Wydruki z flexów - jakiś model testowy
-
Krzys59

- Postów w temacie: 9
- Posty: 60
- Rejestracja: 23 sie 2016, 12:47
- Lokalizacja: Kraków
- Drukarka: 3DGence M200 Prusa3
- x 7
- Kontakt:
Re: Wydruki z flexów - jakiś model testowy
Wyższa temperatura? Rozumując prosto, przy wyższej temperaturze guma się będzie bardziej lała i nitek będzie więcej. Nie., nie mówię, że mam rację, tylko głośno myślę 
-
TDI-CAD

- Postów w temacie: 1
- Posty: 1547
- Rejestracja: 19 kwie 2016, 19:27
- Lokalizacja: Wrocław
- Drukarka: K1C, Gate 1 fiber
- x 569
Re: Wydruki z flexów - jakiś model testowy
Model bardzo trudny w druku. Jak dla mnie jest ok, zauważ że nitki pojawiają się powyżej połowy modelu.
Zmniejszyłbym flow z 1.04 do 0,95 bo dolna warstwa przelana.
Dodatkowo prędkość retrakcji do ok 45mm/s
Zmniejszyłbym flow z 1.04 do 0,95 bo dolna warstwa przelana.
Dodatkowo prędkość retrakcji do ok 45mm/s
-
FlameRunner

- Zasłużony
- Postów w temacie: 4
- Posty: 6568
- Rejestracja: 15 kwie 2016, 21:26
- x 2056
Re: Wydruki z flexów - jakiś model testowy
Tak. Ja rozumuję, że przy zbyt niskiej temperaturze flex się bardziej "ciągnie" z dyszy.Krzys59 pisze:Wyższa temperatura?
bafunio
-
dziobu

- Zasłużony
- Postów w temacie: 9
- Posty: 8943
- Rejestracja: 28 gru 2016, 16:38
- Drukarka: ZMorph 2.0(S)
- x 5873
- Kontakt:
Re: Wydruki z flexów - jakiś model testowy
Ostatnio z gumy drukuję dość dużo. Z czasów kalibracji mam takie oto zdjęcie:Krzys59 pisze:Jak widać na zdjęciu ilość nitek spora.
Mimo tego że jest masa włosków i ogólnie test wygląda tragicznie to na prawdziwych wydrukach tego zwyczajnie nie ma. Powód jest prosty - z gumy nie robi się takich wydruków
Ale wracając do wydruku:
w Dreamerze (direct) mam takie parametry:
- test.png (8.39 KiB) Przejrzano 3286 razy
Nie pytajcie czemu 6.5mm. Zwyczajnie DOPIERO przy tylu większe detale wychodzą dobrze. Zrobiłem dość dużo testów żeby to sprawdzić.
Aha - nadmuch 100%. Koniecznie. Dreamer ma beznadziejne chłodzenie wydruki i obstawiam że to powód połowy włosków. W Zmorphie dużo dało dołożenie drugiego wentylatora.
Także ku pokrzepieniu - zanim zaczniesz cudować z tuningiem upewnij się że faktycznie taki poziom detali będzie Ci potrzebny. Masz dyszę 0.5, czyli jeszcze stopień trudniej. Możliwe że zwyczajnie wiele więcej nie zdziałasz.
Potem puszczę ten test z DD TPU bo przyznam że nie wiem jak mi wyjdzie. Wydruki wychodzą niemal idealnie także będzie porównanie.
Abys
Pozdrawiam
Paweł
Projekty: ELF | AVAT 01 | HotPlate-1
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
Paweł
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
-
Krzys59
- Postów w temacie: 9
- Posty: 60
- Rejestracja: 23 sie 2016, 12:47
- Lokalizacja: Kraków
- Drukarka: 3DGence M200 Prusa3
- x 7
- Kontakt:
Re: Wydruki z flexów - jakiś model testowy
Dzięki za informację o długiej i szybkiej retrakcji, zdecydowanie poprawiło jakoś wydruku, delikatne nitki są, ale przy gumie to raczej jest nieuniknione. Zrobiłem sobie inny model do testowania, bo masz rację, te z początku wątku to nie do gumy.
Jakoś w mojej głowie siedziało, że duża i szybka retrakcja na gumopodobnych filamentach to proszenie się o zwijanie na radełku, dlatego nawet nie próbowałem iść w tym kierunku.
Na dyszy 0,5 bezproblemowo poszło, 3dGence One, retraction distance 5,1, speed 60
Mam jeszcze pytanie o Extrusion width, które pokazałeś w ustawieniach. Dysza 0,4 a ten parametr 0,3 - pytanie proste - dlaczego tak? Zwykle zalecenia są aby ten parametr był większy niż dysza, 120-130%, ja mam 100-105% i wydawało mi się że jest ok, a tu widzę 75% - dlaczego zastosowałeś taki parametr?
Jakoś w mojej głowie siedziało, że duża i szybka retrakcja na gumopodobnych filamentach to proszenie się o zwijanie na radełku, dlatego nawet nie próbowałem iść w tym kierunku.
Na dyszy 0,5 bezproblemowo poszło, 3dGence One, retraction distance 5,1, speed 60
Mam jeszcze pytanie o Extrusion width, które pokazałeś w ustawieniach. Dysza 0,4 a ten parametr 0,3 - pytanie proste - dlaczego tak? Zwykle zalecenia są aby ten parametr był większy niż dysza, 120-130%, ja mam 100-105% i wydawało mi się że jest ok, a tu widzę 75% - dlaczego zastosowałeś taki parametr?
-
dziobu
- Zasłużony
- Postów w temacie: 9
- Posty: 8943
- Rejestracja: 28 gru 2016, 16:38
- Drukarka: ZMorph 2.0(S)
- x 5873
- Kontakt:
Re: Wydruki z flexów - jakiś model testowy
Bo zwyczajnie taka mi wyszła szerokość ścieżki. Co ciekawe - nie tylko w tej drukarce mam mniejszą niż średnica dyszy. Zgadzam się że jest to bez sensu, no ale..wydruki wychodzą idealne.
Opracowałem (pewnie nie ja ale że nie czytuję portali branżowych to nie mam żadnego źródła informacji) sobie prosty algorytm kalibracji, skalibrowałem testowo wszystkie drukarki i jak na razie wygląda to super. W końcu wszystkie wymiary zewnętrzne mam zachowane z dokładnością chyba już jadącą po bandzie - max +/-0.02mm. Wewnętrzne mam powtarzalnie zalane o ~0.15 (dla dyszy 0.4mm). Także jest dobrze.
Do tego wydruki wychodzą znacznie ładniejsze, nie nadlewam już materiału jak chcę dodatkową wytrzymałość, wyraźnie i powtarzalnie widzę różnice 2-3% w przepływie między głowicami (różne zużycie, docisk, radełka inaczej zjechane, itp).
Co więcej - bez żadnych modyfikacji (szlifowanie/wiercenie) zaczęły mi pasować wydruki między drukarkami.
Także mniejsza szerokość ścieżki mi zupełnie nie przeszkadza")
Tak wygląda guma (3DColor):
Dopasowanie rozmiarów - w projekcie mam na styk. Pasuje idealnie. DD ASA
(bez żadnej obróbki; jeszcze nawet na rafcie)
Opracowałem (pewnie nie ja ale że nie czytuję portali branżowych to nie mam żadnego źródła informacji) sobie prosty algorytm kalibracji, skalibrowałem testowo wszystkie drukarki i jak na razie wygląda to super. W końcu wszystkie wymiary zewnętrzne mam zachowane z dokładnością chyba już jadącą po bandzie - max +/-0.02mm. Wewnętrzne mam powtarzalnie zalane o ~0.15 (dla dyszy 0.4mm). Także jest dobrze.
Do tego wydruki wychodzą znacznie ładniejsze, nie nadlewam już materiału jak chcę dodatkową wytrzymałość, wyraźnie i powtarzalnie widzę różnice 2-3% w przepływie między głowicami (różne zużycie, docisk, radełka inaczej zjechane, itp).
Co więcej - bez żadnych modyfikacji (szlifowanie/wiercenie) zaczęły mi pasować wydruki między drukarkami.
Także mniejsza szerokość ścieżki mi zupełnie nie przeszkadza
Tak wygląda guma (3DColor):
Pozdrawiam
Paweł
Projekty: ELF | AVAT 01 | HotPlate-1
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
Paweł
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
-
JGFTW
- Drukarz
- Postów w temacie: 3
- Posty: 1355
- Rejestracja: 14 sie 2019, 05:19
- Lokalizacja: Wrocław
- Drukarka: Ender 3 v3 SE
- x 732
Re: Wydruki z flexów - jakiś model testowy
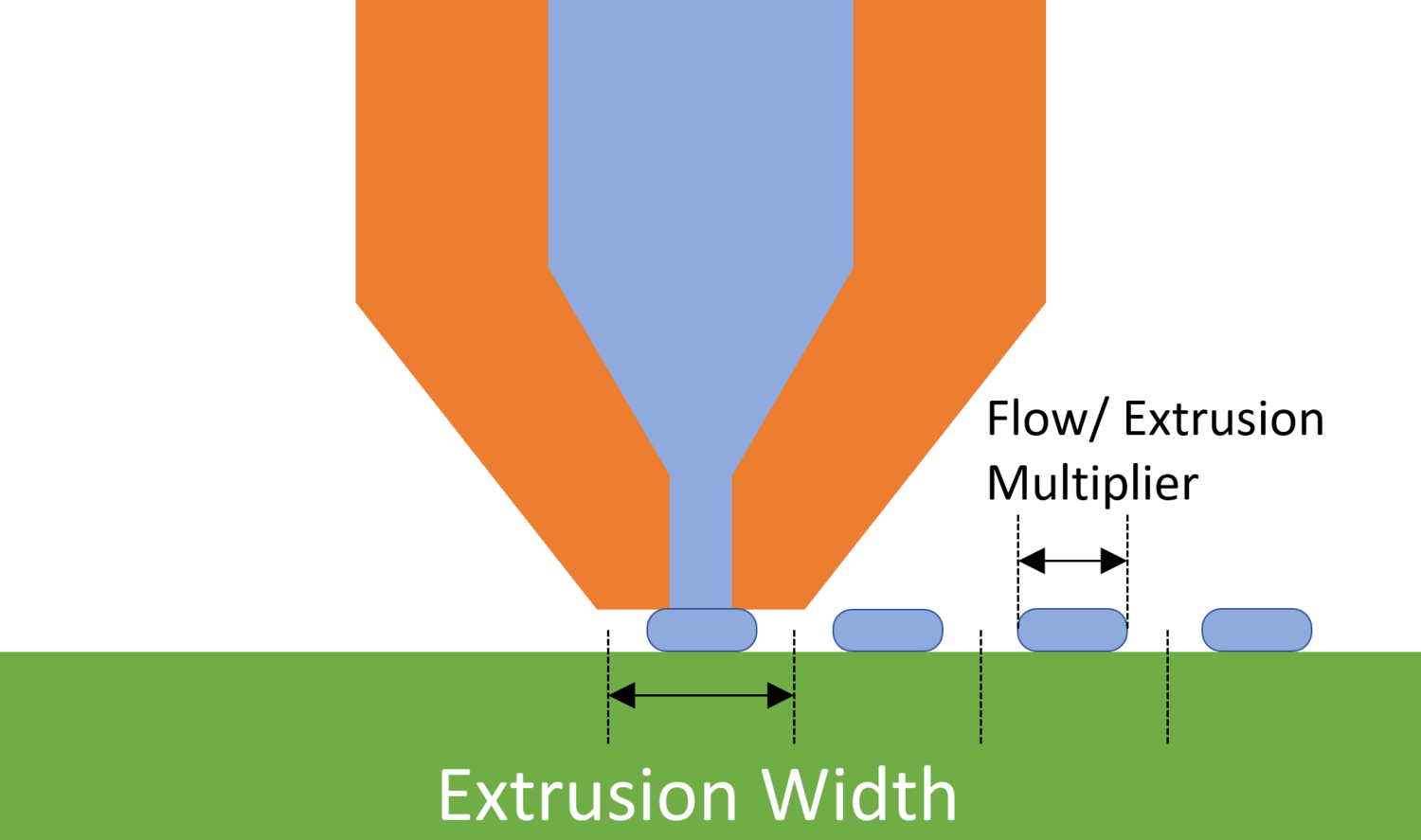
Szerokośc ekstruzji generalnie jesto to parametr, który powinien być dostosowywany do szerokości ścianek jakie występują w modelu, np 1.2mm grubości to 4 ścianki przy parametrze ustawionym na 0.3mm wtedy nie powinno być "niedolania" plastiku lub w odwrotną stronę
Ja traktuje ten parametr podobnie jak wysokość warstwy, tylko oczywiście wszerz. Warto zapamiętać, że ekstrusion width nie ma wpływu na ilość podawanego filamentu stąd jest to inny parametr niż extrusion multiplier.
bardzo dobrze przedstawia to poniższa grafika :
Ostatnio CNCKitchen wypuścił bardzo fajny filmik objaśniajac ten parametr :
źródło: https://www.youtube.com/watch?v=9YaJ0wSKKHA
Masz tu ewentualnie w formie wpisu na blogu, stąd też jest zamieszczona przeze mnie grafika :
https://www.cnckitchen.com/blog/the-eff ... -3d-prints
Automatyczne ustawienie tej wartości w S3D to po prostu 1.2 * szer dyszy - przyjmuja taka wartość ponieważ spowoduję ona , że ścieżka filamentu zostanie nie tylko rozsmarowana ale także wciśnieta w dół i warstwy będą lepiej do siebie przylegać - przy czym konkretnie 120% -130% procent wywodzi się z obliczeń oraz obserwacji i jest pewnym uproszczeniem dlatego należy to sobie dopasować (również do filamentu), nie znalazłem nigdzie dokładnych informacji jak jest liczone bo to w końcu zamkniętyoźródłowy program (dokładne algorytmy są całą jego wartością) ale zdroworozsadkowo patrząc jest to relacja pomiedzy szerokością ścieżki filamentu a wysokością warstwy dla danej dyszy, tak żeby pole przylegania było szersze niż wyższe.
Ja traktuje ten parametr podobnie jak wysokość warstwy, tylko oczywiście wszerz. Warto zapamiętać, że ekstrusion width nie ma wpływu na ilość podawanego filamentu stąd jest to inny parametr niż extrusion multiplier.
bardzo dobrze przedstawia to poniższa grafika :
Ostatnio CNCKitchen wypuścił bardzo fajny filmik objaśniajac ten parametr :
źródło: https://www.youtube.com/watch?v=9YaJ0wSKKHA
Masz tu ewentualnie w formie wpisu na blogu, stąd też jest zamieszczona przeze mnie grafika :
https://www.cnckitchen.com/blog/the-eff ... -3d-prints
Automatyczne ustawienie tej wartości w S3D to po prostu 1.2 * szer dyszy - przyjmuja taka wartość ponieważ spowoduję ona , że ścieżka filamentu zostanie nie tylko rozsmarowana ale także wciśnieta w dół i warstwy będą lepiej do siebie przylegać - przy czym konkretnie 120% -130% procent wywodzi się z obliczeń oraz obserwacji i jest pewnym uproszczeniem dlatego należy to sobie dopasować (również do filamentu), nie znalazłem nigdzie dokładnych informacji jak jest liczone bo to w końcu zamkniętyoźródłowy program (dokładne algorytmy są całą jego wartością) ale zdroworozsadkowo patrząc jest to relacja pomiedzy szerokością ścieżki filamentu a wysokością warstwy dla danej dyszy, tak żeby pole przylegania było szersze niż wyższe.
-
dziobu
- Zasłużony
- Postów w temacie: 9
- Posty: 8943
- Rejestracja: 28 gru 2016, 16:38
- Drukarka: ZMorph 2.0(S)
- x 5873
- Kontakt:
Re: Wydruki z flexów - jakiś model testowy
Tak, znam to. Wiem że ścieżka powinna być szersza niż dziura w dyszy, wiem dlaczego, itp.
Problem w tym że Dreamer (z gumami) okazał się oporny na tego typu podejście; wydruki były albo dziurawe albo paskudnie dolane. Po sprawdzeniu dyszy (i tym że wiertło 0.4 wchodzi) postanowiłem zaszaleć z węższą ścieżką. I się opłaciło.
Moje podejście jest niezgodne z ogólnie przyjętymi zwyczajami i wyobrażeniami, większością artykułów (jak tym wspomnianym) i zdrowym rozsądkiem, niemniej wydruki mam na tyle dobre na wszystkich drukarkach że nie będę narzekał. Ale popularyzował tego podejścia też nie, przynajmniej dopóki nie ogarnę co i dlaczego
btw
Skoro szerokość ścieżki dopasowujesz do grubości ścian w modelu, to modyfikujesz też proporcjonalnie flow?
Problem w tym że Dreamer (z gumami) okazał się oporny na tego typu podejście; wydruki były albo dziurawe albo paskudnie dolane. Po sprawdzeniu dyszy (i tym że wiertło 0.4 wchodzi) postanowiłem zaszaleć z węższą ścieżką. I się opłaciło.
Moje podejście jest niezgodne z ogólnie przyjętymi zwyczajami i wyobrażeniami, większością artykułów (jak tym wspomnianym) i zdrowym rozsądkiem, niemniej wydruki mam na tyle dobre na wszystkich drukarkach że nie będę narzekał. Ale popularyzował tego podejścia też nie, przynajmniej dopóki nie ogarnę co i dlaczego
btw
Skoro szerokość ścieżki dopasowujesz do grubości ścian w modelu, to modyfikujesz też proporcjonalnie flow?
Pozdrawiam
Paweł
Projekty: ELF | AVAT 01 | HotPlate-1
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
Paweł
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
-
FlameRunner
- Zasłużony
- Postów w temacie: 4
- Posty: 6568
- Rejestracja: 15 kwie 2016, 21:26
- x 2056
Re: Wydruki z flexów - jakiś model testowy
JGFTW pisze:Warto zapamiętać, że ekstrusion width nie ma wpływu na ilość podawanego filamentu stąd jest to inny parametr niż extrusion multiplier.
Przecież slicery przeliczają ilość materiału proporcjonalnie do szerokości ścieżki?dziobu pisze:Skoro szerokość ścieżki dopasowujesz do grubości ścian w modelu, to modyfikujesz też proporcjonalnie flow?
-
dziobu
- Zasłużony
- Postów w temacie: 9
- Posty: 8943
- Rejestracja: 28 gru 2016, 16:38
- Drukarka: ZMorph 2.0(S)
- x 5873
- Kontakt:
Re: Wydruki z flexów - jakiś model testowy
S3D przelicza. Ale nie wiem jak bo poza wazami nie mam sukcesów w modyfikowaniu tej wartości z modelu na model.
Pozdrawiam
Paweł
Projekty: ELF | AVAT 01 | HotPlate-1
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
Paweł
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne