MPCNC Double Belt - dziennik budowy JGFTW
Re: MPCNC Double Belt - dziennik budowy JGFTW
Ja w swojej frezarce nie mam krańcówek i nigdy nie odczułem potrzeby ich posiadania. Zawsze bazuję maszynę na detalu.
cardjunk
-
JGFTW
- Drukarz
- Postów w temacie: 24
- Posty: 1338
- Rejestracja: 14 sie 2019, 05:19
- Lokalizacja: Wrocław
- Drukarka: Ender 3 v3 SE
- x 710
Re: MPCNC Double Belt - dziennik budowy JGFTW
Jak masz dużą robotę wymagającą zmiany frezów w trakcie to ciężko "na oko" ustalić powtarzalną pozycję - chyba, że masz jakiś system ?
Pewnie zależy też od budowy frezarki.
Ja daje krańcówki, bo wydaje mi się to duże ułatwienie i jest to jedna rzecz mniej o którą będę się martwił czy może pójść nie tak. Dodatkowo zbudowałem to trochę na zasadzie drukarek 3d i te endstopy wydają mi się poprzez to naturalne, choć pewnie w CNC to nie jest oczywiste i może nawet niepotrzebne.
Natomiast główny powód dla którego postanowiłem dać po 2 (Dual Endstop) to, żeby zerować pozycje dla każdego silnika na każdej z osi tak żeby automatycznie ustawiały się prostopadle ( Auto Square : https://www.v1engineering.com/auto-squa ... -endstops/ )
Mimo to pewnie też będę przy jakichś prostych robotach bazował w oparciu o fizyczne położenie detalu.
Pewnie zależy też od budowy frezarki.
Ja daje krańcówki, bo wydaje mi się to duże ułatwienie i jest to jedna rzecz mniej o którą będę się martwił czy może pójść nie tak. Dodatkowo zbudowałem to trochę na zasadzie drukarek 3d i te endstopy wydają mi się poprzez to naturalne, choć pewnie w CNC to nie jest oczywiste i może nawet niepotrzebne.
Natomiast główny powód dla którego postanowiłem dać po 2 (Dual Endstop) to, żeby zerować pozycje dla każdego silnika na każdej z osi tak żeby automatycznie ustawiały się prostopadle ( Auto Square : https://www.v1engineering.com/auto-squa ... -endstops/ )
Mimo to pewnie też będę przy jakichś prostych robotach bazował w oparciu o fizyczne położenie detalu.
-
dziobu

- Zasłużony
- Postów w temacie: 1
- Posty: 8940
- Rejestracja: 28 gru 2016, 16:38
- Drukarka: ZMorph 2.0(S)
- x 5872
- Kontakt:
Re: MPCNC Double Belt - dziennik budowy JGFTW
Ja mam krańcówki tylko z jednej strony i w zasadzie zawsze po starcie lecę najpierw do nich. Powód jest prosty - program pilnuje żebym wrzecionem nie wyjechał tam gdzie nie powinienem niezależnie od tego co chce zrobić program/użytkownik i gdzie zabazował się podczas pracy.
Wiem że przy frezarce się siedzi, ale ja lubię sprzęty idiotoodporne.
Wiem że przy frezarce się siedzi, ale ja lubię sprzęty idiotoodporne.
Pozdrawiam
Paweł
Projekty: ELF | AVAT 01 | HotPlate-1
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
Paweł
Drukarki: Flsun i3 Plus | Flsun G | Kossel | FF Dreamer | Monoprice MP Mini | Copymaster3D Pro 500 | AIO Robotics ZEUS | Zmorph 2.0 | Climber 7
Też fajne: Wydruki | Moje twory w 3D | Inne
Re: MPCNC Double Belt - dziennik budowy JGFTW
Ja zeruję zawsze na elemencie. Zależy to od tego co robię ale zazwyczaj jest do lewy "dolny" róg. Zmianę narzędzia ustawiam w programie. Po wykonaniu danej czynności program zatrzymuje się i czeka na wymianę frezu. Odjeżdżam wtedy na dogodną pozycję ręcznie (za pomocą strzałek w programie) wymieniam frez jadę na element i ustawiam jego wysokość (za pomocą czujnika). Po tym wszystkim mogę kliknąć "play". Program cały czas pamięta gdzie jest element i sam sobie go znajduje. Dodatkowo sam nanosi poprawkę na jego średnicę.
Nie montowałem krańcówek bo nie chciałem się bawić w możliwe zakłócenia.
Nie montowałem krańcówek bo nie chciałem się bawić w możliwe zakłócenia.
-
JGFTW
- Drukarz
- Postów w temacie: 24
- Posty: 1338
- Rejestracja: 14 sie 2019, 05:19
- Lokalizacja: Wrocław
- Drukarka: Ender 3 v3 SE
- x 710
Re: MPCNC Double Belt - dziennik budowy JGFTW
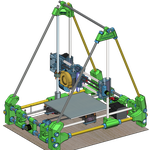
Kolejny wpis podsumowujący parę ostatnich dni;
Otóż zaraz po zmontowaniu ramy postanowiłem przykręcić silniki
( i tutaj otwór 22mm jest trochę mało poszerzony i trzeba bardzo równo wkręcać śruby, żeby silnik nie był przekrzywiony - poprawię trochę ten model przed wydrukowaniem go z petg )
Zaraz po tym przymiarka paska :
Pasek jest bardzo wytrzymały i wygląda na porządny - wybrałem wersje bez włókien stalowych.
Dobrym patentem wydało mi się zamontowanie miary krawieckiej, żeby określić długość paska :
Wygląda na to, że górny będzie wystarczający o długości 75cm
Dolny o długości 65cm powinien równiez wystarczyć.
Poprzednio wspominałem o wierceniu w rurach prowadzących oś Z.
Za pierwszym razem wziąłem zwykłe wiertła do "metalu". Po 15-20 minutach wiercenia udało mi sie załatwić pierwszy otwór, ale wiertło się stępiło i wiercenie szybszymi obrotami nie przekonało kolejnego otworu do poddania się Kupiłem więc specjalnie do nierdzewki wiertła kobatlowe (HSSCo).
Kupiłem więc specjalnie do nierdzewki wiertła kobatlowe (HSSCo).
Po kolejnych 2 godzinach miałem pozostałe 3 otwory. Wyszło dokładnie tak jak można było się spodziewać przy ręcznym wierceniu i narastającym poirytywaniu upływającym czasem wiercenia.
Jak już wspomniałem o tym rosnącym poirytowaniu to można łatwo wywnioskowac, które otwory były wiercone najpierw, a które później ")
W mojej ocenie wiercenie szło gorzej (dłużej) niż tymi żółtymi (chyba HSS), które kiedyś dostałem do wkrętarki - nachodzi mnie myśl, że może trzeba było kupić parę tych lipnych po taniości i załatwić temat 1 otwór jedno wiertło, czasowo wyszłoby lepiej na pewno.
Liczyłem, że pójdzie mi ogólnie dużo lepiej
... ale że już jest jak jest to postanowiłem zacząć składać oś Z:
i tu okazało się że jest bardzo nierówno i po głębszym zbadaniu dlaczego okazało się, że to "ładniejsze" otwory są pod złym kątem i dociśnięcie śrubami elementu drukowanego wyginają płaszczyzne, ale wiem już co trzeba zrobić muszę "podnieść" te otwory i bedzie ok - zacząłem tą operację i po kolenych 30-40 minutach udało mi sie TROCHĘ podnieść i już dużo pomogło.
Postanowiłem, że nie mogę na to narazie patrzeć i tylko przymierze nowo wydrukowany element mocowania silnika frezarki :
Jestem pod wielkim wrażeniem jak wytrzymałe wyszło mocowanie - PETG DD Czarny 250/75, 3 ścianki i 30% wypełnienia.
https://www.thingiverse.com/thing:2119491
Kontynuując składanie zamodelowałem wsporniki do łatwego zaznaczenia otworów
Otóż zaraz po zmontowaniu ramy postanowiłem przykręcić silniki
Dobrym patentem wydało mi się zamontowanie miary krawieckiej, żeby określić długość paska :
Poprzednio wspominałem o wierceniu w rurach prowadzących oś Z.
Za pierwszym razem wziąłem zwykłe wiertła do "metalu". Po 15-20 minutach wiercenia udało mi sie załatwić pierwszy otwór, ale wiertło się stępiło i wiercenie szybszymi obrotami nie przekonało kolejnego otworu do poddania się
Po kolejnych 2 godzinach miałem pozostałe 3 otwory. Wyszło dokładnie tak jak można było się spodziewać przy ręcznym wierceniu i narastającym poirytywaniu upływającym czasem wiercenia.
W mojej ocenie wiercenie szło gorzej (dłużej) niż tymi żółtymi (chyba HSS), które kiedyś dostałem do wkrętarki - nachodzi mnie myśl, że może trzeba było kupić parę tych lipnych po taniości i załatwić temat 1 otwór jedno wiertło, czasowo wyszłoby lepiej na pewno.
Liczyłem, że pójdzie mi ogólnie dużo lepiej
... ale że już jest jak jest to postanowiłem zacząć składać oś Z:
Postanowiłem, że nie mogę na to narazie patrzeć i tylko przymierze nowo wydrukowany element mocowania silnika frezarki :
https://www.thingiverse.com/thing:2119491
Kontynuując składanie zamodelowałem wsporniki do łatwego zaznaczenia otworów
Abys
-
aaannnd

- Drukarz
- Postów w temacie: 1
- Posty: 453
- Rejestracja: 29 sie 2018, 14:00
- Lokalizacja: KRK-PD
- Drukarka: Ender 3
- x 234
-
JGFTW
- Drukarz
- Postów w temacie: 24
- Posty: 1338
- Rejestracja: 14 sie 2019, 05:19
- Lokalizacja: Wrocław
- Drukarka: Ender 3 v3 SE
- x 710
Re: MPCNC Double Belt - dziennik budowy JGFTW
c.d.
Po zaznaczeniu otworów profilu, postanowiłem, że najpierw wywierce mniejszym wiertłem (3.2mm) ewentualnie kompensując nierówności a nastepnie większym, docelowym 5mm, ale pierwsze przymiarki szybko pokazały mi, że ręcznie będzie znowu tak krzywo jak z tymi rurami (na co mój limit akceptowalnej fuszerki w tej maszynie już nie zezwala), jednak pomimo łatwiejszej geometrii (do utrzymania prostopadłości) wiertło mi ucieka na tyle, że wiem że otwór nie będzie wycentrowany.
Postanowiłem więc sprawdzić prasy wiertarskie na OLX - ale znalazłem tylko takie za ok. 500 zł
Więc postanowiłem na szybko zamodelować taką DIY prasę do Dremla ( a konkretniej narzędzia uniwerslanego z Lidla ).
Zrobiłem niekompletny model, orientacyjnie, żeby wiedzieć co na pewno muszę dokupić ( brakuje mu tylko systemu dźwigni, ale wiedziałem, że zrobie to z prętów, łożysk, sprężyny i śrub mocujących sprężynę - miałem więc reszte w wyobraźni ) Puściłem elementy do druku i pojechałem do Liroya.
Zebrałem wszystkie te części i już miałem iść do kasy, ale przy wiertłach rzucił mi się w oczy on ... stojak wiertarski. Szybka kalkulacja w głowie i te fanty, które mam to wyjdzie z 50 zł i jeszcze dużo drukowania a tu za 65 metalowy, a za 130 jeszcze razem z imadłem, więc wybrałem ten drugi: https://www.leroymerlin.pl/elektronarze ... l2086.html
Na olxie i wyszukiwarce Liroya wpisywałem nie tą frazę zamiast prasa wiertarska z ang. (Drill press) powinienem szukac stojak albo stojak wiertarski. Także takie to tłumaczenie zdradliwe i do tego nieznajomość własnego języka, ale to akurat wina globalizacji, gdzie język trudniejszy jest zastępowany łatwiejszym oraz dodatkowo ekspozycji nań.
No to tylko zostało zamodelowanie adaptera ze średnicy dremla do tej w stojaku 43mm
Powyższe elementy wydrukowałem z Colorfabb XT zielony - 255/90, 2 ścianki i 20% wypełnienia - drukowałem je łącznie 1h40m i wyszło dobrze.
Złożyłem wszystko przystąpiłem do wiercenia...
... bardzo szybko dowiaduję się (poprzez brak jakichkolwiek wiórów, zgrzyt i sadzę na wiertle) , że to również jest stal nierdzewna a byłem przekonany że węglowa ...
Sprawdziłem zamówienie dla pewności Werdykt - 4 otwory to dużo roboty a teraz doszło jeszcze 16
No i tu dochodzimy do tego, że albo wymienię wiertła znowu na kobaltowe (wcześniej kupiłem tylko o średnicy 4mm) znajdę jakiś patent na wiercenie (bo wolne obroty i WD40 to chyba za mało) - poszukam w jakichś książkach technicznych albo od biedy na YT albo zlecę to jakiejś firmie ( czy po prostu komuś z odpowiednimi narzędziami). To są chyba moje jedyne opcję ( nielicząc przerobienia mocowania do profili, którym zaznaczałem otwory, tak żeby podtrzymywały listwę - bo to nie ma raczej racji bytu)
Zapewne starzy techniczni wyjadacze maja bekę, ale ktoś kto się zabiera za temat bez narzędzi ( słabe narzędzia z szerokopojętej Castoramy to wciąż brak narzędzi ) powinien przemyśleć kupienie już rur oraz profili dociętych na wymiar i z otworami - bo inaczej bedzie jak w dzisiejszych wpisach
PS. Wrzucam model tego niedokończonego DIY mocowania na dremla, może sie komuś przyda - jest tam .step
Po zaznaczeniu otworów profilu, postanowiłem, że najpierw wywierce mniejszym wiertłem (3.2mm) ewentualnie kompensując nierówności a nastepnie większym, docelowym 5mm, ale pierwsze przymiarki szybko pokazały mi, że ręcznie będzie znowu tak krzywo jak z tymi rurami (na co mój limit akceptowalnej fuszerki w tej maszynie już nie zezwala), jednak pomimo łatwiejszej geometrii (do utrzymania prostopadłości) wiertło mi ucieka na tyle, że wiem że otwór nie będzie wycentrowany.
Postanowiłem więc sprawdzić prasy wiertarskie na OLX - ale znalazłem tylko takie za ok. 500 zł
Więc postanowiłem na szybko zamodelować taką DIY prasę do Dremla ( a konkretniej narzędzia uniwerslanego z Lidla
Zebrałem wszystkie te części i już miałem iść do kasy, ale przy wiertłach rzucił mi się w oczy on ... stojak wiertarski. Szybka kalkulacja w głowie i te fanty, które mam to wyjdzie z 50 zł i jeszcze dużo drukowania a tu za 65 metalowy, a za 130 jeszcze razem z imadłem, więc wybrałem ten drugi: https://www.leroymerlin.pl/elektronarze ... l2086.html
Na olxie i wyszukiwarce Liroya wpisywałem nie tą frazę zamiast prasa wiertarska z ang. (Drill press) powinienem szukac stojak albo stojak wiertarski. Także takie to tłumaczenie zdradliwe i do tego nieznajomość własnego języka, ale to akurat wina globalizacji, gdzie język trudniejszy jest zastępowany łatwiejszym oraz dodatkowo ekspozycji nań.
No to tylko zostało zamodelowanie adaptera ze średnicy dremla do tej w stojaku 43mm
Złożyłem wszystko przystąpiłem do wiercenia...
Sprawdziłem zamówienie dla pewności
No i tu dochodzimy do tego, że albo wymienię wiertła znowu na kobaltowe (wcześniej kupiłem tylko o średnicy 4mm) znajdę jakiś patent na wiercenie (bo wolne obroty i WD40 to chyba za mało) - poszukam w jakichś książkach technicznych albo od biedy na YT albo zlecę to jakiejś firmie ( czy po prostu komuś z odpowiednimi narzędziami). To są chyba moje jedyne opcję ( nielicząc przerobienia mocowania do profili, którym zaznaczałem otwory, tak żeby podtrzymywały listwę - bo to nie ma raczej racji bytu)
Zapewne starzy techniczni wyjadacze maja bekę, ale ktoś kto się zabiera za temat bez narzędzi ( słabe narzędzia z szerokopojętej Castoramy to wciąż brak narzędzi ) powinien przemyśleć kupienie już rur oraz profili dociętych na wymiar i z otworami - bo inaczej bedzie jak w dzisiejszych wpisach
PS. Wrzucam model tego niedokończonego DIY mocowania na dremla, może sie komuś przyda - jest tam .step
- Załączniki
-
- dremel_drill_press.zip
- (863.65 KiB) Pobrany 171 razy
dziobu, Abys
-
panWiadr0

- Postów w temacie: 4
- Posty: 1255
- Rejestracja: 25 sty 2019, 14:06
- Drukarka: niesforny reprap
- x 839
Re: MPCNC Double Belt - dziennik budowy JGFTW
Trzy tygodnie temu wierciłem otwory m5 w płycie 10mm. Wolne obroty + chłodziwo + nowe świeże DOBRE wiertło HSS (3 > 4,2) i poszło.
JGFTW
No printer. No problem.
#fuckchineseshit
https://www.instagram.com/aretefab/
https://www.printables.com/pl/social/33 ... adro/about
#fuckchineseshit
https://www.instagram.com/aretefab/
https://www.printables.com/pl/social/33 ... adro/about
Re: MPCNC Double Belt - dziennik budowy JGFTW
Potrzebujesz wiertarki kolumnowej, takiej z lat 80.
Idź do jakiegoś ślusarza na wsi, wywierci za kilka zł albo za friko.
Dużo mocy, powoli i jak w masło.
Idź do jakiegoś ślusarza na wsi, wywierci za kilka zł albo za friko.
Dużo mocy, powoli i jak w masło.
JGFTW
Jeżeli przypadkiem podam ceny w GBP to sobie kolego, koleżanko, pomnóż razy pięć.
-
JGFTW
- Drukarz
- Postów w temacie: 24
- Posty: 1338
- Rejestracja: 14 sie 2019, 05:19
- Lokalizacja: Wrocław
- Drukarka: Ender 3 v3 SE
- x 710
Re: MPCNC Double Belt - dziennik budowy JGFTW
Dzięki wszystkim za (p)odpowiedzi, postanowiłem zastosować wszystkie wasze rady
Odnalazłem w garażu nową paczkę, wierteł HSS, dobrze wszystko zamocowałem, punktak, wolne obroty sporo siły i w chwilę, moment wywierciłem 5mm otwór, jednak był krzywo.
Zacząłem więc kolejne od 3.5mm wiertła i dość szybko (jakieś 20min) wywierciłem 3 kolejne otwory, ale przy czwartym upierdzieliłem to wiertło, bo jednak pomimo, że były one bardzo twarde to również kruche, więc to oraz fakt, że te otwory jednak ręczna wiertarą były krzywo i byłoby dużo poprawiania pilnikiem i 5mm wiertłem to jednak potrzebuję porządnego sprzętu ( bo ten mój dremel ma na najniższym poziomie wciąż za szybkie obroty i stojak się dlatego nie sprawdził, stąd musiałem wiercić ręcznie ).
Na upartego mógłbym wszystkie pozostałe otwory wywiercić, bo sposób już na to mam, ale zamiast się z tym szarpać dla słabego lub w najlepszym wypadku średniego efektu dam to komuś z odpowiednimi narzędziami. Trzeba pracować mądrze, a nie ciężko.
Dlatego za radą mcxmcx szukam w okolicy ślusarza lub kogoś z dostępem do wiertarki kolumnowej czy tego kalibru narzędziami.
Tymczasem zająłem się obudową na elektronikę;
Podczas planowania jak zamodelować pudło na elektronikę przypomniałem sobie że autor projektu Double Belt wrzucił to starego pudła po komputerze - sprawdziłem więc z ciekawości ile gęgają na allegro za taką obudowę i sortując kategorię obudowy po "rosnąco" znalazłem bardzo fajną od Lenovo Thinkcenter : https://allegro.pl/oferta/obudowa-deskt ... 8104380199
I to już z zasilaczem 12V 240w, co rozwiązuje 2 problemy (ja ją kupiłem chwilę wcześniej za 40 ale teraz podnieśli cenę o 5zł co wciąż jest lepiej niż modelować od zera, drukować wszystko, czekać i składać) dodatkowo ten sam sprzedawca ( na którego nie mogę narzekać, bo mimo że to pewnie jakiś demontaż to obudowa jest w bardzo dobrym stanie oraz wysłał bardzo szybko i dobrze zapakowany sprzęt ) ma również taką wersję bez zasilacza za ...
https://allegro.pl/oferta/obudowa-kompu ... 4291fbf951
9zł słownie dziewięć. LOL xD ( drugie spojrzenie ujawnia ukryty koszt w przesyłce o wartości 19zł, ale to wygląda na sklep wiec jak ktoś z Warszawy to sobie może podejść i kupić )
Przy czym przyznaję, że długo nie szukałem, praktycznie wybrałem z pierwszych ogłoszeń. Na pewno wielu z was znalazłoby lepsze oferty.
Tak wygląda pusta obudowa:
Dorobiłem tylko mocowanie podtrzymujące na MKS GEN L i RPI 3b z otworami pasujacymi do płyty gł. m-iTX i dmuchawą sunona skierowaną na sterowniki.
Wydrukowałem z Wolfix PLA ciemny zielony; 215/65, 2ścianki, 20% wypełnienia - drukowałem podsawę 9h.
Montując wszystko spróbowałem podłączyć przedni port usb z obudowy do RPI :
(mam nadzieję że zadziała )
Gotowa buda po zamknięciu prezentuje się tak:
Przedni panel ma ten włącznik tak trochę głupio wystający, bo ta cała buda będzie przymocowana do przedniej lewej nogi od stołu frontem, tak że całość ma być schowana i tylko ten guzik będzie wystawał na tyle żeby być łatwo dostępny zaraz pod blatem stołu - przynajmniej w założeniu
Docelowo raczej nie będzie tego wyświetlacza, dałem go tymczasowo, bo łatwiej jest enkoderem sterować ruchem osi, ale jak mam RPI to nie wiem czy będzie mi potrzebny na dłuższą mete
Na tym etapie kable od krańcówek oraz od silników nie są podłączone. Wciąż nie zdecydowałem czy zamontować czujnik pojemnościowy czy robić jakiś prosty układ zwarciowy (typu dwa aligatorki, jeden do blaszki i drugi do frezu - do takiego rozwiązania to chyba nie musiałbym nawet nic kupować bo wszystko to mam i wystarczyloby podpiąć kable bezposrednio do Z min czyli do S i GND)
Przy okazji ogarnąłem również strone programową :
Skonfigurowałem Marlina w oparciu o zamieszczony na stronie V1 engineering opis : https://www.v1engineering.com/marlin-firmware/
Okazuje się, że wykorzystują oni Marlina 2.0.x i trzeba go skompilować przez PlatformIO
Bardzo nie lubię tego IDE ( a właściwie wtyczki do IDE ) 2 godziny zajęło mi kompilowanie tego Marlina z czego ponad 1.5h próbowałem wybrać port, żeby móc nagrać FW na płytkę.
Okazuje się, że port jest zapisywany jako ciąg znaków w formie wzorca, a nie na sztywno (jako wskazanie konkretnego portu). Mimo, że w liście urządzeń jest adres zapisany na sztywno, który można sobie jednym kliknięciem zapisać i wkleić, gdzie potrzebne ... czyli nigdzie. Cały czas niepotrzebnie rozwiązywałem/szukałem rozwiązań błędów.
Zmiennej globalnej PLATFORMIO_UPLOAD_PORT oczywiście też zdaje sie nie przyjmować w ten sposób. Natomiast autodetekcja portu wybiera akurat nie ten co potrzeba ( wybiera pierwszy port, a jak sie ma laptopa to najprawdopodobniej bedzie wybierać moduł WIFI, bo z tego co kojarze to wlasnie bedzie pierwszy port jaki zostanie przypisany podczas uruchamiania systemu, zaraz po nim beda USB )
Rozwiązanie:
wpisujemy w sekcji środowiskowej [env] dla danej płytki np mega 2560 to [env:atmega2560]
upload_port = /dev/ttyUSB* ; Unix dla portu USB, jeżeli inny niz USB np ACMA to mozna sie upewnic znajdujać id poprzez "dmesg | grep tty*" w CLI
upload_port = COM[3] ; Windows - port 3
( https://docs.platformio.org/en/latest/p ... pload.html )
I jasne, jak teraz patrze na dokumentacje to sobie myślę : " nooo tak napisane jest jak byk w przykładzie ! "
Ale to błąd pewności wstecznej. Jak chciałem to zrobić za pierwszym razem to miałem wrażenie wielu sprzecznych informacji (jak to kopiowanie adresu urządzenia) i fakt ze na windowsie mozna wskazywać bezpośrednio urządzenie po porcie. Do tego lekkie przeoczenie szczegółów i parę godzin psu w 3d.
Trochę sobie pomarudziłem ale ostatecznie efekt jest ok :
Jeżeli ktoś będzie chciał config to mogę wrzucić jak upewnie się, że wszystko działa jak należy, czyli po pierwszym uruchomieniu.
Idąc za ciosem ogarnąłem też CncJS na RPI. I tu też jest pewien smutek, ponieważ nie udało mi sie zainstalować tego na Dietpi OS.
Chciałem więc skorzystać z Raspbiana "Buster" w wersji Lite ( CLI ), ale tak jak w poprzednich wersjach ( Stretch, Jessie, Wheezy ) nie udało mi się włączyć WIFI. Jestem teraz pewny, że WIFI bez GUI na Raspbianie (lite) to mit. Próbowałem przez iw / wpa_supplicant i ogólnie po kolei pierwsze wyniki wyszukiwania po hasle "linux wifi command line". Zawsze jakieś błędy i rozwiązania jednych rodzą inne - NIE POLECAM.
Strata czasu, jak chodzi o Raspbiana to tylko z GUI i jeżeli ktoś chcę trochę obniżyć zużycie pamięci i czas bootowania to proponuję ustawić w Raspbian Configuration -> System -> Boot * to CLI
Jak już się ma Raspiana to instalacja CncJS to jest zaledwie parę komend:
Dodatkowo można się pokusić o funkcję automatycznego włączania serwera CNC razem z RPI, ja wykorzystałem funkcji systemctl :
Robimy skrypt <nazwa>.system, np u mnie autorunCNC.system, o treści :
Kopiujemy go do foldery systemd :
Sprawdzamy czy działa
Działa to trzeba go włączyć :
No i gitara : mamy działający serwer CNC pod adresem i portem jak w Octoprincie, który elegancko włącza sie automatycznie razem z RPI.
(Domyślnie jest jest to port 8000 lub 8080, ale łatwiej jest zapamiętać ten sam co używany w Octoprincie)
Odnalazłem w garażu nową paczkę, wierteł HSS, dobrze wszystko zamocowałem, punktak, wolne obroty sporo siły i w chwilę, moment wywierciłem 5mm otwór, jednak był krzywo.
Zacząłem więc kolejne od 3.5mm wiertła i dość szybko (jakieś 20min) wywierciłem 3 kolejne otwory, ale przy czwartym upierdzieliłem to wiertło, bo jednak pomimo, że były one bardzo twarde to również kruche, więc to oraz fakt, że te otwory jednak ręczna wiertarą były krzywo i byłoby dużo poprawiania pilnikiem i 5mm wiertłem to jednak potrzebuję porządnego sprzętu ( bo ten mój dremel ma na najniższym poziomie wciąż za szybkie obroty i stojak się dlatego nie sprawdził, stąd musiałem wiercić ręcznie ).
Na upartego mógłbym wszystkie pozostałe otwory wywiercić, bo sposób już na to mam, ale zamiast się z tym szarpać dla słabego lub w najlepszym wypadku średniego efektu dam to komuś z odpowiednimi narzędziami. Trzeba pracować mądrze, a nie ciężko.
Dlatego za radą mcxmcx szukam w okolicy ślusarza lub kogoś z dostępem do wiertarki kolumnowej czy tego kalibru narzędziami.
Tymczasem zająłem się obudową na elektronikę;
Podczas planowania jak zamodelować pudło na elektronikę przypomniałem sobie że autor projektu Double Belt wrzucił to starego pudła po komputerze - sprawdziłem więc z ciekawości ile gęgają na allegro za taką obudowę i sortując kategorię obudowy po "rosnąco"
I to już z zasilaczem 12V 240w, co rozwiązuje 2 problemy (ja ją kupiłem chwilę wcześniej za 40 ale teraz podnieśli cenę o 5zł co wciąż jest lepiej niż modelować od zera, drukować wszystko, czekać i składać) dodatkowo ten sam sprzedawca ( na którego nie mogę narzekać, bo mimo że to pewnie jakiś demontaż to obudowa jest w bardzo dobrym stanie oraz wysłał bardzo szybko i dobrze zapakowany sprzęt ) ma również taką wersję bez zasilacza za ...
https://allegro.pl/oferta/obudowa-kompu ... 4291fbf951
9zł słownie dziewięć. LOL xD ( drugie spojrzenie ujawnia ukryty koszt w przesyłce o wartości 19zł, ale to wygląda na sklep wiec jak ktoś z Warszawy to sobie może podejść i kupić )
Przy czym przyznaję, że długo nie szukałem, praktycznie wybrałem z pierwszych ogłoszeń. Na pewno wielu z was znalazłoby lepsze oferty.
Tak wygląda pusta obudowa:
Montując wszystko spróbowałem podłączyć przedni port usb z obudowy do RPI :
Gotowa buda po zamknięciu prezentuje się tak:
Docelowo raczej nie będzie tego wyświetlacza, dałem go tymczasowo, bo łatwiej jest enkoderem sterować ruchem osi, ale jak mam RPI to nie wiem czy będzie mi potrzebny na dłuższą mete
Na tym etapie kable od krańcówek oraz od silników nie są podłączone. Wciąż nie zdecydowałem czy zamontować czujnik pojemnościowy czy robić jakiś prosty układ zwarciowy (typu dwa aligatorki, jeden do blaszki i drugi do frezu - do takiego rozwiązania to chyba nie musiałbym nawet nic kupować bo wszystko to mam i wystarczyloby podpiąć kable bezposrednio do Z min czyli do S i GND)
Przy okazji ogarnąłem również strone programową :
Skonfigurowałem Marlina w oparciu o zamieszczony na stronie V1 engineering opis : https://www.v1engineering.com/marlin-firmware/
Okazuje się, że wykorzystują oni Marlina 2.0.x i trzeba go skompilować przez PlatformIO
Bardzo nie lubię tego IDE ( a właściwie wtyczki do IDE ) 2 godziny zajęło mi kompilowanie tego Marlina z czego ponad 1.5h próbowałem wybrać port, żeby móc nagrać FW na płytkę.
Okazuje się, że port jest zapisywany jako ciąg znaków w formie wzorca, a nie na sztywno (jako wskazanie konkretnego portu). Mimo, że w liście urządzeń jest adres zapisany na sztywno, który można sobie jednym kliknięciem zapisać i wkleić, gdzie potrzebne ... czyli nigdzie. Cały czas niepotrzebnie rozwiązywałem/szukałem rozwiązań błędów.
Zmiennej globalnej PLATFORMIO_UPLOAD_PORT oczywiście też zdaje sie nie przyjmować w ten sposób. Natomiast autodetekcja portu wybiera akurat nie ten co potrzeba ( wybiera pierwszy port, a jak sie ma laptopa to najprawdopodobniej bedzie wybierać moduł WIFI, bo z tego co kojarze to wlasnie bedzie pierwszy port jaki zostanie przypisany podczas uruchamiania systemu, zaraz po nim beda USB )
Rozwiązanie:
wpisujemy w sekcji środowiskowej [env] dla danej płytki np mega 2560 to [env:atmega2560]
upload_port = /dev/ttyUSB* ; Unix dla portu USB, jeżeli inny niz USB np ACMA to mozna sie upewnic znajdujać id poprzez "dmesg | grep tty*" w CLI
upload_port = COM[3] ; Windows - port 3
( https://docs.platformio.org/en/latest/p ... pload.html )
I jasne, jak teraz patrze na dokumentacje to sobie myślę : " nooo tak napisane jest jak byk w przykładzie ! "
Ale to błąd pewności wstecznej. Jak chciałem to zrobić za pierwszym razem to miałem wrażenie wielu sprzecznych informacji (jak to kopiowanie adresu urządzenia) i fakt ze na windowsie mozna wskazywać bezpośrednio urządzenie po porcie. Do tego lekkie przeoczenie szczegółów i parę godzin psu w 3d.
Trochę sobie pomarudziłem ale ostatecznie efekt jest ok :
Idąc za ciosem ogarnąłem też CncJS na RPI. I tu też jest pewien smutek, ponieważ nie udało mi sie zainstalować tego na Dietpi OS.
Chciałem więc skorzystać z Raspbiana "Buster" w wersji Lite ( CLI ), ale tak jak w poprzednich wersjach ( Stretch, Jessie, Wheezy ) nie udało mi się włączyć WIFI. Jestem teraz pewny, że WIFI bez GUI na Raspbianie (lite) to mit. Próbowałem przez iw / wpa_supplicant i ogólnie po kolei pierwsze wyniki wyszukiwania po hasle "linux wifi command line". Zawsze jakieś błędy i rozwiązania jednych rodzą inne - NIE POLECAM.
Strata czasu, jak chodzi o Raspbiana to tylko z GUI i jeżeli ktoś chcę trochę obniżyć zużycie pamięci i czas bootowania to proponuję ustawić w Raspbian Configuration -> System -> Boot * to CLI
Jak już się ma Raspiana to instalacja CncJS to jest zaledwie parę komend:
Kod: Zaznacz cały
sudo apt-get install nodejs npm
sudo npm install --unsafe-perm -g cncjs
cncjs -p 5000
Robimy skrypt <nazwa>.system, np u mnie autorunCNC.system, o treści :
Kod: Zaznacz cały
[Unit]
Description=CNC start
After=network.target
[Service]
ExecStart=cnc -p 5000
WorkingDirectory=/home/pi/
StandardOutput=inherit
StandardError=inherit
Restart=always
User=pi
[Install]
WantedBy=multi-user.target
Kopiujemy go do foldery systemd :
Kod: Zaznacz cały
sudo cp autorunCNC.service /etc/systemd/system/autorunCNC.service
Kod: Zaznacz cały
sudo systemctl start autorunCNC.service Kod: Zaznacz cały
sudo systemctl enable autorunCNC.service (Domyślnie jest jest to port 8000 lub 8080, ale łatwiej jest zapamiętać ten sam co używany w Octoprincie)
dziobu, morf, Abys, Jackoboo