Strona 1 z 1
Piszczenie silników osi Z
: 18 lis 2017, 23:09
autor: Adrian202
Mam problem z dwoma silnikami an osi Z
Używam dwóch stepsticków w trybie łączonym, oba stepsticki mają dosłownie takie same napięcie ustawione i są to te same silniki.
Stepsticki to DRV8825 i używam ramps 1.4 a silniki to 42SHD0217-24B
https://www.banggood.com/5pcs-Nema17-St ... rehouse=CN
Zaznaczę, ze wszystkie silniki w maszynie są takie jak powyżej a tylko w tych mam taki problem
Gdy drukarka ustawi głowicę na jakiejś wysokości i utrzymuje tą pozycję oba silniki piszczą o bardzo wysokim tonie, oczywiście gdy silniki się obracają piszczenia niema lub nie jest słyszalne przez pracę silników. Te same silniki w pozostałych osiach nie mają tego problemu i działają w takiej samej konfiguracji.
Śruby osi Z to sie metryczne bo pewnie to ważna informacja.
Podejrzewam, że wyłączanie silników powoduje ocieranie o wydruk więc włączyłem je z powrotem ale godzina z tym dźwiękiem jest irytująca.
Pewnie zapytacie o napięcie na stepstickach wiec jest ustawione 1,2v na obu a pracują w ustawieniu 1/16 tak jak pozostałe.
Proszę o pomoc bo to chyba ostatni największy błąd w tej maszynie
Re: Piszczenie silników osi Z
: 18 lis 2017, 23:12
autor: Kopytko
Zmniejsz napiecie i sprawdz czy nie zgubi kroków. Tu taj tylko metoda prób i błędów, ew jeszcze mała regulacja stołu w górę lub w dół aby wyskoczyć poza mikrokrok ale tu trzeba mieć mega szczescie.
Re: Piszczenie silników osi Z
: 18 lis 2017, 23:30
autor: Adrian202
Stół poziomowałem cyfrowo bo ręcznie to katorga ale trochę ustawiłem ręcznie a potem z funkcji korygowałem.
Myślisz, ze to może być za mała lub za duża moc na stepsticku ??
Ludzie piszą o tych problemach ale nie znajdują rozwiązania.
Zobaczę czy dam radę ściągnąć jeden stepstick bo piszą o jumperach ale drukarka drukuje więc muszą być dobrze ustawione bo ustawienia są identyczne na wszystkich oprócz extrudera (inny stepstick)
Re: Piszczenie silników osi Z
: 18 lis 2017, 23:47
autor: Kopytko
Ale kombinujesz, zmniejsz prąd to zmniejszysz natężenie dzwięku, bo cewki dostaną mniej prądu i nie będą tak drżały. Jak zacznie gubić zwiększ o 0,05V i tak do oporu aż przestanie się gubienie. Jak będzie piszczeć to zmiana stepsticka na TMC2208 i po problemie.
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:00
autor: Adrian202
jumpery są ok.
Powiedz mi jeszcze w jakim zakresie mam regulować, w tej chwili jest 1.2v czy mam próbować zmniejszać np o 0.05v ??
Oraz czy mogę to robić na włączonym silniku ?? czy lepiej go wyłączyć i znowu obciążyć jak ustawię ??
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:02
autor: Kopytko
Zmniejsz na 0,8 V i sprawdz czy jest ok, jak źle ustawisz to tylko efektem będzie zgubienie kroków nic więcej.
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:06
autor: Adrian202
ja wiem, ze to proste pytanie ale jak się objawia gubienie kroków ?? tykaniem silnika ?? bo rozumiem, że obracając się omija jakiś krok i przeskakuje dalej ale jak to wygląda w realu ??
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:07
autor: Berg
dobrze zrozumiałem, że masz dwa silniki Z i dwa stepstiki Z?
ustawiłeś vref=1.2v ? czyli w dvr8825 to daje prąd 2.4A. Ze specyfikacji wynika, ze silniki masz 1.5A. Ustawia się zazwyczaj jakieś 75% prądu cewki.
To by znaczyło, że ustawiłeś dwa razy za duży prąd, jaką silniki mają temperaturę?
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:12
autor: Adrian202
O tym, ze się ustawia 75% mocy to nigdzie nei czytałem a to ważna informacja dla mnie.
Tylko silnik osi Y miał 50C, X miał 40C a reszta poniżej 35C oprócz Z bo się wyłączały to były zimne.
Według rezystora na DRV8825 i poradników 1.2v daje 1.5A i tak ustawiłem
Czyli jak to mam ustawić teraz ??
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:19
autor: Kopytko
Daj 0.6v na poczatek w takim razie.
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:22
autor: Adrian202
Według tego forum:
http://fabrykator.pl/board/viewtopic.php?f=31&t=965
(wybaczcie tylko taki znalazłem) dobrze ustawiłem
rezystory są R100 czyli 0.1Ohm
V-REF = 1.5 * 8 * 0.1 = 1.20 V
Jutro zmienię na mniejsze ale chciałbym byście dali mi więcej informacji czy porad o tym vref.
Ja wiem, ze tego pewnie było sporo ale wychodzi na to, ze każdy pisze inaczej na różnych stronach
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:28
autor: Adrian202
Ok widzę, ze częściej jest ten wzór co podał rafaljot więc widocznie trafiłem na złą stronę szukając wzoru

Jutro przestawię stepsticki i wydrukuję podstawę do silnika i sprawdzę
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:41
autor: Kopytko
Mnożnik to 5 przy DRV, nie 8.
Re: Piszczenie silników osi Z
: 19 lis 2017, 00:44
autor: dragonn
No brawo... ten wzór jest dla A4988
http://reprap.org/wiki/Pololu_stepper_driver_board dla DRV prawidłowe napięcie Vref dla 1.5A to będzie 0.75V
Re: Piszczenie silników osi Z
: 19 lis 2017, 01:21
autor: Adrian202
No właśnie a na tym forum pytali specyficznie o ten co ja mam
Nie mogłem wiedzieć tego bo to był pierwszy wzór jaki znalazłem.
No nic wiem, że dla tego od extrudera mam dobrze bo sprawdziłem na kilku stronach a te zaraz zmienię
Dziękuję to chyba największa tajemnica problemów z ta maszyną
Ale dzisiejszy wydruk wyszedł dobrze tylko musiałem bardziej sprężynę docisnąć od extrudera ale wydruk udany
Re: Piszczenie silników osi Z
: 19 lis 2017, 01:30
autor: Adrian202
Nie przepraszam, napięcie jest 0,75v wiec musiałem już to poprawić.
Zmieniłem na 0.7v dla osi Z i zobaczę co się dzieje
Re: Piszczenie silników osi Z
: 19 lis 2017, 01:38
autor: Adrian202
Pogrzebałem i dopiero przy 0,85v piszczenie ustało
pytanie czy dla osi Y zmniejszyć by się nie grzał silnik ??
Re: Piszczenie silników osi Z
: 19 lis 2017, 02:19
autor: Adrian202
No wiec na wszystkim łącznie z extruderem ustawiłem 70% mocy.
1,2 to była wartość dla extrudera tylko w dokumencie źle wpisałem (zamieniłem)
extruder działa na A4988 i miał ustawione 0,75 zamiast 1,2 a teraz ma 0,8. Niby mała różnica ale niech tak będzie
dla reszty jest 0,52v a dla osi Z 0,55v tak an wszelki wypadek
Piszczą strasznie denerwująco ale dopóki działają drukarka to to zostawię.
Co to dokładnie jest ten TMC2208 ?? pierwsze słyszę. Wszedzień polecali te co mam teraz ale z A4988 miałem cuda, jeden w ogóle nie działał, w drugim rozpadł się potencjometr
dopiero trzeci zadziałał jak trzeba i extruder działa znacznie ciszej
Re: Piszczenie silników osi Z
: 19 lis 2017, 06:28
autor: tig33r
DRV to straszny crap i wcale się nie zdziwię jest w ogóle nie wyeliminujesz tego piszczenia. Taki sterownik. Wymienić na jakiś tmc lub lv lub a4988.
Re: Piszczenie silników osi Z
: 19 lis 2017, 06:47
autor: McKee
Adrian202 pisze:Co to dokładnie jest ten TMC2208 ?? pierwsze słyszę.
Przejrzyj forum, nie zadawaj pytań na które wielokrotnie była udzielana odpowiedź.
U góry w prawym rogu masz takie pole "szukaj" - wpisz tam TMC2208.
Naprawdę warto przejrzeć starsze wątki - jest dużo różnych ciekawych i przydatnych informacji.
Zadając pytania o problemy dowiesz się mniej (bo nie wiesz jakie pytania zadawać).
Jakie stepstiki są polecane na różne osie i na extruder (bo nie wszędzie te same
")
) było pisane w wielu miejscach.
Re: Piszczenie silników osi Z
: 19 lis 2017, 12:38
autor: Adrian202
Tak ale zrozum, że czasy się zmieniają, rok temu mogło nie być jakiegoś modelu.
To widać po samych extruderach, raczej rok temu Tytana nikt nie znał.
Nieważne, pytałem z ciekawosci
Re: Piszczenie silników osi Z
: 19 lis 2017, 13:49
autor: Adrian202
No więc na steperze od extrudera napięcie było ustawione na 0,75v a powinno być 1,2v dla 100% mocy więc ostawiłem 1v i zębatka skacze w ekstruderze więc myślę, że jest to problem z extruderem a nie mocą albo czymś innym. Puki drukuje jest dobrze ale tytan musi być.
Aktualnie drukarka drukuje i to najważniejsze a podczas pracy drukarki piszczenie silników aż tak nie denerwuje
Re: Piszczenie silników osi Z
: 19 lis 2017, 14:22
autor: Kopytko
PRzeczytaj co napisałeś:P
Re: Piszczenie silników osi Z
: 19 lis 2017, 14:24
autor: McKee
Jeżeli zębatka skacze w ekstruderze to nie jest dobrze (o, Kopytko mnie ubiegł).
O TMC2208 rok temu też nikt nie słyszał - naprawdę nie musisz się tak daleko cofać (choć warto, bo dużo podstawowych informacji jest właśnie w starszych wątkach i na starym reprapowie (mojreprap.pl)).
Re: Piszczenie silników osi Z
: 19 lis 2017, 16:25
autor: Adrian202
Kopytko pisze:PRzeczytaj co napisałeś:P
W jakim sensie ??
Chodzi o błędy ?? Od jakiegoś czasu mam problemy z pisaniem na klawiaturze i albo to błąd w windowsie albo mam dysklawiaturię
Tak zębatka skacze ale skacze od początku jak zbudowałem drukarkę wiec to nic nowego i jest już o tym temat a także kolejny w którym wywnioskowano bym kupił extruder Tytan
Podstawy trochę ogarnąłem w końcu drukarka drukuje ale sory ja tak jak wy się z drukarką pod ręką nie urodziłem
Re: Piszczenie silników osi Z
: 19 lis 2017, 16:36
autor: Kopytko
Ogólnie napisałeś , że było ok, potem ,ze jest już tez ok, potem ,ze skacze i ze ok ale dalej skacze:P
Czyli wiadomo ,że nic nie wiadomo:P
Re: Piszczenie silników osi Z
: 19 lis 2017, 16:47
autor: Adrian202
Przepraszam, co chwilę coś dopisuję by nie pisać nowych postów.
Tak zanim przestawiłem napięcie na stepsticku na wyższe MAM WRAŻENIE, że nie skakało ale byłem tak przejęty tym, ze drukowała, ze mogłem się na tym aż tak nie skupić. Teraz skacze dosyć mocno ale zahaczanie o wydruk ustało tylko raz na jakiś czas jest dźwięk tak jak by cienką ściankę uderzył ale wydruku nie odkleja ani nie niszczy więc to akceptuję.
Zębatka jest dosyć mocno dociśnięte bo ku mojemu zaskoczeniu jak było za słabo to niby filament był popychany poprawnie ale za mało wychodziło na wydruk (jestem zaskoczony bo nie było widać by się ślizgał)
Chciał bym jeszcze wydrukować te mocowanie do samochodu a później to mogę znowu coś modyfikować.
jak znajdę chwilę to chcę poszukać na forum jeszcze o filmowaniu bo sportowa kamera z zoom x10 tak sobie mi pasuje a wolał bym coś na stałe zamontować ale to sobie już poszukam.
Szybko jeszcze dodam, że po zmniejszeniu mocy silniki są ciepłe ale jest kolosalna różnica bo nie są gorące

Re: Piszczenie silników osi Z
: 19 lis 2017, 17:15
autor: Adrian202
Mam pytanie czy zbyt duży flow może powodować to przeskakiwanie zębatki i te haczenie ścianek ?? długość filamentu jest skalibrowana ale czy mam zmienić na 98% materiału czy coś podobnego przy jakimś wydruku i sprawdzić ??
Dopiszę tutaj, gdy zmieniłem prędkość wydruku na wyświetlaczu (FR) na 80% zębatka przestała skakać i dysza nie uderza o wydruk.
Co to może oznaczać ??
Re: Piszczenie silników osi Z
: 19 lis 2017, 17:25
autor: McKee
1. Tak.
2. Nie. Kalibrację flow robisz na "grubość ścianki" (dla każdej nowej szpulki filamentu oddzielnie) - było opisywane.
Re: Piszczenie silników osi Z
: 19 lis 2017, 17:34
autor: Adrian202
Ok, skoro drukarka działa zrobię kalibrację ścianki, ostatnim razem gdy drukowałem Cura usuwała jedną ściankę z 4
drukował tylko 3, dziwne
Przed chwilą znowu kilka razy przeskoczyła zębatka i spokój więc ciężko to określić bo to sporadyczne ale im wolniej tym lepiej.
No dobra poszukam modelu ścian i wydrukuję. Z tego co pisaliście miał mieć 0.4mm ściany tak ?? bo najwyżej sam narysuję sobie i sprawdzę
Re: Piszczenie silników osi Z
: 19 lis 2017, 17:45
autor: Kopytko
MA być pełny model , nie zadna scianka. po pomiarze scianak ma mieć tyle ile zadałeś, drukujesz model wówczas bez top i bottom oraz infil 0%
Re: Piszczenie silników osi Z
: 19 lis 2017, 17:49
autor: McKee
Nie. Pełna (wypełniona) kostka 10x10x10mm. Drukujesz 1 obrys, 0 wypełnienia, szerokość ścianki (moim zdaniem) ok 1.2 * średnica dyszy. Niektórzy ustawiają 1.0 co jeszcze jest akceptowalne lub nawet 0.8 co uważam za błąd (w standardowej kalibracji).
Dla Ciebie: jeżeli masz duszę 0.4mm to polecam ściankę ustawić na 0.5mm i, pod to kalibrować.
Poradnik jakiś znajdź najlepiej (tylko na grubość ścianki nie patrz jeżeli będą o innej pisać).
PS.: znowu Kopytko mnie ubiegł

Re: Piszczenie silników osi Z
: 19 lis 2017, 17:51
autor: Adrian202
pełny ma 20.20 x 20.20 x 20.20 czy coś nawet 20.02 więc akceptowalny.
Da się w cura bez top i bottom ?? nie próbowałem. OK wydrukuję jak piszesz
Re: Piszczenie silników osi Z
: 19 lis 2017, 17:54
autor: McKee
Adrian202 pisze:Da się w cura bez top i bottom ?? nie próbowałem.
Mniej pisania, więcej czytania.
Zaoszczędzisz sobie sporo czasu i problemów.
Podstawy trzeba zdobyć zanim się zacznie drukować / testować (moim skromnym zdaniem).
Re: Piszczenie silników osi Z
: 19 lis 2017, 18:01
autor: Adrian202
Ostatnim razem po prostu pobrałem model samych ścian
było prościej
Podstawy podstawami ale to już nie są podstawy tylko kalibracje, spokojnie wiem co macie na myśli ale kostka była pierwszym wydrukiem jaki zrobiłem i mam ją do dzisiaj na pamiątkę bo była udana.
Curę poznaję stopniowo bo tych opcji są setki i staram się po trochu poznawać kolejne funkcje z tych nietypowych. Spokojnie znajdę sobie to.
Wiem, że to co robię i jak to robię może was denerwować ale taki mam charakter i tego już nie zmienię
Przywykłem do samodzielnego rozwiązywania problemów ale ten projekt jest bardziej skomplikowane niż lutowanie i programowanie układów czy modyfikowanie RC
Re: Piszczenie silników osi Z
: 19 lis 2017, 18:05
autor: Berg
Adrian202 pisze:Według tego forum:
http://fabrykator.pl/board/viewtopic.php?f=31&t=965
(wybaczcie tylko taki znalazłem) dobrze ustawiłem
rezystory są R100 czyli 0.1Ohm
V-REF = 1.5 * 8 * 0.1 = 1.20 V
Jutro zmienię na mniejsze ale chciałbym byście dali mi więcej informacji czy porad o tym vref.
Ja wiem, ze tego pewnie było sporo ale wychodzi na to, ze każdy pisze inaczej na różnych stronach
A jakbyś rzucił okiem na kilka postów poniżej posta z Twojego linka, który podałeś, to byś znalazł, że ktoś odpowiedział, że to właśnie złe wyliczenie
Re: Piszczenie silników osi Z
: 19 lis 2017, 18:54
autor: Adrian202
Racja, to już poprawione i drukarka działa.
Dzisiaj element wydrukował ale jest brakująca warstwa ale w poradniku pisze, że to problem z extruzją czyli wszystko tak jak piszecie wskazuje na flow albo coś z nim związanego.
Wydrukuję kostkę i ściany i sprawdzę co wyszło.
Wiem też, że albo pręty albo łożyska siadają od stołu więc to kiedyś też muszę sprawdzić bo słyszę jak ocierają (tak smarowałem przed założeniem)
Spokojnie, wiem, ze mam dużo do sprawdzenia więc jak będzie czas to zobaczę ale teraz muszę złożyć samochód i zobaczyć jak się sprawdzi nowe mocowanie
Nagrałem wydruk wiec zobaczę czy kamera jeszcze filmowała jak to zrobił i może będzie widać co się stało ale z innego postu jest teza która może to tłumaczyć więc mam punkt zaczepienia
Re: Piszczenie silników osi Z
: 19 lis 2017, 23:27
autor: Adrian202
Zrobiłem test kostki tylko ze ścianami i w osi X mają 0,41mm a w osi Y 0,42mm z tego co mówił koleś, który kalibrował extruder to 0.42 -0.43mm to wynik bardzo dobry.
Jutro wydrukuję pełną kostkę ale czy macie jeszcze jakieś propozycje ??
Ściany kostki wyszły ładnie ale na narożnikach jest uniesiona no i cześć przy stole jest ok a tuż nad nią jest zwężenie ale tylko na narożnikach coś to może oznaczać ??
Re: Piszczenie silników osi Z
: 20 lis 2017, 06:14
autor: McKee
Żaden wynik. To co zrobiłeś żadnych informacji nie daje.
Przeczytaj jeszcze raz co napisałem. Z dodatkowych rad mogę dodać tylko czytanie ze zrozumieniem.
I zajmijmy się jednym problemem a potem następnym a nie pięcioma naraz.
Uniesienie warstwy to zwykle zbyt wysoką temperatura / zbyt małe chłodzenie (ale to potem).
Rzuć jakieś zdjęcia kostki kalibracyjnej jak ją już wydrukujesz. I podaj też parametry druku (a może nawet początek pliku gcode - tam wszystkie parametry widać).
I od razu: uwaga drukujesz model, który jest pełny w środku ale wydrukować powinna się tylko jedna zewnętrzna ścianka - tak ustaw slicer żeby ci to odpowiednio do kalibracji pociąg (są poradniki - poczytaj / naucz się).
Re: Piszczenie silników osi Z
: 20 lis 2017, 12:16
autor: Adrian202
Nie mogłem tego zauważyć bo post się pojawił jak napisałem swój wiec myślałem ze to starszy dlatego tego nie zrobiłem.
Kostka 10x10x10 wystarczy ??
"Nie. Pełna (wypełniona) kostka 10x10x10mm. Drukujesz 1 obrys, 0 wypełnienia, szerokość ścianki" rozumiem, ze chodziło tobie o dwa różne wydruki.
spoko wiem czego szukać i zobaczę czy dzisiaj dam radę wydrukować
Re: Piszczenie silników osi Z
: 20 lis 2017, 12:48
autor: Adrian202
Nie zdążyłem edytować postu. Ok rozumiem już co mam ustawić.
Rozumiem też, ze zrobić dwa wydruki czyli jeden ze ścianami 0.5 i jedną pełną kostkę by sprawdzić wymiary ??
Pełna kostka rozumiem, ze może być 30% infil ??
Zmienię filament na czerwony bo czarnego mi szkoda i łatwiej mogę opisać je
Re: Piszczenie silników osi Z
: 20 lis 2017, 13:53
autor: Adrian202
Nie znalazłem w internecie żadnych informacji o ustawianiu docisku extrudera ale zanim zacznę drukować testy proszę was byście potwierdzili czy docisk jest dobry.
To są zdjęcia uciętego kawałek, który był przepuszczony przez extruder i chciał bym wiedzieć czy nie jest za duży docisk ??
Re: Piszczenie silników osi Z
: 20 lis 2017, 14:09
autor: Berg
docisk ma być jak najmniejszy ale taki by się nie ślizgało.
Re: Piszczenie silników osi Z
: 20 lis 2017, 14:16
autor: Adrian202
odkręcę troszkę i przed wydrukiem spróbuje na jakimś kawałku ale chyba troszkę jest za mocny.
Dzięki
Re: Piszczenie silników osi Z
: 20 lis 2017, 19:04
autor: McKee
Adrian202 pisze:Rozumiem też, ze zrobić dwa wydruki czyli jeden ze ścianami 0.5 i jedną pełną kostkę by sprawdzić wymiary ??
Pełna kostka rozumiem, ze może być 30% infil ??
Znowu "Nie".
Pisałem:
McKee pisze:I od razu: uwaga drukujesz model, który jest pełny w środku ale wydrukować powinna się tylko jedna zewnętrzna ścianka - tak ustaw slicer żeby ci to odpowiednio do kalibracji pocięło
Drukujesz jedną pełną kostkę o boku 1 cm. Nie dwie tylko jedną.
Wypełnienie / infill 0% - czyli środek ci się nie wydrukuje.
Jeden obrys - czyli jedna ścianka, której grubość nie zależy od modelu.
Podstawę możesz dać że 2 warstwy (żeby zobaczyć jak się drukują - jak masz z tym problem to może być też 0)
Ilość górnych warstw 0 - czyli bez góry
Dostajesz kostkę pustą w środku.
Idzie na to ledwie kilkanaście cm filamentu.
Re: Piszczenie silników osi Z
: 20 lis 2017, 20:21
autor: Adrian202
Tak ale pytałem czy oprócz tej wydrukować jeszcze jedną "pełną" by skorygować jeszcze dokładniej wymiary czy to po tej "pustej" ??
Mówię o dwóch osobnych kostkach
spojone
Ze ścianami miałem na myśli tylko jedną "ścianę" (w sensie skóry) o grubości 0.5mm kostki bez wnętrza i góry oraz dołu chyba, że masz na myśli by w ogóle jedną stronę wydrukować ale to raczej na to samo wyjdzie tylko większa szansa na odklejenie
Wybacz czasem przejęzyczenie lub złe nazewnictwo. Staram się jak mogę ale to jest trudniejsze niż naprawa Iphone
Re: Piszczenie silników osi Z
: 20 lis 2017, 20:30
autor: McKee
Adrian202 pisze:Tak ale pytałem czy oprócz tej wydrukować jeszcze jedną "pełną" by skorygować jeszcze dokładniej wymiary
Jak to sobie wyobrażasz?
Co i jak chcesz korygować dokładniej?
Re: Piszczenie silników osi Z
: 20 lis 2017, 21:08
autor: Adrian202
z tego 20,02 i 20,2mm na równe 20mm bo takie odczyty miałem z gostki 20mm więc chodzi mi czy jeszcze dokładniej kalibrować kroki chociaż to co drukuje ma odpowiednie rozmiary i wszystko pasuje
Re: Piszczenie silników osi Z
: 21 lis 2017, 00:07
autor: McKee
Pisałem wcześniej: jeden problem na raz.
Najpierw kroki,
Potem flow.
Nie jednocześnie!
Zdecyduj czy potrzebujesz kalibrować kroki. Jeżeli tak to kalibru kroki a głów zostaw w spokoju. Jak osiągniesz spokój umysłu (uznasz, że kroki masz OK) to możesz zabrać się za kolejne etapy.
I jeszcze raz: znajdź jakiś poradnik - są w sieci gotowe z dokładnymi opisami, mi już ręce opadają ...
Re: Piszczenie silników osi Z
: 21 lis 2017, 03:05
autor: Adrian202
Spokojnie, nie na raz ale pytanie czy jak zrobię kalibrację flow to czy się znowu nie rozjadą kroki czyli np z 20mm zrobi sie 19.8mm bo zmniejszę flow by poprawić szerokość lini ??
Czy nie jest to aż tak powiązane ?? bo jednak jak linia za szeroka bo flow za duży to wymiary też chyba by przekłamywało prawda ??
Spokojnie po prostu źle mnie zrozumiałeś
Re: Piszczenie silników osi Z
: 21 lis 2017, 06:48
autor: McKee
Strasznie sobie chcesz życie utrudniać. Przecież nie będziesz zmieniał kroków przy każdej zmianie dyszy. To można ew. Slicerze skomentować. Ustawienie "kroków" to ustawienie gdzie głowica ma drukować ścieżkę. Robisz to raz i dokładnie. I potem nie dotykasz przez cały czas życia drukarki
Możesz to na odległości 10 czy 20 cm zrobić żeby było dokładnie. Grubość ścieżki jest tu swego rodzaju "błędem" i tu chyba dobrze rozumujesz - tylko każdorazowo zmiana kroków przy zmianie szerokości ścieżki to za duży kłopot (ja np. czasem dobieram szerokość ścieżki pod drukowany element) .
Flow ustawiasz pod dany filament - zmieniasz co każdą nową szpulę (albo i nie jeżeli ci się nie chce i jesteś w stanie na oko ustawić).
Im tego się trzymaj -mustaw raz a dobrze kroki.
Re: Piszczenie silników osi Z
: 21 lis 2017, 12:43
autor: Adrian202
Już się bałem, że znowu mnie wyzwiesz
zrobię samą kalibrację grubości i sprawdzę to spoko chciałem tylko wiedzieć.
Jak coś będę wiedział napiszę
Re: Piszczenie silników osi Z
: 24 lis 2017, 18:42
autor: Adrian202
No dobrze, ściany wydrukowane z grubością 0.5mm i flow 100% i grubość każdej to 0,42mm więc teraz jaka powinna być grubość ściany ?? w sensie do jakiej wartości mam kalibrować ??
Tak z ciekawości przy zmianie filamentu na czerwony przepuszczam w powietrzu 10 cm filamentu dla pełnego koloru używając extrudera i grubość tej nitki to 0.56mm to normalne dla dyszy 0.4 ??
Re: Piszczenie silników osi Z
: 24 lis 2017, 18:48
autor: McKee
0.5mm ustawiłeś to tyle powinno mieć / do tej wartości masz kalibrować (musisz zwiększyć flow - na oko do około 120% (sporo)).
Tak, normalne.
Re: Piszczenie silników osi Z
: 24 lis 2017, 18:50
autor: Adrian202
jeszcze jedno pytanie, czy jak już uzyskam taką grubość to czy mam zmienić grubość ścian an rozmiar dyszy czy ma pozostać taka wartość ??
Chodzi mi o to, czy jest to tylko do kalibracji czy takie ustawienie ma pozostać do normalnych wydruków (ściany 0.5)
Re: Piszczenie silników osi Z
: 24 lis 2017, 19:00
autor: McKee
Ma pozostać.
Jak już trochę podrukujesz, to możesz zacząć zmieniać i obserwować rezultaty (ale nie śpiesz się to jest dobre ustawienie - ucz się innych rzeczy - i po jednej zmianie na raz
, i obserwuj - zwłaszcza pierwszą warstwę warto do ideału doprowadzić).
Zmiana szerokości (bez zmiany flow) powoduje, że drukowana ścieżka rzeczywiście ma inny rozmiar.
0.5mm jest bardzo dobre dla ścianek 1.0-1.5-2.0mm
Poczytaj też to:
http://richrap.blogspot.com/2015/01/sli ... ng-3d.html
Dokładnie pokazuje jak szerokość ścieżki wpływa na wytrzymałość drukowanego obiektu.
Re: Piszczenie silników osi Z
: 24 lis 2017, 19:13
autor: Adrian202
Czyli jeśli bym chciał w wydrukach 3 ściany to w cura muszę zmienić i grubość ściany i ilość ścian ??
Gdy w cura ustawię 0,96mm jako grubość ścian i 2 ściany to rozumiem, że to dwie ściany o grubości 0,48mm ale jak ustawiam 3 ściany to wartość grubości robi się szara i nie mogę jej zmienić wiec podejrzewam, że z grubości 0,96mm dzieli na 3 ściany o grubości 0,32mm ??
Wiec w tym przypadku warto zmieniać i liczyć grubość a ilość ścian zostawić z automatu tak ?? dziwi mnie to, ponieważ by zmienić grubość ścian muszę resetować Curę i dopiero po resecie wartość była dostępna ale to pewnie dlatego, ze ilość ścian nadpisywała wartość więc zostawiłem tylko wartości.
Ono się uczy
Czy takie radełko jest lepsze od tej zębatki ??
http://allegro.pl/radelko-extrudera-mk8 ... 99650.html
Re: Piszczenie silników osi Z
: 24 lis 2017, 20:19
autor: McKee
Zostaw 0,5mm i nie kombinuj już. Zupełnie nie rozumiem co napisałeś. Jak ustawisz ścianę na 0.5mm to ma mieć 0.5mm. Ustawisz 0.4 to ma mieć 0.4mm. Ilość obrysów to zupełnie inna sprawa - jeżeli element (projekt) ma ścianki 1.5mm to slicer tam 3 obrysy (ścianki) zrobi, choćbyś mu nawet 5 ustawił.
Ścieżka 0.96mm przy dyszy 0.4mm to trochę za dużo na Twoim etapie.
Re: Piszczenie silników osi Z
: 24 lis 2017, 20:21
autor: Adrian202
a co sądzicie o tym radełku do extrudera czy takie są lepsze ??
Re: Piszczenie silników osi Z
: 24 lis 2017, 20:24
autor: McKee
Adrian202 pisze:a co sądzicie o tym radełku do extrudera czy takie są lepsze ??
A masz filament 3mm?
Re: Piszczenie silników osi Z
: 24 lis 2017, 20:57
autor: Adrian202
Chodziło mi bardziej o typ, widziałem, że są też do 1,75mm
Re: Piszczenie silników osi Z
: 24 lis 2017, 21:32
autor: McKee
Mam wrażenie, że znowu zaczynasz kombinować (albo ci się nudzi?). Może i radełko będzie lepsze, tylko zmieni się średnica - kalibracja ekstrudera od nowa - jeżeli obecnie działa to po co?
Zajmij się drukowaniem a nie przeróbkami drukarki.
Re: Piszczenie silników osi Z
: 24 lis 2017, 21:51
autor: Adrian202
Nie rozumiesz, drukarka drukuje ale w dalszym ciągu skacze radełko dodatkowo na pewnej wysokości brakuje warstw i dalej znowu jest ok.
Tak jak ktoś poradził rowki na filamencie mogą zahaczać o jakiś element po drodze do dyszy więc zanim przyjedzie tytan (jak go zamówię) chciał bym spróbować z radełkiem, które nie będzie robiło takich wgłębień.
Spokojnie, w tle skalibrowałem już ściany zgodnie z tym poradnikiem:
https://www.youtube.com/watch?v=7ls3B97IHyg
Przekonało mnie rozdwajanie ścian ale pojawiły się nitki ale to pewnie z powodu braku retrakcji przy tak małym obiekcie ale to sobie sprawdzę osobno.
Re: Piszczenie silników osi Z
: 24 lis 2017, 23:29
autor: Adrian202
Kolejna ciekawostka:
dwie ściany mam cieńsze i dwie grubsze
i do tego po jednej z każdej osi by było ciekawiej
Aktualnie kalibruje na dwóch warstwach (0,96mm) i na ostatnim wydruku (flow 130%) dwie ściany mają 0,91mm a dwie 0,84mm i to naprzeciw siebie i teraz jak mam to rozumieć ?? mam ustawić według najgrubszej ?? czy najcieńszej ?? czy ustawić średnią ?? czyli 0,96 i 0,91 ??
Pojedyncza ściana ma identyczny problem, spróbuje zmniejszyć prędkość i zobaczyć co się stanie a kalibrować będę według mniejszego wykazu tam może zarzuca z rozpędu dysza albo coś w tym stylu, w końcu to 10x10x10
Re: Piszczenie silników osi Z
: 25 lis 2017, 00:11
autor: MRHT
Pokaż zakładki quality i shell. Kostka trzyma wymiar 10x10?
Re: Piszczenie silników osi Z
: 25 lis 2017, 01:28
autor: Adrian202
Ostatnia kostka ma wymiary 10,08 x 10,20 x 9,97 mm (w osi Z)
Na zdjęciu zmniejszyłem prędkość o 10 i skorygowałem flow i jak widać jestem już na 145%
Kolejny wydruk będzie na kostce 20x20x20 by zobaczyć czy na większej jest to samo
Dwie warstwy 0,48mm (0,96mm łącznie) bez góry i dołu tylko skirt i kreska przed wydrukiem.
Nigdzie w internecie nikt o czymś takim nie pisał więc nie mam żadnego punktu zaczepu ale kalibruję według mniejszej wartości.
Po kalibracji flow chciałem skalibrować dokładniej kroki ale nie wiem jak odnieść się do takiej różnicy.
Re: Piszczenie silników osi Z
: 25 lis 2017, 01:49
autor: MRHT
Ja widzę szerokość ścieżki 0.4mm. Odblokuj wszystkie dodatkowe opcje konfiguracji.
Zmień "line width" na 0.4 x 1 lub 0.4 x 1.2.
Wall thickness "0"
Wall line count "2"
Zaznacz compensate wall overlaps
Flow 100%.
Testujesz na kostce 20x20x20
Jeśli podawanego filamentu jest prawidłowa (kalibracja ekstrudera) sprawdzasz najpierw wymiary kostki XYZ, na koniec zostaw kalibracje flow.
Jakiej suwmiarki używasz?
Re: Piszczenie silników osi Z
: 25 lis 2017, 01:58
autor: Adrian202
Suwmiarki używam cyfrowej ale nei zawiodła mnie jeszcze no i ma nowe baterie
Poprawiłem ustawienia.
Zanim McKee znowu mnie wyzwie możesz mi napisać czym rożni się w takim razie kalibracja ilości podawanego filamentu od flow ??
Czy chodzi tobie o kalibrację kroków extrudera i flow jako grubość ścianki ??
Czy dobrze rozumiem, ze jeśli najpierw skalibruję wymiary kostki i następnie mam zrobić flow to jeśli grubość ścianki zmienię to wymiary kostki też szlak trafi. myślałem, że najpierw ściany a następnie wymiary kostki bo ściany będą miały konkretny rozmiar
Re: Piszczenie silników osi Z
: 25 lis 2017, 02:33
autor: MRHT
Tak, kalibrację kroków/mm filamentu.
Drukujesz kostkę 20x20x20 + 1 lub 2 pełne warstwy podstawy. (bottom layers).
Jeśli grubość ściany ustawisz na 0 a ilość obrysów na 2 to grubość ścianki program wyznacza automatycznie.
Czyli szerokość ścieżki (line width) x 2. Jeśli wpisałeś 0.4 to grubość ścianki powinna wynieść 0.8.
Jak masz gotowy wydruk to sprawdzasz wymiary XY i grubość ścianki.
Jeśli masz przykładowo 19,8x19,8 a grubość ścianek równą np 0,78 i 0,81. To przyjmujesz, że grubość ścianek jest równa. Suwmiarka ma rozdzielczość 0.01mm ale błąd pomiaru to zazwyczaj 0,02 - 0,03 mm. Więc ilość podawanego filamentu jest ok. Problem leży w mechanice drukarki - ilość zadanych kroków na 20mm w rzeczywistości jest za duża lub za mała i otrzymujesz wydruk większy lub mniejszy. Istotny jest też skurcz materiału. To możesz skorygować współczynnikiem w curze.
Jeśli kostka ma wymiar 19,8x19,8 a grubość ścianki 0,7 to wtedy zmieniasz flow - ilość podawanego filamentu. Przeliczasz 0,8/0,7 = 115%
Drukujesz nową kostkę i sprawdzasz wymiary.
Akceleracje osi XY ustaw na 800, jerky 10, prędkość wydruku 40mm/s. Prędkość retrakcji 25mm/s, długość retrakcji w zależności od rodzaju ekstrudera. Jak masz bezpośredni to na start daj 1mm.
Re: Piszczenie silników osi Z
: 25 lis 2017, 02:38
autor: Adrian202
Extruder Bowden, problem w tym, że jedna ściana np lewa ma inną grubość niż prawa i tak samo w drugiej osi ale to może być mechanik.
Ale rozumiem, że line weight ustawiam 0,48mm ??
Dużo porad dziękuję, tym bardziej że spokojnie wytłumaczyłeś i to dokładnie.
Jutro zmienię ustawienia i wydrukuję kostkę.
Widzę, że też siedzisz po nocach, moje wytłumaczenie to darmowy internet
Re: Piszczenie silników osi Z
: 25 lis 2017, 08:09
autor: McKee
Adrian202 pisze:Ale rozumiem, że line weight ustawiam 0,48mm ??
Line
width (szerokość) a nie
weight (ciężar).
Nie 0,48mm tylko 0,5mm (tip: 0,4 razy 1,2 równa się prawie 0,5 a nie 0,48

).
Jak chcesz ustaw 0,4mm ale 0,48 jest bez sensu IMHO - 0,5 się łatwiej liczy/zwielokratnia i łatwiej dopasowuje do modeli (jak projektujesz ściankę 3mm to jak chcesz ją wypełnić ścieżką 0,48? 0,4mm już lepiej ale 0,5mm będzie doskonale).
Re: Piszczenie silników osi Z
: 25 lis 2017, 08:29
autor: McKee
PS.: jak kilka wypowiedzi wstecz przeczytałem, to wydaje się że mieszasz kalibrację kroków i flow-u (PL wyraz by się przydał).
Kroki najlepiej kalibrować na większej i wypełnionej kostce - robisz to raz i zapominasz (i myślałem że to już masz zrobione). To jest kalibracja mechaniki drukarki - nie zmienia się.
Flow kalibrujesz pod filament (ew. też pod wydruk, ale nie utrudniajmy teraz) - filamenty się zmieniają, dlatego robi się to częściej (pod każdy materiał oddzielnie).
Kostkę do kalibracji drukarki mierzysz na środku (bo nie wiadomo jak masz kanty kostki pozaokrąglane / wydrukowane), i dlatego powinna być wypełniona. Jeżeli mierzysz na pustej to mierzysz na boku (a nie przez środek) - duża szansa, że dostaniesz inny wynik.
Jeżeli nie masz mechaniki ogarniętej (kroki), to nie bierz się za kalibrację reszty.
Re: Piszczenie silników osi Z
: 25 lis 2017, 08:33
autor: anraf1001
McKee pisze:flow-u (PL wyraz by się przydał)
Przepływ(?)
Re: Piszczenie silników osi Z
: 25 lis 2017, 09:04
autor: McKee
Tak, dzięki.
Re: Piszczenie silników osi Z
: 25 lis 2017, 13:34
autor: Adrian202
yyyyyy jeżeli mój kalkulator w windowsie się nie myli to 0,4 x 1,2 = 0,48
:D:D spokojnie, kazałeś bym szukał poradników i w każdym jest 0,48mm ale niby cura sama zaokrągla więc to ten margines pomiaru ale mogę zmienić na 0,5mm
"width" tak mi słownik zaproponował i nie spojrzałem
mam dysortografię i dysklawiaturię i to w obu językach
lepiej mówię niż piszę
Dzisiaj połączę wasze porady i wydrukuję kostkę ze ścianami.
Re: Piszczenie silników osi Z
: 25 lis 2017, 13:37
autor: dragonn
S3D domyślnie w trybie auto dla dyszy 0.4mm ustawia właśnie 0.48mm.
Re: Piszczenie silników osi Z
: 25 lis 2017, 13:44
autor: Adrian202
a masz info czy cura to robi ?? czy czasem nie przekłamujemy ??
Re: Piszczenie silników osi Z
: 25 lis 2017, 13:49
autor: anraf1001
Adrian202 pisze:a masz info czy cura to robi ?? czy czasem nie przekłamujemy ??
Cura daje tyle ile wpiszesz. Dlaczego miałaby przekłamywać?
Re: Piszczenie silników osi Z
: 25 lis 2017, 13:53
autor: Adrian202
A przepraszam, nie doczytałem, ze w trybie auto. Wiem, że cura jak się wpisze grubość ściany to sobie zaokrągla a grubość lini nie. ok nie doczytałem.
Re: Piszczenie silników osi Z
: 25 lis 2017, 14:28
autor: McKee
Adrian202 pisze:Wiem, że cura jak się wpisze grubość ściany to sobie zaokrągla
Nic podobnego. Ile wpiszesz tyle dostaniesz.
Daj namiary na te poradniki, które piszą o 0.48mm ścieżkach - to trzeba skorygować.
Re: Piszczenie silników osi Z
: 25 lis 2017, 14:58
autor: Adrian202
Przykładem jest ten film co wszyscy polecają
https://www.youtube.com/watch?v=7ls3B97IHyg
tak jak sprawdzałem to dla tej dyszy zawsze podawali 0,48 x dwie warstwy = 0,96mm wiec tak ustawiłem (tak jak pisałeś średnica dyszy x 1,2)
Zaraz sobie zmienię w cura. czy dla warstw też jest taka zasada ?? w końcu materiał się kurczy jak wystygnie ale to jak ustawie kroki na schłodzonej kostce to pewnie samo się skoryguje
Re: Piszczenie silników osi Z
: 25 lis 2017, 15:01
autor: Kopytko
O.48 jest ok. Kazda zadana wartosc jest ok jezeli dysza wyrabia od 0.5 do 2x srednica dyszy nawet w skrajnych przypadkach. To parametr ktory jest regylowany i rowniez zaleznie od drukowanego elementu powinno sie rowniez nim manewrowac. Nie trzeba sie sztywno trzumac danej wartosci choc mozna. Ja jestem zwolennikiem 1xdysza.
Re: Piszczenie silników osi Z
: 25 lis 2017, 15:10
autor: Adrian202
Interesujące było to co pokazał czyli rozdwajanie się ścian dlatego drukuję dwie bo jest to przekonujący parametr.
Mogę zmienić na jedną warstwę, łatwiej dla drukarki bo nie robi ruchu w poprzek.
Koryguję jeszcze parametry jakie polecił MRHT ale nie napisał jaką długość retrakcji mam ustawić dla Bowden ale zostawię na razie 4mm a zmienię akcelerację, jerk i prędkość retrakcji jak polecił pewnie zmniejszy to te nitki wewnątrz.
Rzeczywiście akcelerację miałem wysoką.
Czy te ustawienia (nie licząc kroków) są poprawne ??
Tak wiem, zaraz będzie, że wszystko na raz ale widać, że od akceleracji mógł przesuwać materiał albo coś podobnego wiec wolę to ustawić.
Re: Piszczenie silników osi Z
: 25 lis 2017, 15:27
autor: McKee
Pierwszy raz widzę tego gościa na filmie - nie wiem kto (wszyscy?) go poleca, ale IMHO lepiej go nie oglądać
Obok wyświetlił mi się Thomas S.
https://www.youtube.com/watch?v=Mbn1ckR86Z8 - i jego można posłuchać. Wnioski z tego filmu (Thomas-a) zostawię bez komentarza - ma facet rację.
Kopytko: faktycznie masz rację, ale tu mamy szczególny przypadek, który od czegoś musi zacząć. Po tygodniu-dwóch drukowania można się bawić w zmiany szerokości ścieżek, ale my tu któryś dzień z kolei piszemy o czymś, co się w pół godziny ustawia (ja wymiękam).
Re: Piszczenie silników osi Z
: 25 lis 2017, 15:34
autor: Adrian202
No tak ale pierwszego Iphona też rozbierałem 3 godziny a teraz wymieniam wyświetlacz w 40 minut
JA oprócz ustawienia chcę wiedzieć co ustawiam bo inaczej to bym kupił gotową i ustawiał według instrukcji nie wiedząc co zmieniam.
Lubię tego drugiego kolesia, dużo mówi ale ma świetne poradniki.
Możecie mi jeszcze te ustawiania potwierdzić zanim zacznę drukować ??
Re: Piszczenie silników osi Z
: 25 lis 2017, 16:38
autor: MRHT
Zmieniłeś maksymalną akceleracje.A powinieneś zmienić:
#define DEFAULT_ACCELERATION // X, Y, Z and E acceleration in mm/s^2 for printing moves
przedział 800-1000 na początek
Długość retrakcji dla bowdena 2-7mm.
Szerokość ścieżki zostaw 0.48. Jeśli wpisujesz ręcznie grubość ściany to pamiętaj żeby to była wielokrotność ścieżki. Lub wpisuj 0 a sam definiuj liczbę obrysów.
Re: Piszczenie silników osi Z
: 25 lis 2017, 16:55
autor: McKee
K... jakie 0.48? - bez sensu totalnie! (miałem się nie odzywać już ale nie wytrzymałem).
0.5 albo 0.4 - i żadne inne wartości.
Ten parametr się ustawia pod drukowany model z thingiverse lub samodzielnie zaprojektowany - robisz/widziałeś gdzieś modele z wymiarami będącymi wielokrotności 0.48mm?
(grubość dobra jak każda inna ale dla początkującego zupełnie bez sensu).
Re: Piszczenie silników osi Z
: 25 lis 2017, 16:58
autor: dragonn
Wiesz co, od wersji 4.0 S3D która wprowadza dynamiczną szerokość ścieżki jeśli jest to potrzebne kompletnie się tym nie przejmuje. Nie raz już widziałem to w akcji i radzi to sobie świetnie. Oczywiście w przypadku slicera która nie ma takiej możliwości to to co mówisz ma jak najbardziej sens jeśli model który drukujemy tego potrzebuje.
Re: Piszczenie silników osi Z
: 25 lis 2017, 16:59
autor: Adrian202
Dziękuję, maksymalną dać 1500 ?? czy lepiej dać 1000
retrakcję zostawię 4mm
dzięki temu co wytłumaczyłeś używam teraz licznika zamiast szerokości więc mam tą szerokość teraz ustawioną na 0,5mm i jedną ścianę, teraz czekam aż się odklei
ściany są już równe czyli akceleracja musiała być za wysoka i tak jak myślę zażucał
Wymiary teraz to 0,56 więc jeszcze jedna kalibracja i mogę kroki dokładniej skalibrować
Mierzę na środku tak jak wyczytałem kilka ostatnich warstw ale nawet dolna warstwa ma taki wymiar
dzięki za pomoc ludzie.
Z piszczeniem to pewnie muszę wymienić stepsticki dla obu osi Z ale z tym aż tak się nie śpieszy bo jest ciszej jak zmniejszyłem moc do 70% (z tego co pamiętam)
Extruder na pewno wymienię ale ze względu na mechaniczne ramie do filmowania modeli nie wiem czy mi starczy kasy teraz ale zobaczę.
Re: Piszczenie silników osi Z
: 25 lis 2017, 17:16
autor: Adrian202
A to teraz rozumiem o co wam chodzi z tym dobieraniem do modelu, ja to rozumiem jak rozdzielczość pozioma czyli jakie szerokie linie tworzą model.
Czyli czy wymiary w modelu zmieniam o 0,2 czy np 0,5mm myślałem że slicer sam dobiera szerokość lini ciekawe.
Słuchajcie zgubiłem gdzieś ten wzór na szerokość lini.
Szerokość ściany kostki / szerokość wpisana w cura x 100 = 112% ?? (100 dla wyniku bez przecinka
Re: Piszczenie silników osi Z
: 25 lis 2017, 17:23
autor: MRHT
@McKee
My tu rozmawiamy o kalibracji. Zakładana szerokość ścieżki to 0.48 i dwa obrysy. Sumarycznie ma to dać grubość ścianki 0,96. A wymiar kostki XY to 20x20.
W odniesieniu do drukowanych modeli. To zależy co się drukuje. Jeśli jest to korpus o grubości ścianki 1mm lub 2mm to lepiej dopasować szerokość ścieżki.
Ale gdy drukujesz np, koła zębate, wałki, ozdoby itp to jakie znaczenie ma czy szerokość ścieżki to 0.5 czy 0.47?
Program ma tak obciąć model, że parametry geometryczne (np średnica) wydruku mają się zgadzać. Druga sytuacja. Siedzi sobie gościu w USA i projektuje obudowę. Wstawia na thingiverse plik stl. W programie do projektowania miał ustawione jednostki imperialne. Czyli np. grubość ścianki 0.0625 cala. Eksportując plik zamienił jednostki na metryczne. Grubość ścianki to 1.5875mm. I co zrobisz? Każdy model znaleziony w internecie otwierasz w programie i poprawiasz czy jak?
Re: Piszczenie silników osi Z
: 25 lis 2017, 17:38
autor: McKee
dragonn: Nawet się zastanawiałem, czy ktoś tego nie wyciągnie, lub tego że kalibrować można "pod automat", który akurat 0.48mm ustawia (co ma jeszcze większy sens). Tylko mówimy o kalibracji a nie funkcjonalności slicera która umożliwia drukowanie nietypowych części drukowanych elementów z innymi parametrami niż standardowo ustawione.
Jestem zdania, że kalibrować należy na 90-99% tego co się będzie potem drukowało a nie kalibrować na jakieś wyjątki
.
Adrian: tak slicer sam dobiera szerokość linii i ustawia wtedy dokładnie razy 1.2 - nie zawsze jest to pożądane (a nawet najczęściej nie jest) dlatego część drukujących ustawia razy 1.0 albo razy 1.2 i troszkę jeszcze żeby 0.5 wyszło (bo to ma zaletę łatwego liczenia w pamięci i dopasowania do różnych obiektów).
Dodatkowo: grubsza ścieżka = szybszy wydruk - dlatego (się upieram

) *1.2 == 0.5mm jest najlepsze na początek dla Ciebie. (i jest bardzo bliskie automatycznych ustawień).
Cuda czasem zmienia szerokość ścieżki - ale to kilka % tego co drukuje - wyjątki a nie reguła (cienkie ścianki - znów się boję, że na początek ta wiedza raczej przeszkadza niż pomaga).
Podziel wartość otrzymaną przez pożądaną i będziesz miał wynik, potem jeszcze 100... jak ci nie wyjdzie wartość większa tylko mniejsza to podziel odwrotnie - szkoda się nawet zastanawiać / zapamiętywać - z lenistwa (to taka moja cnota
) co najwyżej muszę to dzielenie jeszcze raz wykonać (odwrotnie) jak mi się wartość nie spodoba (przecież się od razu zorientujesz że "nie w tą stronę dzielenie było" - to nie szkoła - nie wszystko trzeba mieć odpowiedziane za pierwszym podejściem.
Re: Piszczenie silników osi Z
: 25 lis 2017, 17:43
autor: Adrian202
Pytanie, czy dla osi Z robi się też taką kalibrację ?? ale skoro poziomowanie stołu różnie wychodzi jak to by miało się robić ??
Re: Piszczenie silników osi Z
: 25 lis 2017, 17:50
autor: Adrian202
McKee pisze:dragonn: Nawet się zastanawiałem, czy ktoś tego nie wyciągnie, lub tego że kalibrować można "pod automat", który akurat 0.48mm ustawia (co ma jeszcze większy sens). Tylko mówimy o kalibracji a nie funkcjonalności slicera która umożliwia drukowanie nietypowych części drukowanych elementów z innymi parametrami niż standardowo ustawione.
Jestem zdania, że kalibrować należy na 90-99% tego co się będzie potem drukowało a nie kalibrować na jakieś wyjątki
.
Adrian: tak slicer sam dobiera szerokość linii i ustawia wtedy dokładnie razy 1.2 - nie zawsze jest to pożądane (a nawet najczęściej nie jest) dlatego część drukujących ustawia razy 1.0 albo razy 1.2 i troszkę jeszcze żeby 0.5 wyszło (bo to ma zaletę łatwego liczenia w pamięci i dopasowania do różnych obiektów).
Dodatkowo: grubsza ścieżka = szybszy wydruk - dlatego (się upieram
) *1.2 == 0.5mm jest najlepsze na początek dla Ciebie. (i jest bardzo bliskie automatycznych ustawień).
Cuda czasem zmienia szerokość ścieżki - ale to kilka % tego co drukuje - wyjątki a nie reguła (cienkie ścianki - znów się boję, że na początek ta wiedza raczej przeszkadza niż pomaga).
Podziel wartość otrzymaną przez pożądaną i będziesz miał wynik, potem jeszcze 100... jak ci nie wyjdzie wartość większa tylko mniejsza to podziel odwrotnie - szkoda się nawet zastanawiać / zapamiętywać - z lenistwa (to taka moja cnota
) co najwyżej muszę to dzielenie jeszcze raz wykonać (odwrotnie) jak mi się wartość nie spodoba (przecież się od razu zorientujesz że "nie w tą stronę dzielenie było" - to nie szkoła - nie wszystko trzeba mieć odpowiedziane za pierwszym podejściem.
No tak racja, jak nie w jedną to w drugą dzielenie, logiczne.
Maszyna się grzeje i ma ustawione 112%
Po tym teście wydrukuję kostkę bo jak ściany będą takie jak mają być to mogę ustawiać wymiary kostki w krokach.
Przyszłym tygodniu będzie dysza na podmianę wiec jak się zapcha to wymienię dysze a tą sobie wyczyszczę
Turbina sprawuje sie dobrze, wiele wydruków i zero zapychania ale jeszcze nie wiem czy przy wyższych znowu coś nie pójdzie nie tak ale tym się na razie nie przejmuję bo mam do wydrukowania niższe elementy a w miedzy czasie zmienię ten durny extruder na na inny i znowu skalibruję wszystko
Re: Piszczenie silników osi Z
: 25 lis 2017, 18:04
autor: McKee
MRHT pisze:My tu rozmawiamy o kalibracji. Zakładana szerokość ścieżki to 0.48 i dwa obrysy.
MRHT pisze:To zależy co się drukuje. Jeśli jest to korpus o grubości ścianki 1mm lub 2mm to lepiej dopasować szerokość ścieżki.
I z tych 2 zdań (podkreślenie moje) wynika moje twerdzenie że NALEŻY ustawić 0.50 - dlaczego
zakładana szerokość ma być 0.48 jeżeli najczęściej wymiary są robione co do 1mm?
Tak naprawdę nie ma to większego znaczenia - o 0.02mm się kłócimy - ale chodzi o to żeby mieć dobre zwyczaje / dobre podstawy - jak lubisz mieć "skopane" wydruki 1-2-3-4 czy 5 milimetrowych ścianek to OK. "Skopane" w cudzysłowiu, bo może nawet przy tych 0.02mm nie zauważysz różnicy.
MRHT pisze:Ale gdy drukujesz np, koła zębate, wałki, ozdoby itp to jakie znaczenie ma czy szerokość ścieżki to 0.5 czy 0.47?
Wbrew pozorom bardzo duże - obejrzyj sobie co jest pod linkiem do bloga RichRap-a (jeden z moich wcześniejszych postów.
MRHT pisze:Program ma tak obciąć model, że parametry geometryczne (np średnica) wydruku mają się zgadzać.
I obetnie - ale nieoptymalnie - patrz: RichRap.
MRHT pisze:Druga sytuacja. Siedzi sobie gościu w USA i projektuje obudowę. Wstawia na thingiverse plik stl. W programie do projektowania miał ustawione jednostki imperialne. Czyli np. grubość ścianki 0.0625 cala. Eksportując plik zamienił jednostki na metryczne. Grubość ścianki to 1.5875mm. I co zrobisz? Każdy model znaleziony w internecie otwierasz w programie i poprawiasz czy jak?
Każdy model otwieram w programie (slicer)

, i w
niektórych coś poprawiam/dobieram szerokość ścieżki jeżeli mi na czymś bardzo zależy (jakość / wytrzymałość itp). Rzadko, ale zdarza się. W opisywanym przez ciebie przypadku prawdopodobnie zauważyłbym w slicerze "szlaczek" między ściankami i lekko zwiększył szerokość ścieżki żeby ścianka była mocniejsza (a może nie i wydruk wyszedłby ze źle połączonymi ściankami).
MakersMuse na którymś filmie pokazywał kółka/wałki do kalibracji - polecam wydrukowanie tego elementu - gdzieś wrzucałem linka (szczerze: nie chce mi się powtórnie szukać) u mnie tylko na 0.15mm wałki się nie obracały (i myślę że to niezły wynik).
Jak się dobrze zrobi kalibrację (i w okolicach tego co się zwykle ustawia) to potem zmiany są bardzo proste (nawet "na oko" == "na lenia" można szybko przeskalować).
Adrian202 pisze:Pytanie, czy dla osi Z robi się też taką kalibrację ??
Adrian: Znowu mnie przerażasz. Piszemy o kalibracji ̶w̶y̶t̶r̶y̶s̶k̶u̶ przepływu (filamentu), a nie drukarki (kroków).
Re: Piszczenie silników osi Z
: 25 lis 2017, 18:21
autor: Adrian202
Spokojnie moje projekty mają najcieńsza ścianę 0,5mm wiec ustawiłem 0,5 ale zapewne za dużego znaczenia to nie ma no i zawsze mogę ustawić 0,49mm by nie było kłótni
Wydruk jest jeszcze ciepły ale wymiar jest 0,50 dokładnie więc zobaczę jeszcze jak ostygnie ale jak na razie jest poprawny no i teraz sprawdzę wymiary i ewentualnie ustawie dokładnie kroki wszystkich osi i będzie ok
Re: Piszczenie silników osi Z
: 25 lis 2017, 18:24
autor: McKee
Ps: Link do artykułu, który podawałem wcześniej:
http://richrap.blogspot.com/2015/01/slic3r-advanced-perimeter-tuning-3d.html
A poniżej rysunek ilustrujący co może zmieniać "drobne" 0.02mm:
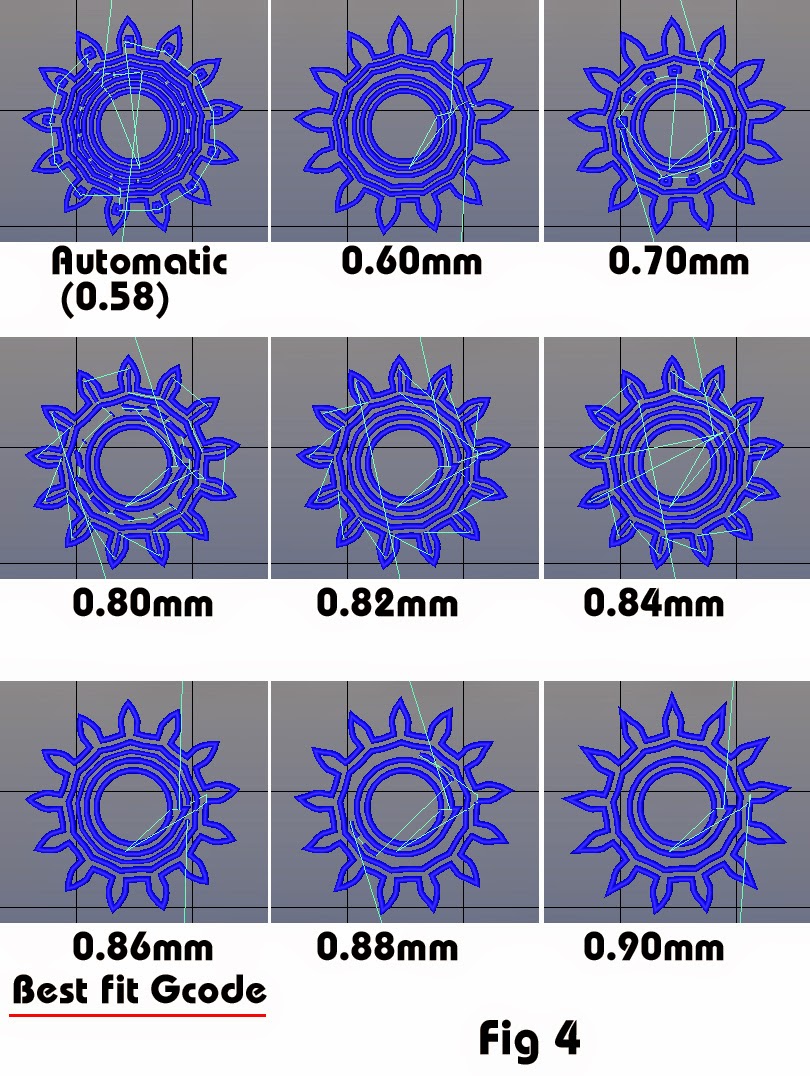
Zaraz ktoś napisze, że stare... Slicery są mądrzejsze teraz ... ale czy aby na pewno?
Adrian: Gratulacje.
Re: Piszczenie silników osi Z
: 25 lis 2017, 20:55
autor: Adrian202
No więc wydrukować wydrukowała ale wydruk nie wygląda najlepiej na górnej warstwie.
Przy ostatnim wydruku zauważyłem, że linie skirtu się rozdzielały, nie były połączone ze sobą.
W tym wydruku ściany też są rozdzielone no i górna warstwa wygląda jak wygląda ale wymiary są prawie idealne (20mm kostka ma jakieś 20.02 mm nie mogę dokładnie sprawdzić bo dalej jest przyklejona)
wiem dobrze, ze jeśli osłabię docisk do radełka w extruderze to podaje mi mniej materiału (niby nie ślizga się ale widać, że idzie go mniej na wydruku)
I teraz pytanie czy mam dokręcić extruder czy zwiększać flow ??
To jest właśnie ten powód co opowiadał koleś na filmie, który skrytykowałeś by robić dwie ściany.
Kroki osi Z i X widać są poprawne ale pewnie Z nie będzie ale do puki nie ustawię tego wypełnienia nie mam co kalibrować
Re: Piszczenie silników osi Z
: 25 lis 2017, 20:59
autor: dragonn
Kroki osi Z liczy się z wzoru/kalkulatorem i nie ma tutaj co kalibrować. Jak nie będzie wyliczona wartość pasować to znaczy że coś Ci gubi kroki.
Re: Piszczenie silników osi Z
: 25 lis 2017, 21:45
autor: Adrian202
Tak oś Z ustawiałem według wzoru dla tego napędu i ma 10.10 a osie X i Y mają 19,9mm pewnie dlatego, ze jest za mało filamentu.
Docisnę zębatkę i zrobię test na kostce 20x20x10 i dwóch ścianach
Chwila a może to dlatego, ze miałem ustawione top/bottom thickness na 0mm ale 3 warstwy no ale w tym momencie powinien robić warstwy według ustalenia głównego czyli 0.1 x 3 warstwy tak ??
Re: Piszczenie silników osi Z
: 25 lis 2017, 22:15
autor: Adrian202
dokręcenie zębatki nic nie zmieniło.
Jutro zwiększę jeszcze flow i sprawdzę czy to naprawi problem jak nie to rozkręcę głowicę i wszystko znowu wyczyszczę
Re: Piszczenie silników osi Z
: 26 lis 2017, 00:34
autor: Adrian202
Fajny pomysł z tym wsuwaniem i wysuwaniem filamentu
https://www.youtube.com/watch?v=LtyiM_ZP7Kg
Re: Piszczenie silników osi Z
: 26 lis 2017, 17:33
autor: Adrian202
No więc problemów ciąg dalszy i nie wiem co tym razem robię źle.
Flow mam teraz ustawiony na 130% i czyszczenie niewiele zmieniło.
Na każdej kostce z dwoma ścianami jest dodatkowa ściana w poprzek tworzona gdy dysza sie przysuwa by zacząć nową ścianę.
Kolejna sprawa do cienka przeźroczysta warstwa dolna i pytanie czy to nie przez ustawienia cura (0mm grubości warstwy)
I na koniec mam wrażanie, ze akceleracja jest za wysoka dla ruchów bez drukowania bo aż rysuje po prętach osi Y czy mam zmniejszyć z 1500 np do 1000 ?? myślę, ze może to powodować różne wymiary na przeciwległych ścianach.
Pomocy
Re: Piszczenie silników osi Z
: 26 lis 2017, 19:20
autor: Adrian202
OK, no więc problem braku retrakcji tkwił w trybie kombinowanym, który to nadpisywał ale na 145% flow (grubość ścian w ciąż była za mała 0,96mm zamiast 1mm) ściany teraz to dwie osobne linie więc ustawię 100% i zobaczę co będzie się działo
Re: Piszczenie silników osi Z
: 26 lis 2017, 19:26
autor: MRHT
Napisałeś, że kalibracja wyszła ok. Grubość ścianki 0.5mm. Czy to było na 100% przepływu? Po co zwiększasz przepływ?
Re: Piszczenie silników osi Z
: 26 lis 2017, 20:01
autor: Adrian202
Skalibrowałem szerokość jednej lini ale dwie wychodzą osobno i wymiar jest za mały nieważne jaki ustawię flow
Zwiększyłem temperaturę do 215c i znowu wydrukuję jedną warstwę a jak ją ustawie to spróbuje dwie
Może compensate walls overlaps powoduje taki problem ??
Re: Piszczenie silników osi Z
: 26 lis 2017, 22:24
autor: Adrian202
No więc linia jest skalibrowana ale dolna warstwa jest podzielona na linie, linie nie są stopione razem.
czego mogę jeszcze spróbować by to naprawić ??
Re: Piszczenie silników osi Z
: 26 lis 2017, 23:29
autor: Adrian202
Jednak to ta opcja "compensate wall overlaps" widocznie u mnie się nie sprawdziła.
Nie wiem jak końcowy wydruk ale zatyczki do rolet wyglądają nieziemsko dobrze, wyłączenie trybu kombinowanego uaktywniło retrakcję i widzę, że jest znacznie lepiej.
No i muszę mieć ustawione 0,48mm bo mi 1mm ścian nie drukuje
A nie przepraszam pod koniec dysza mu się zapchała
jutro skalibruję bez tej opcji
Re: Piszczenie silników osi Z
: 28 lis 2017, 02:06
autor: Adrian202
Ustawiłem temperaturę na 220C skróciłem rurkę od extrudera do minimum i zmniejszyłem retrakcję do 2mm i drukuje i to nawet ładnie wiec jest ok
Re: Piszczenie silników osi Z
: 29 lis 2017, 18:17
autor: Adrian202
Czy ktoś jeszcze czyta to co piszę ??
Zauważyłem poważny problem w drukarce wynikający z błędu konstrukcji mocowań Z.
Mianowicie cała winda głowicy odchyla się w osi Y a jest to spowodowane tym, że mocowania z łożyskami osi Z mają śrubkę w górnej części a dolna część nie ma żadnego wsparcia i się odgina przy nadmiernej akceleracji.
W tej chwili dla ruchów jałowych ustawiłem akcelerację 500 i zaprojektowałem ramię, które zamontuję wykorzystując łożysko na dolny pręt osi X i oprę o mocowanie z dodatkową nakrętką. Tak to zaprojektowałem, ze jeśli pręt będzie krzywy to winda będzie się przesuwać z nim w osi X
Co myślicie o takim rozwiązaniu ?? Wiem trudno to sobie wyobrazić jak sie tego nie widzi.
Zamówiłem też łożyska IGUS i wymienię wszystkie bo pręty osi Y są zagryzane prze łożyska
Drukarka drukuje ale wolno i po każdym czyszczeniu przepycham drutem dyszę i jak na razie jestem zadowolony. Wydrukowałem już jedno mocowania ale sie pomyliłem i zaprojektowałem dla łożyska 10mm więc teraz drukuje dla 8mm