@McKee
My tu rozmawiamy o kalibracji. Zakładana szerokość ścieżki to 0.48 i dwa obrysy. Sumarycznie ma to dać grubość ścianki 0,96. A wymiar kostki XY to 20x20.
W odniesieniu do drukowanych modeli. To zależy co się drukuje. Jeśli jest to korpus o grubości ścianki 1mm lub 2mm to lepiej dopasować szerokość ścieżki.
Ale gdy drukujesz np, koła zębate, wałki, ozdoby itp to jakie znaczenie ma czy szerokość ścieżki to 0.5 czy 0.47?
Program ma tak obciąć model, że parametry geometryczne (np średnica) wydruku mają się zgadzać. Druga sytuacja. Siedzi sobie gościu w USA i projektuje obudowę. Wstawia na thingiverse plik stl. W programie do projektowania miał ustawione jednostki imperialne. Czyli np. grubość ścianki 0.0625 cala. Eksportując plik zamienił jednostki na metryczne. Grubość ścianki to 1.5875mm. I co zrobisz? Każdy model znaleziony w internecie otwierasz w programie i poprawiasz czy jak?
Piszczenie silników osi Z
Re: Piszczenie silników osi Z
dragonn: Nawet się zastanawiałem, czy ktoś tego nie wyciągnie, lub tego że kalibrować można "pod automat", który akurat 0.48mm ustawia (co ma jeszcze większy sens). Tylko mówimy o kalibracji a nie funkcjonalności slicera która umożliwia drukowanie nietypowych części drukowanych elementów z innymi parametrami niż standardowo ustawione.
Jestem zdania, że kalibrować należy na 90-99% tego co się będzie potem drukowało a nie kalibrować na jakieś wyjątki") .
.
Adrian: tak slicer sam dobiera szerokość linii i ustawia wtedy dokładnie razy 1.2 - nie zawsze jest to pożądane (a nawet najczęściej nie jest) dlatego część drukujących ustawia razy 1.0 albo razy 1.2 i troszkę jeszcze żeby 0.5 wyszło (bo to ma zaletę łatwego liczenia w pamięci i dopasowania do różnych obiektów).
Dodatkowo: grubsza ścieżka = szybszy wydruk - dlatego (się upieram ) *1.2 == 0.5mm jest najlepsze na początek dla Ciebie. (i jest bardzo bliskie automatycznych ustawień).
) *1.2 == 0.5mm jest najlepsze na początek dla Ciebie. (i jest bardzo bliskie automatycznych ustawień).
Cuda czasem zmienia szerokość ścieżki - ale to kilka % tego co drukuje - wyjątki a nie reguła (cienkie ścianki - znów się boję, że na początek ta wiedza raczej przeszkadza niż pomaga).
Podziel wartość otrzymaną przez pożądaną i będziesz miał wynik, potem jeszcze 100... jak ci nie wyjdzie wartość większa tylko mniejsza to podziel odwrotnie - szkoda się nawet zastanawiać / zapamiętywać - z lenistwa (to taka moja cnota) co najwyżej muszę to dzielenie jeszcze raz wykonać (odwrotnie) jak mi się wartość nie spodoba (przecież się od razu zorientujesz że "nie w tą stronę dzielenie było" - to nie szkoła - nie wszystko trzeba mieć odpowiedziane za pierwszym podejściem.
Jestem zdania, że kalibrować należy na 90-99% tego co się będzie potem drukowało a nie kalibrować na jakieś wyjątki
Adrian: tak slicer sam dobiera szerokość linii i ustawia wtedy dokładnie razy 1.2 - nie zawsze jest to pożądane (a nawet najczęściej nie jest) dlatego część drukujących ustawia razy 1.0 albo razy 1.2 i troszkę jeszcze żeby 0.5 wyszło (bo to ma zaletę łatwego liczenia w pamięci i dopasowania do różnych obiektów).
Dodatkowo: grubsza ścieżka = szybszy wydruk - dlatego (się upieram
Cuda czasem zmienia szerokość ścieżki - ale to kilka % tego co drukuje - wyjątki a nie reguła (cienkie ścianki - znów się boję, że na początek ta wiedza raczej przeszkadza niż pomaga).
Podziel wartość otrzymaną przez pożądaną i będziesz miał wynik, potem jeszcze 100... jak ci nie wyjdzie wartość większa tylko mniejsza to podziel odwrotnie - szkoda się nawet zastanawiać / zapamiętywać - z lenistwa (to taka moja cnota
Motto na dziś: "How may I abuse you?"
-
Adrian202

- Konto z ograniczeniami
- Postów w temacie: 61
- Posty: 204
- Rejestracja: 14 paź 2017, 23:50
- Lokalizacja: Poznań
- Drukarka: P3STEEL v4 Custom
- x 3
- Kontakt:
Re: Piszczenie silników osi Z
Pytanie, czy dla osi Z robi się też taką kalibrację ?? ale skoro poziomowanie stołu różnie wychodzi jak to by miało się robić ??
Czym się różni mężczyzna od dziecka ??
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
-
Adrian202
- Konto z ograniczeniami
- Postów w temacie: 61
- Posty: 204
- Rejestracja: 14 paź 2017, 23:50
- Lokalizacja: Poznań
- Drukarka: P3STEEL v4 Custom
- x 3
- Kontakt:
Re: Piszczenie silników osi Z
McKee pisze:dragonn: Nawet się zastanawiałem, czy ktoś tego nie wyciągnie, lub tego że kalibrować można "pod automat", który akurat 0.48mm ustawia (co ma jeszcze większy sens). Tylko mówimy o kalibracji a nie funkcjonalności slicera która umożliwia drukowanie nietypowych części drukowanych elementów z innymi parametrami niż standardowo ustawione.
Jestem zdania, że kalibrować należy na 90-99% tego co się będzie potem drukowało a nie kalibrować na jakieś wyjątki
Adrian: tak slicer sam dobiera szerokość linii i ustawia wtedy dokładnie razy 1.2 - nie zawsze jest to pożądane (a nawet najczęściej nie jest) dlatego część drukujących ustawia razy 1.0 albo razy 1.2 i troszkę jeszcze żeby 0.5 wyszło (bo to ma zaletę łatwego liczenia w pamięci i dopasowania do różnych obiektów).
Dodatkowo: grubsza ścieżka = szybszy wydruk - dlatego (się upieram
Cuda czasem zmienia szerokość ścieżki - ale to kilka % tego co drukuje - wyjątki a nie reguła (cienkie ścianki - znów się boję, że na początek ta wiedza raczej przeszkadza niż pomaga).
Podziel wartość otrzymaną przez pożądaną i będziesz miał wynik, potem jeszcze 100... jak ci nie wyjdzie wartość większa tylko mniejsza to podziel odwrotnie - szkoda się nawet zastanawiać / zapamiętywać - z lenistwa (to taka moja cnota
No tak racja, jak nie w jedną to w drugą dzielenie, logiczne.
Maszyna się grzeje i ma ustawione 112%
Po tym teście wydrukuję kostkę bo jak ściany będą takie jak mają być to mogę ustawiać wymiary kostki w krokach.
Przyszłym tygodniu będzie dysza na podmianę wiec jak się zapcha to wymienię dysze a tą sobie wyczyszczę
Turbina sprawuje sie dobrze, wiele wydruków i zero zapychania ale jeszcze nie wiem czy przy wyższych znowu coś nie pójdzie nie tak ale tym się na razie nie przejmuję bo mam do wydrukowania niższe elementy a w miedzy czasie zmienię ten durny extruder na na inny i znowu skalibruję wszystko
Czym się różni mężczyzna od dziecka ??
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
Re: Piszczenie silników osi Z
MRHT pisze:My tu rozmawiamy o kalibracji. Zakładana szerokość ścieżki to 0.48 i dwa obrysy.
I z tych 2 zdań (podkreślenie moje) wynika moje twerdzenie że NALEŻY ustawić 0.50 - dlaczego zakładana szerokość ma być 0.48 jeżeli najczęściej wymiary są robione co do 1mm?MRHT pisze:To zależy co się drukuje. Jeśli jest to korpus o grubości ścianki 1mm lub 2mm to lepiej dopasować szerokość ścieżki.
Tak naprawdę nie ma to większego znaczenia - o 0.02mm się kłócimy - ale chodzi o to żeby mieć dobre zwyczaje / dobre podstawy - jak lubisz mieć "skopane" wydruki 1-2-3-4 czy 5 milimetrowych ścianek to OK. "Skopane" w cudzysłowiu, bo może nawet przy tych 0.02mm nie zauważysz różnicy.
Wbrew pozorom bardzo duże - obejrzyj sobie co jest pod linkiem do bloga RichRap-a (jeden z moich wcześniejszych postów.MRHT pisze:Ale gdy drukujesz np, koła zębate, wałki, ozdoby itp to jakie znaczenie ma czy szerokość ścieżki to 0.5 czy 0.47?
I obetnie - ale nieoptymalnie - patrz: RichRap.MRHT pisze:Program ma tak obciąć model, że parametry geometryczne (np średnica) wydruku mają się zgadzać.
Każdy model otwieram w programie (slicer)MRHT pisze:Druga sytuacja. Siedzi sobie gościu w USA i projektuje obudowę. Wstawia na thingiverse plik stl. W programie do projektowania miał ustawione jednostki imperialne. Czyli np. grubość ścianki 0.0625 cala. Eksportując plik zamienił jednostki na metryczne. Grubość ścianki to 1.5875mm. I co zrobisz? Każdy model znaleziony w internecie otwierasz w programie i poprawiasz czy jak?
MakersMuse na którymś filmie pokazywał kółka/wałki do kalibracji - polecam wydrukowanie tego elementu - gdzieś wrzucałem linka (szczerze: nie chce mi się powtórnie szukać) u mnie tylko na 0.15mm wałki się nie obracały (i myślę że to niezły wynik).
Jak się dobrze zrobi kalibrację (i w okolicach tego co się zwykle ustawia) to potem zmiany są bardzo proste (nawet "na oko" == "na lenia" można szybko przeskalować).
Adrian: Znowu mnie przerażasz. Piszemy o kalibracji ̶w̶y̶t̶r̶y̶s̶k̶u̶ przepływu (filamentu), a nie drukarki (kroków).Adrian202 pisze:Pytanie, czy dla osi Z robi się też taką kalibrację ??
Motto na dziś: "How may I abuse you?"
-
Adrian202
- Konto z ograniczeniami
- Postów w temacie: 61
- Posty: 204
- Rejestracja: 14 paź 2017, 23:50
- Lokalizacja: Poznań
- Drukarka: P3STEEL v4 Custom
- x 3
- Kontakt:
Re: Piszczenie silników osi Z
Spokojnie moje projekty mają najcieńsza ścianę 0,5mm wiec ustawiłem 0,5 ale zapewne za dużego znaczenia to nie ma no i zawsze mogę ustawić 0,49mm by nie było kłótni 
Wydruk jest jeszcze ciepły ale wymiar jest 0,50 dokładnie więc zobaczę jeszcze jak ostygnie ale jak na razie jest poprawny no i teraz sprawdzę wymiary i ewentualnie ustawie dokładnie kroki wszystkich osi i będzie ok
Wydruk jest jeszcze ciepły ale wymiar jest 0,50 dokładnie więc zobaczę jeszcze jak ostygnie ale jak na razie jest poprawny no i teraz sprawdzę wymiary i ewentualnie ustawie dokładnie kroki wszystkich osi i będzie ok
Czym się różni mężczyzna od dziecka ??
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
Re: Piszczenie silników osi Z
Ps: Link do artykułu, który podawałem wcześniej: http://richrap.blogspot.com/2015/01/slic3r-advanced-perimeter-tuning-3d.html
A poniżej rysunek ilustrujący co może zmieniać "drobne" 0.02mm:
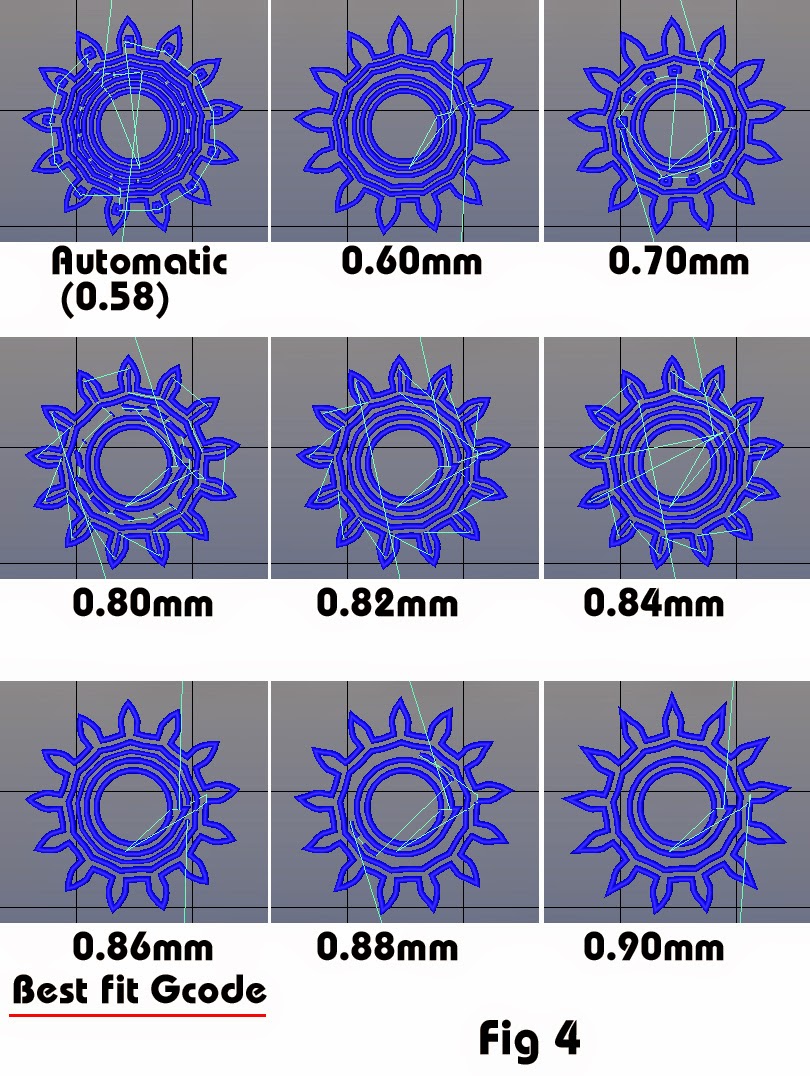
Zaraz ktoś napisze, że stare... Slicery są mądrzejsze teraz ... ale czy aby na pewno?
Adrian: Gratulacje.
A poniżej rysunek ilustrujący co może zmieniać "drobne" 0.02mm:
Zaraz ktoś napisze, że stare... Slicery są mądrzejsze teraz ... ale czy aby na pewno?
Adrian: Gratulacje.
Motto na dziś: "How may I abuse you?"
-
Adrian202
- Konto z ograniczeniami
- Postów w temacie: 61
- Posty: 204
- Rejestracja: 14 paź 2017, 23:50
- Lokalizacja: Poznań
- Drukarka: P3STEEL v4 Custom
- x 3
- Kontakt:
Re: Piszczenie silników osi Z
No więc wydrukować wydrukowała ale wydruk nie wygląda najlepiej na górnej warstwie.
Przy ostatnim wydruku zauważyłem, że linie skirtu się rozdzielały, nie były połączone ze sobą.
W tym wydruku ściany też są rozdzielone no i górna warstwa wygląda jak wygląda ale wymiary są prawie idealne (20mm kostka ma jakieś 20.02 mm nie mogę dokładnie sprawdzić bo dalej jest przyklejona)
wiem dobrze, ze jeśli osłabię docisk do radełka w extruderze to podaje mi mniej materiału (niby nie ślizga się ale widać, że idzie go mniej na wydruku)
I teraz pytanie czy mam dokręcić extruder czy zwiększać flow ??
To jest właśnie ten powód co opowiadał koleś na filmie, który skrytykowałeś by robić dwie ściany.
Kroki osi Z i X widać są poprawne ale pewnie Z nie będzie ale do puki nie ustawię tego wypełnienia nie mam co kalibrować
Przy ostatnim wydruku zauważyłem, że linie skirtu się rozdzielały, nie były połączone ze sobą.
W tym wydruku ściany też są rozdzielone no i górna warstwa wygląda jak wygląda ale wymiary są prawie idealne (20mm kostka ma jakieś 20.02 mm nie mogę dokładnie sprawdzić bo dalej jest przyklejona)
wiem dobrze, ze jeśli osłabię docisk do radełka w extruderze to podaje mi mniej materiału (niby nie ślizga się ale widać, że idzie go mniej na wydruku)
I teraz pytanie czy mam dokręcić extruder czy zwiększać flow ??
To jest właśnie ten powód co opowiadał koleś na filmie, który skrytykowałeś by robić dwie ściany.
Kroki osi Z i X widać są poprawne ale pewnie Z nie będzie ale do puki nie ustawię tego wypełnienia nie mam co kalibrować
- Załączniki
-
-
Czym się różni mężczyzna od dziecka ??
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
-
dragonn

- Zasłużony
- Postów w temacie: 4
- Posty: 6384
- Rejestracja: 12 gru 2016, 21:50
- Lokalizacja: Opole
- Drukarka: LUME
- x 1455
Re: Piszczenie silników osi Z
Kroki osi Z liczy się z wzoru/kalkulatorem i nie ma tutaj co kalibrować. Jak nie będzie wyliczona wartość pasować to znaczy że coś Ci gubi kroki.
-
Adrian202
- Konto z ograniczeniami
- Postów w temacie: 61
- Posty: 204
- Rejestracja: 14 paź 2017, 23:50
- Lokalizacja: Poznań
- Drukarka: P3STEEL v4 Custom
- x 3
- Kontakt:
Re: Piszczenie silników osi Z
Tak oś Z ustawiałem według wzoru dla tego napędu i ma 10.10 a osie X i Y mają 19,9mm pewnie dlatego, ze jest za mało filamentu.
Docisnę zębatkę i zrobię test na kostce 20x20x10 i dwóch ścianach
Chwila a może to dlatego, ze miałem ustawione top/bottom thickness na 0mm ale 3 warstwy no ale w tym momencie powinien robić warstwy według ustalenia głównego czyli 0.1 x 3 warstwy tak ??
Docisnę zębatkę i zrobię test na kostce 20x20x10 i dwóch ścianach
Chwila a może to dlatego, ze miałem ustawione top/bottom thickness na 0mm ale 3 warstwy no ale w tym momencie powinien robić warstwy według ustalenia głównego czyli 0.1 x 3 warstwy tak ??
Czym się różni mężczyzna od dziecka ??
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4
Ceną jego zabawek
P3STEEL v4 Rama stalowa 3mm MakerGal Ramps 1.4