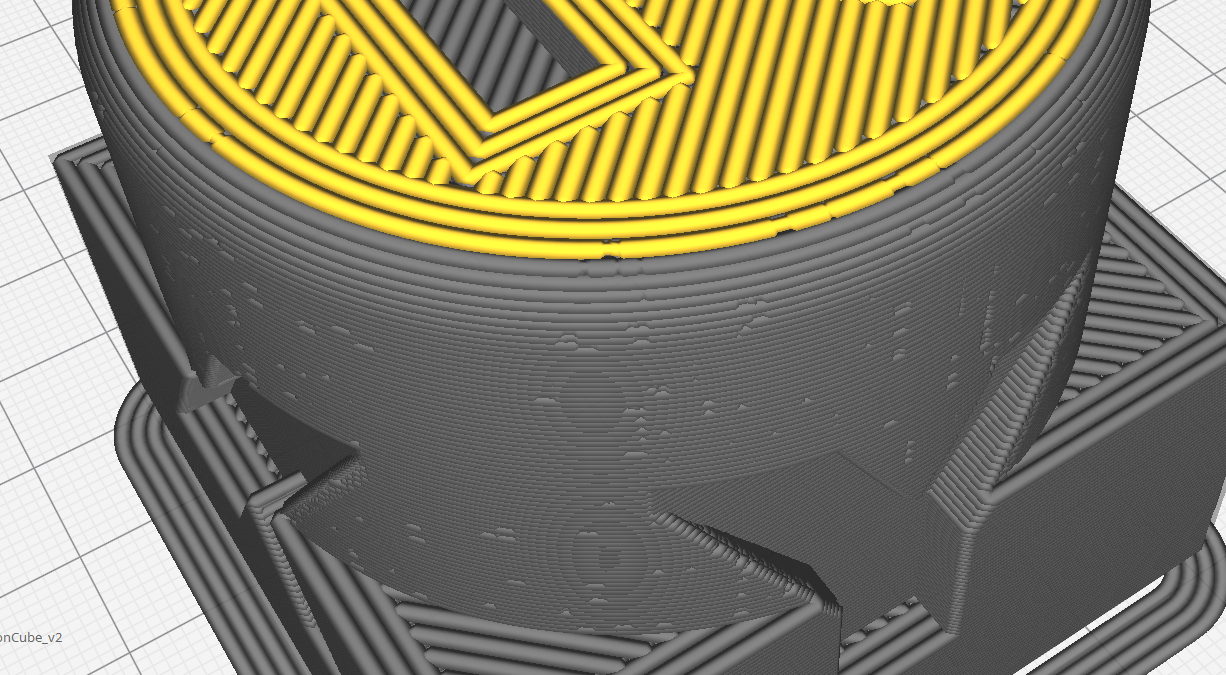
Pytanie czy coś źle ustawiłem czy to Cura ma jakieś odchyłki ?

Kod: Zaznacz cały
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
quality_type = normal
setting_version = 13
type = quality_changes
[values]
acceleration_enabled = True
adhesion_type = skirt
jerk_enabled = True
layer_height = 0.4
layer_height_0 = 0.3
material_bed_temperature = 70
retraction_combing = noskin
support_enable = False
support_type = everywhere
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
position = 0
quality_type = normal
setting_version = 13
type = quality_changes
intent_category = default
[values]
acceleration_print = 500
bottom_layers = 3
brim_line_count = 8
cool_fan_full_at_height = 3
cool_fan_speed = 35
infill_before_walls = False
infill_pattern = grid
infill_sparse_density = 15
jerk_infill = 8
jerk_print = 13
jerk_wall_x = 8
line_width = 1.25
material_print_temperature = 240
retraction_amount = 5
retraction_hop = 2
retraction_hop_enabled = True
retraction_hop_only_when_collides = True
retraction_speed = 50
skirt_line_count = 4
speed_layer_0 = 25
speed_print = 60
speed_topbottom = 35
speed_travel = 100
speed_wall = 50
speed_wall_0 = 40
speed_wall_x = 55
top_layers = 3
wall_line_count = 2
wall_thickness = 0
z_seam_corner = z_seam_corner_weighted
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
position = 1
quality_type = not_supported
setting_version = 13
type = quality_changes
intent_category = default
[values]
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
position = 2
quality_type = not_supported
setting_version = 13
type = quality_changes
intent_category = default
[values]
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
position = 3
quality_type = not_supported
setting_version = 13
type = quality_changes
intent_category = default
[values]
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
position = 4
quality_type = not_supported
setting_version = 13
type = quality_changes
intent_category = default
[values]
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
position = 5
quality_type = not_supported
setting_version = 13
type = quality_changes
intent_category = default
[values]
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
position = 6
quality_type = not_supported
setting_version = 13
type = quality_changes
intent_category = default
[values]
version = 4
name = Anet 0.8 PET FAST >50mm
definition = fdmprinter
[metadata]
position = 7
quality_type = not_supported
setting_version = 13
type = quality_changes
intent_category = default
[values]