanawiam się czy taniej nie wyjdzie zrobić je samemu.
Ja kupowałem:
http://allegro.pl/gwintownik-trapezowy- ... 36666.html, ale teraz sporo podniósł ceny - wzrósł popyt na to pewnie.
Na ali jest teraz oferta:
https://pl.aliexpress.com/item/Trapezoi ... 918b10c963 , chyba lepiej zamówić tu.
Zwykłe gwintowniki metryczne są dużo tańsze - 10/2 tr może się opłacać jedynie dlatego, że śruby są bardzo tanie. Ale i nakrętki hex stalowe są też bardzo tanie - mosiężne znowu bardzo drogie, tyle, że od razu do mocowania się nadają bez oprawki.
Re: Hbot/CoreXY Animos
: 06 paź 2016, 11:48
autor: spec
Stalowe nakrętki sześciokątne Tr10x2 najtaniej znalazłem za 6,5 zł za sztukę. Potrzebuję ich kilkanaście do zablokowania śruby w łożyskach.
Re: Hbot/CoreXY Animos
: 07 paź 2016, 17:06
autor: animos
spec pisze:Stalowe nakrętki sześciokątne Tr10x2 najtaniej znalazłem za 6,5 zł za sztukę. Potrzebuję ich kilkanaście do zablokowania śruby w łożyskach.
6,5 to i tak mniej niż 45-50 za sztukę mosiężnej.
Na kilkanaście sztuk to opłaca się gwintować.
Ewentualnie może zastosowanie ograniczników wiercenia fi 10 - trochę gorsze rozwiązanie, ale nakrętki też jakoś musisz na śrubie zakleszczyć - jak będą większe to może małe gwinty w nakrętkach i wkręcane piny.
To znowu wymaga więcej materiału - dłuższy gwint pinu.
Na allegro są mosiężne sześciokątne i kwadratowe pręty.
Ceny 1 zł/ cm - 2,40 zł/cm [20x20mm], tu też trzeba kalkulować z dostawą, ewentualnie dłuższe odcinki wyjdzie taniej.
Wiertło 10,5 mm pod takie gwintowanie -
może 10,0 będzie dobre i nie trzeba dokupować tego nie okrągłego?
Pewnie ktoś nam na to da odpowiedź, kto zna się na gwintowaniu.
Ja planuję od razu z obsadą mocująca do drukarki 4 cm [20x20mm] - ok 14 zł z dostawą mosiądz.
Do nakrętki stalowej trzeba by dodrukować obejmę, jak by to w ten sposób robić.
Na dole też będę miał coś do zablokowania śruby - jeszcze nie wiem jak to zrobię, głównie chodzi o sposób zakleszczenia tego na śrubie.
Re: Hbot/CoreXY Animos
: 10 paź 2016, 20:40
autor: animos
- osXmocowanie.jpg (109.53 KiB) Przejrzano 4150 razy
Kończenie drukarki - kolejne takie same elementy do wykonania.
Już udało mi się kupić szlifierkę dedra - sprawdza się, szybko można wykończyć elementy, oszlifować.
Kolej teraz na następne urządzenie - pilarka.
Ukośnica odpada, do profili mam piłe posuwisto zwrotną.
Ukośnica z posuwem (2 wałki) na końcach jest bardzo wiotka, zresztą to ok, 0,5 metra max.
O pilarce mocowanej do stołu nawet nie myślę - wiadomo ręczny posuw materiału.
Znalazłem pilarkę z mocowaniem do 2 wałków (do paneli):

- lfs860.1.jpg (217.25 KiB) Przejrzano 4150 razy
I o takim rozwiązaniu myślę - tylko trochę dłuższe niż 43 cm
Wybrałem (max popularność) wałki 20mm, łożyska liniowe i oprawy końcowe.
Trochę tego kupują, max ro 50mm, ale to chyba za dużo, 16 mm to trochę za mało, bo 12mm maja drukarki.
Taką pilarką łatwiej ciąć niż od ręki lub prowadząc przy szynie.
Re: Hbot/CoreXY Animos
: 13 paź 2016, 20:38
autor: animos

- 20mm.jpg (185.63 KiB) Przejrzano 4100 razy
Doszła dostawa kurierem.
Wałki 20mm - nie trzeba grubszych.
Łożyska trochę słabe - panewki w tym układzie chyba by lepiej pracowały - bardziej stabilnie.
Dziś nie mogłem kupić podstawy, jutro spróbuję w innym markecie - stopień schodowy 100cm będzie najlepszym wyborem.
Boki już mam, też ze stopnia do schodów.
W drukarce stanęła praca na problemie mocowania prętów osi x w aluminium 20x20.
O wierceniu w pręcie fi 8 i gwintowaniu go nie ma mowy - nie wykonalne w łatwy sposób.
Zostaje chyba dokręcenie stalowego kawałka płaskownika stalowego - gruby - gwintowanie go - w aluminium gwinty są za słabe, aby to utrzymać.
Wolę coś rozkręcanego niż klejenie, itp., na stałe montowane.
2 cm trzymania w aluminium powinno po zaklinowaniu wytrzymać.
Re: Hbot/CoreXY Animos
: 18 paź 2016, 21:28
autor: animos
- pilaRama.jpg (195.91 KiB) Przejrzano 4048 razy
Na razie są takie śruby jakie miałem.
Wstępne skręcenie elementów - układ porusza się poprawnie.
Jeszcze nie mam koncepcji jak to będzie dalej rozwiązane.
Pewnie zrobię automatykę posuwu piły.
Kątowniki do skręcenia desek - rekord cenowy 1,99 zł/sztuka w OBI, dość masywne - opłaca się robić ramy z drewna.
Jedyny minus to trochę duży gabaryt takiej piły, gdzieś to trzeba schować.
Re: Hbot/CoreXY Animos
: 26 paź 2016, 19:31
autor: animos

- noweSruby.jpg (55.68 KiB) Przejrzano 3991 razy
Doszły nowe śruby - już lepiej to wygląda.

- ekstruder1.jpg (275.74 KiB) Przejrzano 3991 razy
Także sprzęgło do osi z doszło z chin, już na silniku.
Takie czekanie na dostawy, części powoduje, że projekty trzeba robić równolegle.
U dołu wiertło fi 6, do ekstrudera na granulat - może kiedyś się doczeka na wykonanie.
Wyżej wiertło fi 16 do ekstrudera filamentu, rurka 1/2" (ma nie 15mm a 16 - sortowanie w sklepie), dalej mufa i mosiężny korek.
Z drugiej strony łożysko oporowe 12x26, dwa łożyska 17x40 (nie wiem dla czego 16x40 od 15 zł, a 17x40 od 1,50 - może to calowe, nietypowe).
Trzeba coś podłożyć aby przejść z 17 mm na 16mm wiertła.
Silnik krokowy 1,8Nm 3A - będzie przekładnia ma paskach xl (od maszyn do szycia).
Mocowanie 1/2" rury trochę masywne, ale te dekoracyjne mają mocno zawyżone ceny - traktują to jak nowość (robi się meble z rur).
Wzór to Lyman v.5 - zainteresowało mnie to po zbudowaniu drukarki na granulat przez Adama Jochna.
Może to nie ma sensu ekonomicznego (zakup granulatu na tony), ale w tym są 2 ciekawe rzeczy: chłodzenie filamentu przez wodę spływającą w 2 kaskadach - nie ma osłon silikonu termicznego dotykających do ekstrudowanego filamentu, i pakowanie próżniowe zwojów - taki towar, nawet może nie najwyższej jakości nieźle wygląda po odessaniu powietrza.
To mnie zachęciło do zbudowania własnego urządzenia.
Na tapecie mam jeszcze części do kursu arduino zamówione już wcześniej - są w drodze - co przyjdzie wcześniej tym się będę zajmował, jeśli dojdzie - tak to wygląda w systemie dostaw odroczonych czasowo, jak coś nie dojdzie zamówię ponownie itd. Trochę też części zamawiam już na zapas, że się przydadzą do jakiegoś projektu - taki system się sprawdza, jeśli nie mamy narzuconego terminu zakończenia prac.
Re: Hbot/CoreXY Animos
: 02 lis 2016, 21:23
autor: animos

- Zdjęcie0515.jpg (161.22 KiB) Przejrzano 3911 razy
Śruba trapezowa 10/2 w osłonach (drukowane) łożysk 10x26.
Na końcu ogranicznik wiertła 10x20 jako mocowanie - z obu stron.
Przesłano mi odcinek trochę dłuższy niż 1 metr - wyprowadzenie na silnik po drugiej stronie.
Przy przesyłce zostało 7 cm, nie opłacało się tego odcinać - a wyniesienie poza układ silnika daje więcej miejsca w środku.
Są jeszcze pierścienie osadcze w embia.pl pa 4,23 - trochę lepsze niż ograniczniki wiertła, po 2 piny dociskowe.
Ale miałem już trochę ograniczników kupionych wcześniej do mniejszych niż 10mm średnic.
Hurtowo takich ograniczników nie znalazłem w necie.
Re: Hbot/CoreXY Animos
: 10 lis 2016, 21:41
autor: animos

- Zdjęcie0520.jpg (181.88 KiB) Przejrzano 3856 razy
Doszły szyny z wózkami.
Do tego są blaszki przykrywające śruby.
I jeszcze jakieś wkręcane smarownice itp.,
To rexroth 25.
Wózki wstawia się na szyny przy pomocy plastikowych wkładek blokujących kulki przed wypadaniem.
Mocowanie szyn to fi 7, śruby M6 będą miały sporo luzu, M7 prawdę mówiąc to chyba nie ma, albo są wśród mocno nietypowych - tj. pewnie drogich.
Szyny w stosunku do wałków rzeczywiście mają przewagę, ale kulki trochę słychać - może trzeba to mocno wysmarować.
Re: Hbot/CoreXY Animos
: 10 lis 2016, 23:02
autor: emartinelli
Jak oceniasz zaawansowanie prac w %?
No i kiedy pierwsze wydruki?
Re: Hbot/CoreXY Animos
: 11 lis 2016, 18:58
autor: animos
To jest do piły do cięcia ok. max 80 cm płyt z trzymaniem pilarki.
Przyda się do zabudowy komory drukarki.
Te szyny są na oś z. Wstępnie planowałem coś mniejszego (samo trzymanie pilarki - opuszczanie i posuw ręczny), ale tak wyszło, że zamiennie oprócz pilarki będzie też wrzeciono - może kress.
Zamiennie z pilarką - takie założenie miałem, aby mieć też narzędzia do budowy większej ilości sprzętu (choć przydatne i dla pierwszego egzemplarza).
Piłę ramową elektryczną zrobiłem sam, szlifierkę dedra kupiłem gotową.
Jako kolejne urządzenie panowałem trzymanie pilarki do prostego cięcia - lepsze ciecie niż przy szynie a dużo lepsze niż ręczne.
Wyszło, że zrobię 2 stopnie X i Z cnc - może później jeszcze dołożę Y przesuwania materiału.
Drukarka jest jakieś 70% - kończę teraz jej Z.
Zostało trzymanie silnika z - chyba wydruk, wstępnie planowałem mocowania silników mocowane na śrubach skręcania silnika.
Potem zarobienie tr10/2 i mocowanie nakrętki - może gwintowanie w mosiądzu 10/2 - własnej roboty nakrętka.
Dalej zostaje obudowa komory wewnętrznej.
Jeszcze ażurowania na osi z, choć to trochę ma wartość estetyczną.
Trochę to niestety potrwa - ale już odszedłem od modelu pracy - jak najszybciej, nie ważny koszt - teraz większość jest zdeterminowana dostawami z chin, allegro itp. - robię to, co przyjdzie, zamawiam z wyprzedzeniem - jedocześnie parę projektów. Czasem ciężko jest przewidzieć jakie śruby są potrzebne, zamawianie na wyrost też nie sensu, jak nie wiadomo co potrzebne.
Sporym kłopotem przy drukarce jaki napotkałem jest mocowanie wałków w al 20x20 mm - nagwintowanie al słabe na 20-8/2=8mm długości.
W hbot (Wulfnor) mają wałki wiercone w środku na końcach i gwintowane wewnątrz - domowym sposobem to prawie nie wykonalne, muszę zrobić coś twardszego niż al, mocowane na śruby do al i zaciskające wałki w gniazdach al. Tego problemu się nie spodziewałem, nie chciał bym klejenia robić, bo to nie rozbieralne.
Re: Hbot/CoreXY Animos
: 12 lis 2016, 20:23
autor: animos

- montazOsiZ.jpg (94.79 KiB) Przejrzano 3929 razy
Szyny zamontowane.
Dokręcanie śrub po montażu ogólnym.
Na osi x są wałki 20mm i trapez 10/2 a na z szyny 25 i pewnie będzie śruba kulowa.
Zastanawiam się, czy śruba kulowa 1204 jest dużo lepsza niż śruba trapezowa 10/2?
Teraz czekając na dostawę zajmę się pewnie osią z drukarki.
Jutro wydruk obejmy silnika.
Nawet bez posuwów domontowanie piły do osi z powinno sporo ułatwić prace przy dokładnym cięciu.
Oczywiście po zamontowaniu chwytów do trzymania materiału ciętego.
Re: Hbot/CoreXY Animos
: 14 lis 2016, 19:16
autor: animos
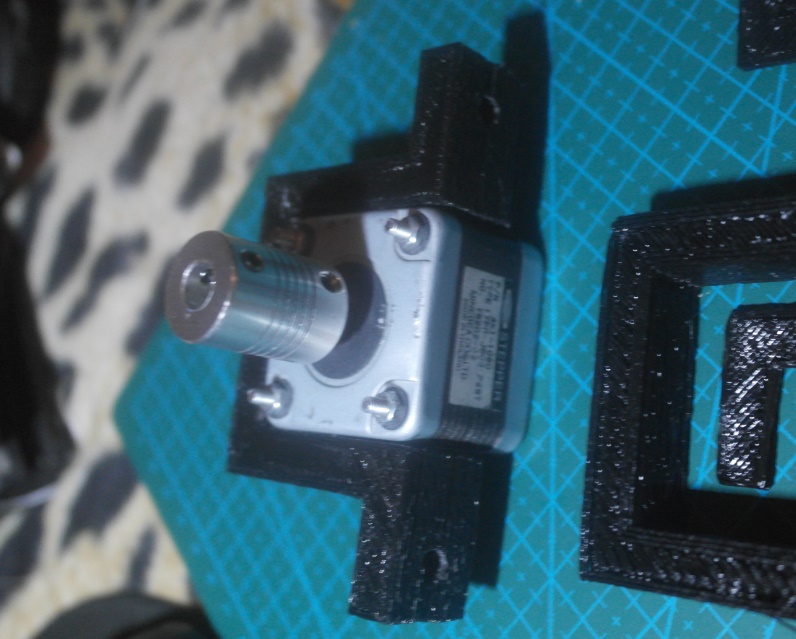
- mocowanieSilnikaZ.jpg (138.95 KiB) Przejrzano 3900 razy
Wydruk mocowania silnika osi z.
Może nie wygląda najlepiej, ale to dobre rozwiązanie - wydruk w końcu wyszedł w całości.
Daje to możliwość ruchu w kierunku z silnika ze sprzęgłem wraz ze śrubą trapezową.
Pozostaje cięcie tr10/2 i jej zarobienie na fi 8.
Trochę trudne - moja tokarka nie daje możliwości przeciągnięcia śruby przez oś i jeszcze potrzebne jest mocowanie takie, aby nie zniszczyć gwintu.
Trzeba będzie trochę poszukać, albo zrobić coś z tokarką bernardo nanoturn.
Zataczanie może być przydatne też do śrub kulowych oprócz śrub trapezowych.
Może mocowanie w drugą stronę i odcięcie na końcu kawałka śruby - to trochę wymaga więcej materiału, czasem tego brak.
Trzeba jeszcze poszukać trochę tutoriali na YouTube itp., ...
Re: Hbot/CoreXY Animos
: 14 lis 2016, 22:05
autor: Printed4U
Jeśli uda Ci sie na małej tokareczce zatoczyc trapez bądź zadowolony. Do śruby kulowej nawet nie podchodz. Za twarde na małe maszynki.
Re: Hbot/CoreXY Animos
: 14 lis 2016, 23:45
autor: animos
Printed4U pisze:Jeśli uda Ci sie na małej tokareczce zatoczyc trapez bądź zadowolony. Do śruby kulowej nawet nie podchodz. Za twarde na małe maszynki.
Już trochę toczyłem - trwa to bardzo długo, bo zbieranie materiału jest bardzo niewielkie.
Oprócz tego wadą jest to, że pasujące do mojej tokarki noże są 5x5 mm, można to kupić, ale bardzo trudno o duży wybór.
Tu bym nie narzekał - na 1 cm długości muszę zdjąć ok 1 mm z 10 mm tr10/2 na fi 8, do tego nie musi być nawet super dokładnie, bo to się zaciska w sprzęgle aluminiowym, aby do środka się zmieściło.
Lepiej by było aby mieć zacisk dodatkowy na śrubę i przeciągnięta ona przez wrzeciono.
Problemu nie ma takiego, że nie da się tego zrobić (ktoś mi napisał na innym wątku, że nawet wiertarką z zaciśniętą śrubą i papierem ściernym to się powiedzie), tylko czy w rozsądnym czasie - nie mam na razie więcej tego typu prac, ale jakby patrzeć z tej strony, to w sumie po co taka tokarka.
Warto, aby do paru rzeczy można było ją wykorzystać skoro już kupiona.
Zastanawiam się czy w tokarce nanoturn bernardo da się coś 10 -12 mm przeciągnąć przez wrzeciono, o czymś grubszym nawet nie myślę?
Może jakaś przeróbka?
Re: Hbot/CoreXY Animos
: 17 lis 2016, 22:07
autor: animos

- tb6600.jpg (192.44 KiB) Przejrzano 3838 razy
Doszedł sterownik - szedł z Chin tylko 15 dni, koszt ok 30 zł - teraz wysoko dolar, wyszło by trochę więcej.
Zostaje uruchamianie - na razie pod arduino nano.
Tokarka moja ma przelot ale tylko 8mm.
Trapezowa śruba 10/1 fi 10 za mało, kulowa 1204 też, choć najbardziej popularna to 1605 tym bardziej za dużo.
Jeszcze trzeba rozhartować koniec, choć warstwa hartowana jest dość cięka.
U nas ciężko dostać 1204, głównie jest 1605.
1204 zarabiana jest na fi 10 trzymanie, i fi 8 końce. Fi 10 nawet zostają ślady po torze kulek.
BK10 i BF10 są do 1204 - BF 10 jest na łożysku 8/22 ale i 10/26 - pewnie kołnierz 8/10 potrzebny.
Nie pokazują tyłu bf10, z 4 śrubami przeważnie - może słabo to wygląda.
Łożyska w bk10 skośne nie wiadomo jakie 10/30 skośne trochę za duże, bo oś na 15mm - na styk nie jest na pewno.
3200 2RS podwójne skośne chyba realny koszt, bo mniejsze to parę set złoty sztuka - nierealny koszt.
A bk10, bf12 mogą być też do tr10/2 - zrobić też to można frezując w aluminium.
Re: Hbot/CoreXY Animos
: 21 lis 2016, 18:58
autor: animos
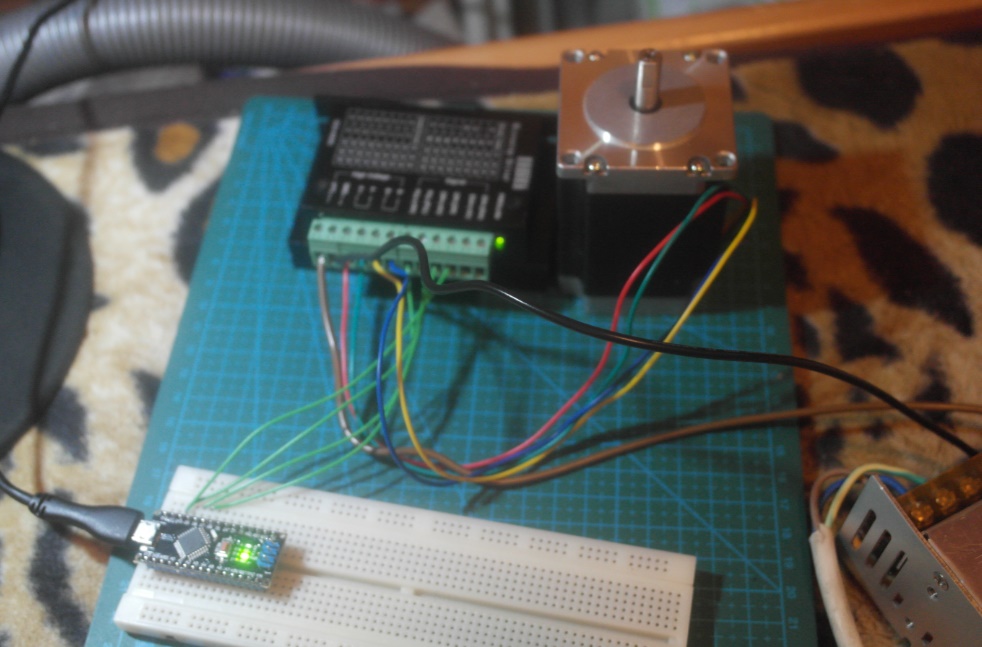
- nema23arduino.jpg (161.63 KiB) Przejrzano 3794 razy
Uruchomienie nema23 z tb6600 i arduino nano.
Biblioteka stepper.h
W sumie nie było dobrych opisów, zastosowałem z YouTube:
D8->DIR+, D9->PUL+, D11 >DIR-, PUL-
Do maszyny można coś napisać własnego, może jeszcze wyświetlacz by się przydał i jakieś sterowanie "wejście".
Zastanawiam się czy 1/32 kroku jest potrzebne (ma to sterownik tb6600), czy nie lepiej 1/8?
Przymierzam się jeszcze do maszynki do własnego wykonania sprzęgieł nacinanych z aluminium.
Trochę części do tego kupiłem, tylko nie mam się na czym wzorować.
Ale to chyba będzie w osobnym wątku.
Re: Hbot/CoreXY Animos
: 21 lis 2016, 19:17
autor: McKee
animos pisze:Przymierzam się jeszcze do maszynki do własnego wykonania sprzęgieł nacinanych z aluminium.
Nie przesadzasz przypadkiem?
Rozumiem własna drukarka, ale żeby sprzęgła też robić?

Może także silniki?
Szacun w każdym razie !
Re: Hbot/CoreXY Animos
: 21 lis 2016, 19:26
autor: Kopytko
Animos powiem z doswiadczenia . zadne sprzeglo nie da ci tego samego co naprawde dobrze wycentrowane sztywne polaczenie. Sprzegla sa beee
Re: Hbot/CoreXY Animos
: 21 lis 2016, 23:02
autor: SteFan
A jak chcesz połączyć to bez sprzęgła zespawac [FACE WITH TEARS OF JOY], jako sprzęgło dobrze sprawuje się też waż zbrojony widziałem już kilka takich ploterów
Wysłane z mojego Mi-4c przy użyciu Tapatalka
Re: Hbot/CoreXY Animos
: 22 lis 2016, 08:09
autor: Kopytko
Dobresprzeglo jest ok. Ale wiekszosc z allegro to niecentryczny zlom. Ktory ma za duzy otwor o skrecenie srubami jeszcze bardziej wszystko krzywi. Na sztywno np poprzez tuleje. Bez przessdy ze spawaniem.
Re: Hbot/CoreXY Animos
: 22 lis 2016, 11:41
autor: Artu
Dobrej jakości
sprzęgła kłowe są centryczne, i mają dobrze spasowane otwory

Re: Hbot/CoreXY Animos
: 22 lis 2016, 12:25
autor: Kopytko
Wlasnie musze wyprobowac te klowe. Bo nacinane sa tragiczne. Choc juz testuje silniki z wbudowana sruba i jednak zadne sprzeglo tego nie zastapi
Re: Hbot/CoreXY Animos
: 22 lis 2016, 12:29
autor: Artu
Kopytko pisze:...testuję silniki z wbudowana śrubą...
Jakoś nie mam przekonania do tego rozwiązania...

Re: Hbot/CoreXY Animos
: 22 lis 2016, 15:00
autor: S3b
Tu się nie ma co przekonywać - najlepsza opcja - tylko skąd wziąć silnik z gwarancją, że śruba będzie prosta - zakup samych śrub czy wałków często jest wyzwaniem pod tym względem a co dopiero śruba zintegrowana z silnikiem....
Re: Hbot/CoreXY Animos
: 22 lis 2016, 15:07
autor: Kopytko
Artur dlaczego?. Ja nie spodziwealem sie tak dozej roznicy w jakosci warstw. Udalo mi sie kupic z prostymi trapezami wiec pret na gorze praktycznie sie nie porusza. Bicie moze 0.2mm co przy sprzeglach 2 mm bylo ciezkie do uzyskania. Polecam naprawde sruby z silnikami. Ja kupilem sruby na amowienie od jednego z naszych forumowych dostawcow. Jak bedzie chcial napisze Wam czy wprowadzi do oferty.
Re: Hbot/CoreXY Animos
: 22 lis 2016, 16:17
autor: animos
Myślę, że śruba z silnikiem to niezły pomysł - niestety jest on sporo droższy - ale omija się sprzęgło.
Zakup sprzęgła nacinanego z chin kosztował mnie 2,86 z dostawą - teraz wyszło by około 3 zł, bo wyższy kurs walut.
Koszt materiału - aluminium (do około 100zł/dm3) wynosi połowę tego, około 1,5 zł.
U nas wiadomo, że z dostawą może to wynieść od około 10zł wzwyż.
Ale nie o to chodzi, bo w sumie potrzebna jest jedna sztuka na drukarkę - może do 3 sztuk max.
Dość łatwo to wykonać - takie nacięcie.
Wałek al obraca się w śrubach M14 (np. nakrętki od szlifierek) - skok tego 2 mm.
A cienka tarcza (około 0,4mm) nacina to po kątem nie wiele różniącym się od konta prostego.
[ten kąt wymaga wykonania obliczeń]
Podczas nacinania wałek się obraca i porusza.
Tarcza też niestety musi mieć ruch posuwisty, aby zacząć nacinanie i skończyć go.
Podobnie jest w przypadku obejm na łożyska czy nakrętkę śruby kulowej.
Kiedyś zastanawiałem się nad potrzebą użycia wierteł o dużych średnicach.
A można prościej - albo koło podziałowe i obracanie materiału z frezowaniem, albo nawet realizacja takiego obrotu przez wstępne wycięcie w centrze planowanego dużego otworu mniejszego pilotażowego.
Nawet nie potrzeba do tego cnc - wystarczy mała frezarka, wiertarka, gwintownik ręczny, aby wykonać obejmy do śruby kulowej lub trapezowej.
Dużo trudniej jest wykonać zębatki do paska zębatego - to pewnie wymaga albo specjalnych frezów, albo formy do odlewów aluminiowych.
Pionierami tu było użycie śrub nacinanych do ciągnięcia filamentu.
Oprócz oczywiście wzrostu wartości takiej śruby po nacięciu dawało to niewątpliwie również taką satysfakcję, że można to było zrobić samemu.
A już pewnie niedługo doczekamy się wyfrezowanych w aluminium elementów do drukarki x3d przez Syntetycznego (czasem w skrócie określanego jako Styczny).
Tego jeszcze nie można sprowadzić z Chin - tu jest plus tego, że nie ogranicza nas to, co występuje na rynku.
Sam zastanawiam się nad sensem ekonomicznym takiej produkcji.
Na razie zadaję sobie pytanie, czy da się to zrobić, czy nie?
A może warto spróbować jeszcze obniżyć koszty i naciąć rurkę plastikową zamiast aluminiowej?
W sumie temat jest otwarty, a na plus jest niewątpliwie to, że aluminium jest bardzo miękkim materiałem, tym samym łatwym do obróbki.
Re: Hbot/CoreXY Animos
: 23 lis 2016, 11:52
autor: marek91
Kopytko pisze:Wlasnie musze wyprobowac te klowe. Bo nacinane sa tragiczne. Choc juz testuje silniki z wbudowana sruba i jednak zadne sprzeglo tego nie zastapi
Mam jakieś sprzęgła kłowe i powiem tak, one są bardzo sztywne, trochę za bardzo jak na drukarkowe standardy.

Re: Hbot/CoreXY Animos
: 23 lis 2016, 14:14
autor: Kopytko
Wg mnie sprzeglo jest ok ale nie tak stosowane jak u Nas. Aby to mialo sens to tylko i wylacznie do napedu sruby obustronnie lozyskowanej. Sprzegla sa tak sztywne ze poruszaja sruba.
Re: Hbot/CoreXY Animos
: 23 lis 2016, 22:23
autor: animos
Też jeszcze nie miałem doświadczenia z używaniem sprzęgła kłowego - zastanawia mnie, co jest tam za tworzywo w środku.
Wytłumaczeniem takiego przypadku jest to, że są one jeszcze droższe niż nacinane.
Muszę spróbować.
Mechanicznie to łatwiej zrobić niż nacięcie spiralne.
Właśnie zakupiłem śrubę kulową - szyny liniowe rexroth na mojej osi z bardzo pozytywnie mnie zaskoczyły (to moje pierwsze użycie szyn liniowych).
Do śruby kulowej jeszcze muszę mieć BK10, BF10 - bk10, największy problem, żeby móc to zrobić to łożyska skośne.
W bk10 są mniejsze, a u nas 3200 2RS (przystępna cena 10 zł/sztuka) mają spory rozmiar 10/30 - oś 1204 jest na 15 mm - łożysko styka się z końcem obudowy.
Łożyska skośne o mniejszej średnicy zewnętrznej są mało dostępne - jeszcze będę szukał.
Mogę oś z trochę przesunąć, ale może warto mieć coś co odpowiada bk10, rozmiar łożysk w tym nie znam 10/?
W każdym razie będzie to moje pierwsze użycie śruby kulowej.
Jedno co mnie jeszcze zastanawia to oparcie pracy śruby 1204 na M10 niewielka nakrętka, która trzyma całość - przenosi całą pracę.
Re: Hbot/CoreXY Animos
: 24 lis 2016, 18:13
autor: animos
Mała poprawka, oś jest na wysokości 22 mm a nie 15.
Łożyska zastosowane w BK10 są 7000 - 10x26x8.
Koszt jednego najniższy to ok 10$, a są 2 w bk10.
Taniej kupić całość bk10 gotową.
Stosując 2 mm większe łożyska 3200 2RS - 10x30x14.3 w rozsądniejszej cenie można się zmieścić w bloku:
22-15 mm = 7 mm.
Do bf10 potrzeba al 60x20, do bf10 60x60, a do śruby 50x50 - to jest dostępne na rynku.
Na razie zamówiłem gotowe elementy.
Zastanawiam się, czy do tr10/2 są robione też gotowe oprawy?
Openbuilds coś tam robił, gdy stosował tr10/2.
Re: Hbot/CoreXY Animos
: 26 lis 2016, 20:07
autor: animos

- obrobionaSrubaTrapezowa.jpg (35.94 KiB) Przejrzano 4158 razy
Obrabianie śruby trapezowej 10x2 bardzo proste - wystarczy pilnik i spiłowanie zębów.
Łatwiej by to było na tokarce lub mając stały silnik obracający śrubą.
Po zatoczeniu na 8 mm zostają małe znaki po gwincie.
Można się zastanawiać nad łożyskami 8mm, w tym oporowym (cena około 7zł) - odpadnie wtedy pierścień na końcu.
Łożyska skośne 8 mm wewnętrzna średnica powinny być drogie - w każdym razie można poszukać.
A i są bloki łożyskowe EK8 i EF8 zrobione do 8 mm - zresztą są i mniejsze średnice dostępne, ale nie z bk i bf - tych mocniejszych.
Prawdę mówiąc nie widziałem śrub trapezowych 8 mm zarabianych, ani też innych większych średnic, które zarabiane były by pod standardowe bloki.
Do tr8 są bloki mocujące do nakrętki - trzeba jeszcze poszukać, czy jest coś więcej gotowego.
Teraz jestem już bezpośrednio przed zrobieniem nakrętki w mosiądzu - w tym gwintowanie tr10/2 - zobaczymy jak to wyjdzie.
Re: Hbot/CoreXY Animos
: 28 lis 2016, 12:31
autor: marek91
Ja widzę animos że Ty się nie poddajesz

Re: Hbot/CoreXY Animos
: 28 lis 2016, 22:20
autor: animos
marek91 pisze:Ja widzę animos że Ty się nie poddajesz
W końcu trzeba to dokończyć - części i tak leżą bez celu, trochę skręcone, zmontowane - a nie wykorzystywane.
Budowa od strony technologicznej daje pewne wnioski do zastosowania w kolejnych konstrukcjach.
To jest baza wyjściowa (wstęp) do serii mniejszych drukarek już w większej ilości.
Do tego też powstają maszyny, choć jak patrzę na pracochłonność to wolałbym tylko składać drukarki z gotowych części.
Ale tak się nie da, bo czasem dużo taniej coś wykonać samemu niż kupić (w małej ilości) w miarę tanio.

- nakretkaZmosiadzu.jpg (128.62 KiB) Przejrzano 4099 razy
Wykonana z mosiądzu.
Tr 10/2 z fi 8 otworu trochę mało 8,5 było by ok, tak gwintownik trochę zbierał na początku materiału.
Otwory mocujące fi 4 - 4 sztuki.
Wiercenie w mosiądzu co prawda nie tak łatwe jak w aluminium, ale nie wiele trudniejsze - obróbka w miarę szybka.
Nie było cięcia, tylko zakup 4 cm 20x20 mm na allegro.
Re: Hbot/CoreXY Animos
: 30 lis 2016, 21:07
autor: animos
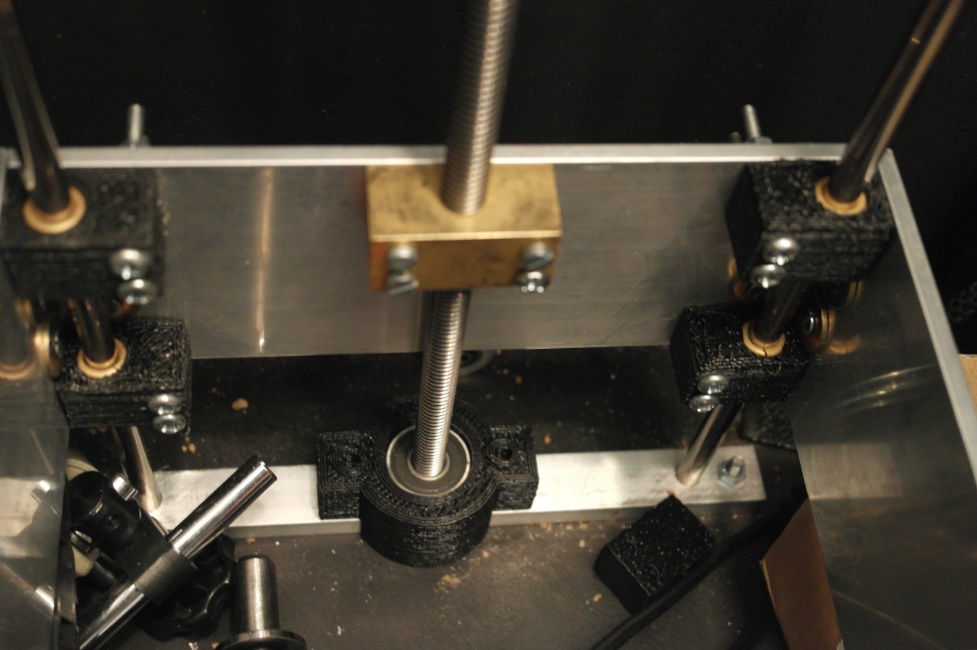
- mocowanieZ.jpg (153 KiB) Przejrzano 4066 razy
Nawet to nieźle wygląda - jednocześnie i śruba i mocowanie.
Teraz powrót do toczenia, bo rolka tylko jedna, a 3 jeszcze potrzebne - tele, że to tylko powtórka.
Trzeba też pomyśleć o silnikach do x,y.
Wyświetlacz 1602 dotarł.
Znalazłem układ do połączenia tego z arduino przez 4 kable.
Nie wiem czy to zamówić i łączyć z a. nano, czy większą liczbą przewodów bez tego układu IIC.
Wyświetlacz jest potrzebny, aby pokazywać stan i może jeszcze coś na wejściu - chyba enkoder.
Re: Hbot/CoreXY Animos
: 06 gru 2016, 22:23
autor: animos
Mały problem z tokarką - nóż z imakiem obraca się.
Wcześniej było tarcie, a teraz pod naporem obracanego materiału zmienia się kąt ustawienia noża tokarskiego.
Szukam w książce Czechowski, Górski "Tokarstwo", ale jeszcze nic nie znalazłem.
Jak to zablokować, ręczne przytrzymywanie noża, aby się nie przesuwał chyba nie jest dobrym rozwiązaniem.
A może mocowanie noża ma być na środku obrotu - to chyba nie ma sensu, bo nóż i tak się przesuwa - mały posuw, jak to określają.
Może coś w necie będzie.
Re: Hbot/CoreXY Animos
: 08 gru 2016, 16:08
autor: animos

- konik.jpg (159.22 KiB) Przejrzano 4016 razy
Konik, udało się rozłożyć dzięki zdjęciom w necie.
Trochę dziwny gwint M7x0,75 a w standardowym szeregu to M6, M8.
Można dokupić do tego uchwyt i głowicę wiertarska 0,6-6mm.
Jednak dość drogie w stosunku do samego uchwytu wiertarskiego - ale jest jedna firma siegind.com, która to robi teraz.
Po skręceniu jest opór na fi 8 i stożku - obracany materiał będzie tarł o kieł.
Może taniej dorobić mocowanie B10 0.6-6mm na fi 8.
Z drugiej strony jest M14x1.0 do ER11 - jeszcze tego nie rozbierałem, ale bernardo nanoturn ma możliwość przerobienia na frezarkę i wiertarkę.
Noże to też 6x6 trochę nietypowe.
Znalazłem kogoś na allegro, kto przerabia małe tokarki z nożem 6x6 na 8x8 i 10x10 (dorobiony imak), ale nie mój typ.
Tu jest mocowanie kołnierz 12mm na 8 mm po 2,5 mm grubości - dość delikatne mocowanie.

- imak.jpg (123.71 KiB) Przejrzano 4016 razy
Mam coś takiego - niewątpliwie to imak.
Kupiłem to jeszcze przed tokarką bo było do tokarek i małe ok 4 cm - do małych tokarek pewnie.
W środku jest otwór na mocowanie 3x3 mm
Na bokach 10mm pasuje na noże tokarskie 10mm i 8 mm.
Ale co to jest dokładnie nie wiem.
A tym bardziej mocowanie tego do tokarki, nie wiem jak może to wyglądać?
Re: Hbot/CoreXY Animos
: 08 gru 2016, 19:03
autor: animos

- rolkaToczonaZkonikiem.jpg (133.45 KiB) Przejrzano 3996 razy
Tutaj konik tylko trochę pomaga na fi 13 kręci si fi 14 wewnętrzne rury aluminiowej.
Usunięte luzy - śruby rektyfikacyjne M3 nakrętki pod klucz 5,5 mm - 6 mm klucz słabo działa potrzebne są szczypce.
Takie staczanie trochę długie - wiele razy się posuwa o 5 mm tam z powrotem (nóż grubość 1mm).
Warstwa zdzierana około 0,04 mm za jednym razem.
Można pomyśleć o dorobieniu silników.
Re: Hbot/CoreXY Animos
: 14 gru 2016, 21:49
autor: animos

- śrubaKulowaOprawa.jpg (113.26 KiB) Przejrzano 3955 razy
Przyszła oprawa do śruby kulowej 1204 - lekka więc szybciej trwał transport.
Na zdjęciu rolki fi 24 ta sama średnica co wewnętrzna śruby (są 22 i 24 mm - dwa rodzaje).
Po lewej łożyska wciśnięte prasą 1t.
Zarzekali się, że sami to produkują w Polsce tą prasę, ale opakowanie wskazało, że pochodzi to z Azji - chociaż nie ma china i dodali logo firmy.
I tak czeka mnie szlifowanie wewnątrz rolki fi 14, ale już wciśnięcie to pestka - dużo łatwiej niż imadłem.
A i do innych celów się prasa przyda - to głownie miałem w zamiarze kupna na myśli.
Imaka nikt nie rozpoznał

Widać, że fora tracą na znaczeniu - bardziej interesują nas platformy zakupowe i biznes niż DIY.
Nie ma co się dziwić - przybywa ofert, a robienie samemu to już bardziej hobby skoro można gotowy produkt dostać.
Zresztą i tak to już bardziej składanie z części niż tworzenie czegoś od nowa.
Re: Hbot/CoreXY Animos
: 19 gru 2016, 20:37
autor: animos
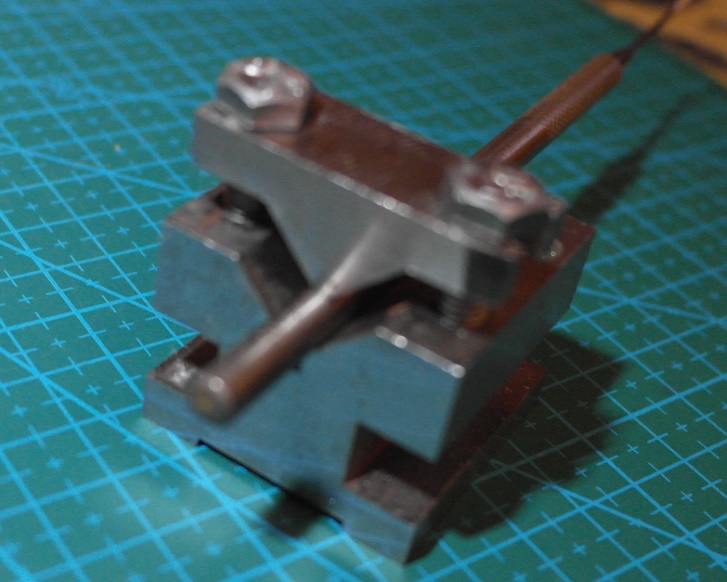
- pryzmaTraserska.jpg (125.05 KiB) Przejrzano 3883 razy
Znalazłem ten rodzaj imaka - to pryzma traserska - taki uchwyt do mocowania okrągłych rzeczy do ich obróbki.
Dużo o tym nie wiem, ale szukając części do tokarki znalazłem.
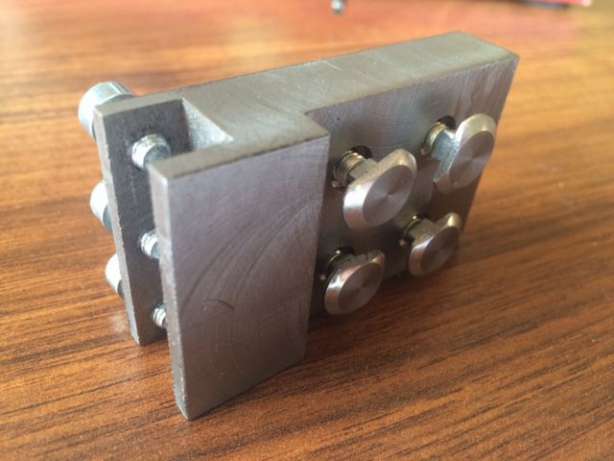
- 358988005_1_644x461_tokarka-zegarmistrzowska-dorabiany-imak-do-nozy-8-8-10-10-zywiec_rev001.jpg (25.32 KiB) Przejrzano 3883 razy
A tak wygląda dorabianie imaka o większych nożach do małej tokarki.
Tu będę miał 2 śruby, bo tylko jeden rowek ale w układzie krzyża, obrócone do tego o 45 stopni.
Cała inteligencja tego rozwiązania to obniżenie noża mocowanego z boku.
To jest do małych tokarek zegarmistrzowskich (nie wiem dlaczego ceny ich są bardzo wysokie - może to antyki itp.).
Nowych zegarmistrzowskich jak na razie na rynku nie widzę.
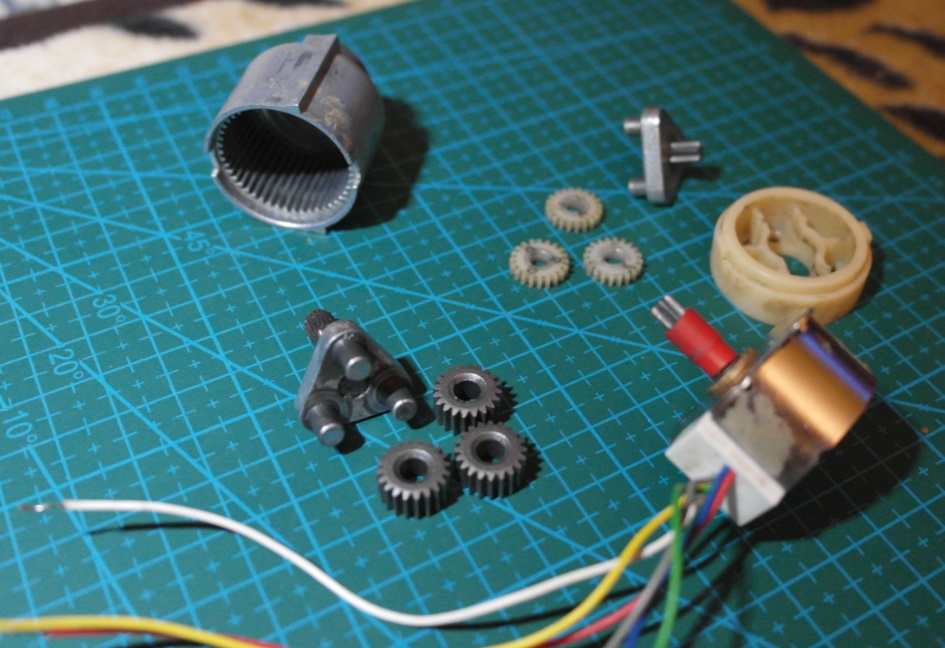
- planetarka2x9.jpg (203.9 KiB) Przejrzano 3883 razy
Rozebrana planetarka śrubokręta elektrycznego bosch PRS 2.4v.
To w związku ekstruderem goliat v3 na planetarce.
Też zęby z modułem 0.6 tak jak tu.
Zastanawiam się, że najtańszą wersją ekstrudera będzie jednak wydrukowana zębatka - nowy goliat może z głowicą i silnikiem wynieść 0.5 k zł (cena nie znana jeszcze, ale i niska raczej nie będzie na takich częściach).
Silniki i ekstruder jeszcze u mnie będą potrzebne za jakiś czas, ale przy konstrukcji ekonomicznej nie można wybierać tego, co na topie.
Re: Hbot/CoreXY Animos
: 04 sty 2017, 18:34
autor: animos

- śruba300mm.jpg (224.24 KiB) Przejrzano 4767 razy
Doszła śruba kulowa, bk10, bf10 jeszcze w transporcie.
Już teraz widać dużą różnicę między śrubami trapezowymi i kulowymi.
1204 jest obrobiona.
Wcześniej doszła już obejma na nakrętkę.
Śruby trapezowe 8x1.5 (nie te rodzaje chińskie) to około 10Euro / metr - 10x2 już od 6 zł/ metr (+ transport).
Nakrętki można by zrobić - są gwintowniki 8x1.5 - jedynie cena wyższa, bo spoza polski trzeba by sprowadzać.
Nie wiem, czy chińskie 8x1, 8x2 będą bardziej konkurencyjne od 10x2?
Re: Hbot/CoreXY Animos
: 04 sty 2017, 22:58
autor: Garreth
Na dosc dlugiej odleglosci jest zarobiona ta śruba, tak chciałeś? Nie stracisz przez to paru cm w osi Z?
Re: Hbot/CoreXY Animos
: 05 sty 2017, 15:05
autor: animos
Garreth pisze:Na dosc dlugiej odleglosci jest zarobiona ta śruba, tak chciałeś? Nie stracisz przez to paru cm w osi Z?
Nawet starczyło by dużo mniej, bo mam około 5 cm nad osią x.
Większy posuw (niż 5 cm) da mi możliwość stosowania dłuższych narzędzi do obróbki.
Wstępnie planowane jest to jako piła półautomatyczna - jej zaleta to możliwość cięcia na 80-90 cm.
O płytach 2mx2,5 metra nie mam co marzyć, bo ani nie dowiozę tego osobowym, ani nie potnę w miarę dokładnie.
Ale do drukarki do 60 x 60 x 60 cm powinno wystarczyć - to z formatek max 1.5 metr x 0.80 lub mniejszych.
Wstępnie ma to być piła automatyczna x i z ale potem pewnie dorobię 3 oś do przesuwania materiału i frezowania.
Pierwszą oś zbudowałem na wałkach fi 20 i tr 10/2, a potem z krótsze postanowiłem dla eksperymentu zrobić na szynach z wózkami i śrubie kulowej.
Na to wygląda, że jak będę coś robił w przyszłości to opłacać mi się będzie tylko to z lepszych elementów.
Co innego drukarki budowane na sprzedaż budżetowe, jak najtaniej.
Obrobienie jest standardowe pasujące w bloczki - te pierwsze zakupiłem, docelowo to zależy od ceny i dostępności łożysk skośnych lub oporowych - w al bloczki da się zrobić samemu - śruby kulowej i innych stalowych rzeczy to już dużo trudniej (potrzeba specjalistycznych maszyn).
Na osi z jest właśnie najtaniej, bo jest przeważnie najkrótsza.
A jak nie można sobie pozwolić na x i y spore obrabiane w jednym procesie to zostaje taka hybryda, gdzie obracając materiał podczas obróbki (np. deska mamy możliwość uzyskania elementów np. 60 x60 cm na maszynie wielkości plotera rolkowego.
Re: Hbot/CoreXY Animos
: 05 sty 2017, 15:16
autor: Garreth
Fajny pomysł z taką małą piłą, bardzo przydatne do takich prac. zwłaszcza, że obszar roboczy wcale nie taki mały, a spokonie płyty do cięcia zdobędziesz w takim wymiarze i przewieziesz.
To jak byś mógł się jeszcze pochwalić sklepem w którym ją kupiłeś na Ali, to byłbym wdzięczny:) Bardzo ładna ta śruba. Nie wyczuwasz jakichkolwiek luzów na nakrętce?
Re: Hbot/CoreXY Animos
: 05 sty 2017, 17:04
autor: animos
Sklep to:
https://pl.aliexpress.com/item/Ball-scr ... =100004516
W sumie to starałem się zamawiać z różnych sklepów, aby nie połączyli wysyłki i nie wpaść w opłaty.
Ale to chyba nie ma takiego dużego znaczenia.
Jak wyszukuję to według cen i potem według popularności (ilości sprzedaży) - wybieram optimum, przy tym patrzę na to, czy w opisach nie ma błędów merytorycznych, niejednoznaczności.
Piłę mam 12v ryobi - jedynie, co musze ustawić to przekaszanie się cięcia - to lubi się wyginać, podczas cięcia - prosta kalibracja ustawienia prostopadłego tarczy do toru cięcia. Tak tylko dla mdf, bo ze sklejką to mogło by być gorzej - nie jest tak jednorodna.
MDF po pomalowaniu olejno daje i dobry wygląd i mocną powierzchnię - jedyny minus to schnięcie na otwartej przestrzeni - raczej latem niż zimą.
Na śrubie nie ma luzów.
Pierwsze obroty to jeszcze rozprowadzanie smaru (trochę to czuć) - po 2 przejazdach ok - warto, aby się śruba nie brudziła w czasie pracy - i jest otwór do smarowania w nakrętce gwintowany, można zakręcić.
Zastanawiam się jaki tam dać smar. W modelarstwie używałem stałego HILTI - drogi, ale bardzo dobry (do śmigłowców).
W sumie 2 nakrętki na śrubie trapezowej, sprężyna i coś aby się względem siebie nie obracało i wyjdzie to samo.
Trochę taniej wyjdą śruby kulowe nie zarabiane, tylko trzeba mieć większy przelot uchwytu wiertarskiego niż 8mm w moim bernardo nanoturn.
Generalnie można powiedzieć, że śruby kulowe to zupełnie inny sprzęt niż śruby trapezowe i nie da się tej precyzji osiągnąć na tych drugich.
Re: Hbot/CoreXY Animos
: 09 sty 2017, 22:16
autor: animos

- lm3uu.jpg (183.26 KiB) Przejrzano 4670 razy
Doszły łożyska miniaturowe lm3uu - do małego plotera na tusz.
Niestety obsada śruby kulowej zatrzymana na wer warszawa, choć to bardzo blisko około 2km to trwa już ta jazda 10 dni.
Najpewniej poczta zagubiła przesyłkę.
Wszystko się opóźnia.
Małe przesyłki idą szybciej, ale może też i termin 30.12.2016 przed nowym rokiem był niezbyt odpowiedni do pracy, a bardziej do zabaw noworocznych.
W takim systemie czas zamawiać nowe rzeczy z wyprzedzeniem, bo nie wiadomo, co i kiedy dojdzie - może część na zapas - przydadzą się do czegoś lub nie, ale przynajmniej będą już dostępne jak pojawi się potrzeba ich wykorzystania.
Łożyska lm3uu to najmniejsze z tej serii, każde zapakowane w opakowanie - całość to w sumie pudełko zapałek.
A na 3mm można miniaturową mechanikę zrobić - format notesu, 2 kart bankomatowych, może trochę większa A6.
To już będzie kolejne urządzenie planowane do budowy, ale dostępność części jest głównym determinantem tego co powstanie.
Cena takich małych łożysk liniowych też jest obarczona kosztami miniaturyzacji (droższe niż większe), ale już zakup ich w kraju byłby ze względu na ceny u nas zaporowy.
Re: Hbot/CoreXY Animos
: 12 sty 2017, 21:49
autor: animos
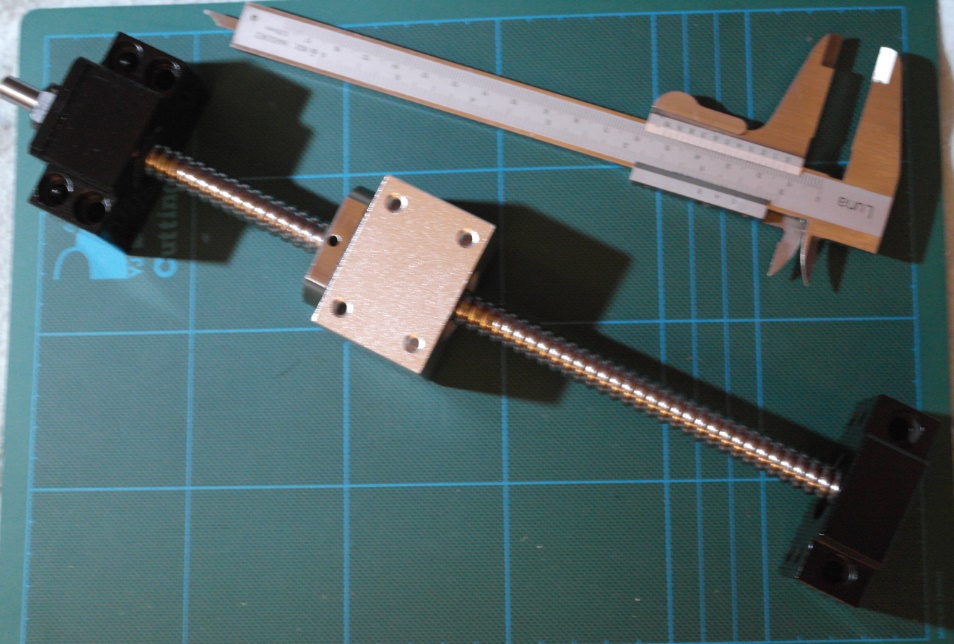
- oprawy.jpg (184.19 KiB) Przejrzano 4634 razy
Doszły oprawy do śruby.
Bk10 ma jednak małą różnicę - w środku nie ma łożysk skośnych 7000b, ale są 6000z zwykłe.
Bloki są nie aluminiowe, lecz stalowe - dużo mocniejsze.
Pozostaje wymiana łożysk 10x26x8 na skośne 7000b w tym samym wymiarze.
Trochę trudno to dostać.
W Bf10 jest łożysko wstawione w środku - może przyklejone - nie ma śrub mocujących - albo stawione na gorąco - tylko w jaki sposób skoro całość malowana jest proszkowo.
Już kiedyś zastanawiałem się nad cenami takich bloków łącznie z łożyskami skośnymi - teraz już wiadomo, że ich tam nie ma.
Ale są odpowiedniej wielkości łożyska zwykłe.
Realnie można powiedzieć, że warto to kupić już dla samych bloków.
Dobrać skośne do fi26 jest trudniej, niż do fi30 - tu zależy cena od popularności, ilości produkowanych łożysk danego typu.
Łożyska z fi 30 są dostępne w rozsądnych cenach, a z 26mm na 30 mm to tylko 2 mm większy promień.
Ale bloki są robione na fi 26, do tego się należy przystosować.
Re: Hbot/CoreXY Animos
: 13 sty 2017, 15:49
autor: animos

- zasilacze.jpg (170.77 KiB) Przejrzano 4604 razy
Dotarły do mnie zasilacze 12V 30A 360W.
Są trochę mniejsze - cena za jedną sztukę 63,19 zł.
Przy 5 sztukach dostawa była już gratis.
2 zasilacze potrzebuję do piły - 1 sterowanie oświetlenie, 2 sama piła (przy 30 A już działa - 20A zasilacz się wyłącza czasem przy zablokowaniu tarczy)
Muszę sprawdzić, jaką średnicę drutu mam dać do 30A.
Grzybek awaryjny mam na 220v 10A powinien wystarczyć.
Wszędzie mówią o zasilaczach 12V do xboxów - nie wiem, czy wyjdzie to taniej.
1 zasilacz pójdzie do cnc (wrzeciono), 2 zapasowe na później.
Ulga wielka jak nie trzeba przenosić zasilacza z jednego urządzenia do drugiego.
A wtedy mogą pracować w tym samym czasie jednocześnie.
Re: Hbot/CoreXY Animos
: 13 sty 2017, 17:18
autor: Misiek
Gdzie zakupiłeś zasilacze?
Re: Hbot/CoreXY Animos
: 13 sty 2017, 17:56
autor: animos
Re: Hbot/CoreXY Animos
: 14 sty 2017, 13:39
autor: DanyQsh
Tanioszka taki zasilacz.
Wysłane z mojego D5503 przy użyciu Tapatalka
Re: Hbot/CoreXY Animos
: 14 sty 2017, 17:54
autor: animos
DanyQsh pisze:Tanioszka taki zasilacz.
Wysłane z mojego D5503 przy użyciu Tapatalka
To wyprzedaż, hurtownia hydrauliczna - ale podobne ceny około siedemdziesięciu paru złotych są dostępne głównie ze względu na rosnące zastosowanie diod led w oświetleniu. Trzeba patrzyć na minimum logistyczne darmowej dostawy lub bliską lokalizację dla odbioru własnego - wtedy cena nie jest zależy od dostawy.
Może niektórzy narzekają, że nie wszystko od razu jest potrzebne i zamawia się większe partie na zapas - ja jednak już kupując elektronarzędzia też wybierałem raczej 12v niż 220v jeśli nie były dużo droższe. Takie narzędzia 12v to też mniejsza moc niż 220v (też cichej pracują), po czasie siadają akumulatory i wtedy przechodzi się na zasilacze. Ale też są mobilne - z akumulatorów, bez falownika 220v. 12v to też mniejsze elektronarzędzia - dłużej pracują aby coś wykonać ale za to są bardziej precyzyjnie.
Re: Hbot/CoreXY Animos
: 20 sty 2017, 16:15
autor: Berg
i jak? testowałęś te zasilacze ?
Re: Hbot/CoreXY Animos
: 20 sty 2017, 22:31
autor: animos
Jeszcze nie testowałem zasilaczy, ale nie powinny być problemy - mam podobny, trochę większy zasilacz 12V i ponad 20A daje bez znacznego grzania - piła tarczowa.
Teraz siedzę nad arduino z wyświetlaczem 1602 z i2c.
Zadziałało, ale biblioteka drukuje po 1 znaku z komendy lcd.print - coś jeszcze nie dorobione do końca.
Jeszcze mam enkoder (dziś dotarł z chin) - do tego 2 silniki nema 23 z tb6600 = całość do piły cnc.
Jest sporo bibliotek do arduino, a i styki czasem zawodzą - trzeba sporo czasu poświęcić na to.
W końcu to opensource, jest dużo więcej bibliotek niż potrzeba (i tu pozostaje wybór, nie wszystko działa) - w sumie trzeba się przez to przegryźć.
Wstępnie planuję sterowanie silnikami enkoderem po naciśnięciu zmiana silnika - w przyszłości pewnie będzie coś na gcode i dojdzie 3 ci silnik posuwu materiału, ala cnc.
2 zasilacze też będą w tej pile - jeden do sterowania, drugi do końcówki roboczej.
Rozumiem, że są pewne obawy, jak zawsze przy dostawach z Chin, szczególnie tych tańszych - ale to była promocja, prawie 50% upust, wyprzedaż i nasza firma jako importer.
Re: Hbot/CoreXY Animos
: 26 sty 2017, 15:05
autor: Berg
mam ten zasilacz już. Wentylator taki wsadzili, że to chyba miał być dron ale jednak nie lata, to sprzedają tanio jako zasilacz.
Re: Hbot/CoreXY Animos
: 26 sty 2017, 17:04
autor: animos
Jest głośniejszy - wentylator działa non stop.
Porównanie wielkości:
Można jednak zaoszczędzić na wielkości - projekt w openscad małej drukarki:
W zasilaczach już przy 200W będzie się włączał wentylator.
Do chłodzenia elektroniki też potrzeba kolejny.
A może by się dało wymienić go na coś cichszego?
Nie wiem, czy to ma sens w ogóle taka wymiana?
Czy się uzyska trochę mniej hałasu?
A może zrobić tunel do chłodzenie tym elektroniki.
Re: Hbot/CoreXY Animos
: 27 sty 2017, 14:25
autor: Berg
za te pieniądze absolutnie nie ma co marudzić. Pod warunkiem że się zaraz nie zepsuje. A. Wyczailem że potencjometr od regulacji napięcia jest pod wentylatorem. Mowia na mieście że Chack Noris reguluje na włączonym
.
Re: Hbot/CoreXY Animos
: 27 sty 2017, 21:16
autor: animos
Walka z hałasem jest ważna.
Nie wyobrażam sobie jednak chłodzenia wodnego.
A to ze względu, że mam albo piłę, albo wrzeciono.
Nawet małe wrzeciono proxxon 12v robi i tak sporo pisku - ograniczenie mocy i obrotów to utrata w efekcie zdolności do obróbki.
Może obudowanie całości by trochę więcej dało.
Zasilacz cichszy byłby lepszy, ale mała wielkość wymusza większe chłodzenie - i tak nie ma co mówić o domowym zaciszu z takimi maszynami.
Mocowanie osi z:
Trzeba było rozsunąć szyny o 1 cm, aby zmieścić oprawę śruby kulowej
Długości śrub i tak muszą być dobrane do gwintów.
M4 13 mm do nakrętki kulowej.
Do mocowania inne ( na razie są dłuższe - to co miałem pod ręką).
Aby oprawy (w sumie jedna) zmieściła się pod szynami (ma 39 mm) dodałem nakrętki jako dystans do śrub m6 wkręcanych w wózki.
Wyszła trochę prowizorka (podwójnie otwory na śruby), ale może w przyszłości to zmienię na docelowe - teraz walczę, aby ukończyć projekt, potem będą pewnie zmiany poprawiające i użytkowość i wygląd.
Zasilacz 2-gi planuję umieścić przy pile tarczowej - będą krótsze przewody.
Re: Hbot/CoreXY Animos
: 31 mar 2017, 14:54
autor: animos
Ekstruder gotowy zamówiony w całości.
Problemem może być radełko, pewnie trzeba będzie zamienić na inne.
Jakość wykonania jest zadowalająca.
Nie warto się bawić w kupowanie na części pojedyncze, skoro jest całość w rozsądnej cenie.