Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 22 lis 2018, 14:06
autor: Adinfo
Paczka z drukarką właśnie przyszła, wygląda, że niczego nie brakuje. Oczywiście mega zimne części po transporcie, dlatego dam jej parę godzin zanim skręcę aby się "nagrzała".
Sprawdzałem głowicę z ramionami i na jednym z nich występuje luz - widoczne gołym okiem, w pozostałych pięciu nie. Będzie to miało jakieś większe znaczenie przy precyzji wydruku? - czy mam się tym już na tym etapie przejmować. Czy i gdzie ewentualnie można kupić "końcówki ramion" gdyby trzeba było wymienić.
Re: Anycubic Kossel Linear Plus - też coś tam przy niej grzebię
: 22 lis 2018, 14:12
autor: FlameRunner
Ej, ale to jest mój wątek o mojej drukarce!
Wydzielam, a "za karę" masz głupi tytuł wątku.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 22 lis 2018, 14:27
autor: Adinfo
Dziękuję za wydzielenie i sorry za wstrzelenie się w Twój wątek.
Nigdy nie miałem zaszczytu być w temacie wątku na forum - a tu proszę.
Może nawet dobrze, bo w najbliższym czasie pojawią się tu nowe posty z mojej strony.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 22 lis 2018, 14:29
autor: dziobu
Adinfo pisze:bo w najbliższym czasie pojawią się tu nowe posty z mojej strony.
Czekamy więc - inaczej wszystko wyciepiemy na hasiok!
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 23 lis 2018, 19:23
autor: Adinfo
1. Drukarka złożona, wstępne kalibracje i napełnianie filamentu PLA przeszła poprawnie.
2. Ramię z "luzem" na tę chwilę z sąsiednim spięte po środku recepturką aby wyeliminować ten luz.
3. Drukarka widzi kartę SD (FAT32) i foldery ale nie widzi na niej żadnych plików STL. Pliki dostarczone z drukarką przeniesione do głównego folderu karty SD i zmienione na małe litery i krótkie nazwy - bez skutku. Miał ktoś z Was z tym modelem drukarki taki problem? (wstępnie doczytałem, że to może być wina starego firmware). Jeszcze jej nie podpinałem do komputera. Czytałem już ten wątek: viewtopic.php?t=1875 - część już sprawdziłem, zobaczymy dalej. Kam drugą kartę ale "ubitą" bo zapis na niej nie działa, męczę dalej.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 23 lis 2018, 19:26
autor: dragonn
Adinfo pisze:
3. Drukarka widzi kartę SD (FAT32) i foldery ale nie widzi na niej żadnych plików STL. Pliki dostarczone z drukarką przeniesione do głównego folderu karty SD i zmienione na małe litery i krótkie nazwy - bez skutku. Miał ktoś z Was z tym modelem drukarki taki problem? (wstępnie doczytałem, że to może być wina starego firmware). Jeszcze jej nie podpinałem do komputera.
Cura 14 lub 15. Toż to prehistoria.
Zresztą różnice w jakości druku (i ogólnie wygląd prezentowanych tam wydruków) są absurdalne. Nawet w 2015, każdy z "testowanych" tam slicerów - z poprawnie dobranymi ustawieniami - powinien pozwolić na wydrukowanie głupiej kostki poprawnie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 23 lis 2018, 21:19
autor: dziobu
Bardziej chodzi o jakiś sensowny opis kluczowych elementów jak szew czy mosty. Porównywanie samych programów jest bez sensu niezależnie od ich wersji Nawet S3D się zmienia takze prędzej czy później każdy opis będzie nieaktualny. O doświadczeniu czy umiejętnościach operatora nie wspominając bo to przecież też się zmienia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 14:07
autor: Adinfo
kapi pisze:
dziobu pisze: wyciepiemy na hasiok!
po jakimu to je ?
hasiok po ślonsku, a wyciepniemy? - prawie się udało - miało być wyciepnymy
dziobu - dzięki za linki do lektury, na pewno się przydają.
1. Dzisiaj przygotowałem gcode - kostka Testing 20x20x10 z karty SD. Niestety pierwsze dwa przebiegi poszły w podkładkę, mimo kalibracji głowica zaczyna zbyt nisko, muszę to skorygować.
2. Druga sprawa - podgrzany domyślnie blat do 60 st. (zostawiłem tak w kodzie, teraz wyłączyłem) i da podkładka z drukarką zaczyna środkiem się podnosić, dlatego przy PLA będę zaczynał zabawę na zimno albo tylko delikatnie podgrzewał blat.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 14:12
autor: FlameRunner
Tak, na fabrycznie dodawanej podkładce można spokojnie drukować PLA bez grzania stołu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 14:34
autor: Adinfo
Poczytałem i wg wskazówek z tego linka (http://jheyman.github.io/blog/pages/Anycubic3DPrinter/) ustawiłem - Prepare Leveling -> "New Z Offstet" na taki jak był wyświetlony, u mnie -15.90, przedtem tego nie robiłem.
Ten fabryczny czarny PLA wiem, że jest kiepski, bardziej chodzi o to, że zanim przyjdą zamówione DevilDesign PLA black i white mam czas przynajmniej wstępnie zapoznać się z drukiem 3D i upewnić, że drukarka sprawna, tylko to ramię z luzem będę reklamował u producenta.
Czy ustawienie na jakiej wysokości głowica zaczyna (mimo kalibracji zapamiętanej w drukarce) jest też przechowywane w gcode, czy to osobne ustawienie w drukarce, ewentualnie skoro pierwsze warstwy poszły w blat - co muszę zmienić aby minimalnie podnieść głowicę.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 14:37
autor: FlameRunner
Możesz zmniejszyć delta height.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 16:57
autor: Adinfo
Drukarka nie zapamiętuje ustawień - po włączeniu albo nawet po wydruku - przy kolejnym wraca do Z offset - 15.90, zmieniam wtedy ręcznie na taki jak wyszedł - przy kolejnym wydruku leci 3cm nad stołem. Nie ma to dalej sensu. Czytałem, że też mieliście problemy z tym modelem (viewtopic.php?f=66&t=3280&view=unread#unread).
Czy aktualizację fimware (przejście na Marlin można wykonać z poziomu Windows? - czy musi to być Arduino albo RaspberryPi (akurat mam).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Możesz wgrać firmware z konfigiem wrzuconym przez @dziobu, tylko musisz go troszkę zmienić jeśli nie modyfikowałeś drukarki - patrz na moje komentarze w stosownym temacie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 17:48
autor: Adinfo
Dzięki za podpowiedź! - poczytam i przygotuję wszystko.
W międzyczasie "zaktualizowałem" stockowy firmware Anycubic to tego co mają na stronie dla autoleveling v2 myśląc, że może być lepiej, ale dalej to samo, ciekawe na czym polega różnica u tych co im działa poprawnie zapis do eprom.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 18:41
autor: Adinfo
Podsumowując problem ze stockowym firmware: "pojadę z nimi" przy podsumowaniu zakupu, zobaczymy czy coś zaradzą i wyjaśnią na czym polega problem. Nie potwierdziłem jeszcze dostawy i nie otworzyłem "sporu" na Ali, ale czemu nie spróbować
Sporo osób pisało o problemie - tylko czy ktoś to zgłosił do producenta.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 20:02
autor: Adinfo
Po wgraniu firmware Marlin 1.1.9 i config dla Delty (ustawione: Plus, Autoleveling = 2, stół alum = 1) nie robi mi autokalibracji - zjeżdża nieco w dół i wraca do góry - wtedy paski przeskakują o parę "zębów". Mam obawy aby czegoś nie uszkodzić.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 20:05
autor: dziobu
Nagraj filmik. Pokaż jak to wygląda.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 lis 2018, 20:12
autor: Adinfo
Nagram filmik, co w Twoim konfigu muszę zmienić aby użyć w standardowym kicie Delty?
Konfig wziąłem stąd: https://github.com/MarlinFirmware/Marli ... bic/Kossel
ustawiłem jedynie:
// normal size or plus?
#define ANCYUBIC_KOSSEL_PLUS
// Anycubic Probe version 1 or 2 see README.md; 0 for no probe
#define ANYCUBIC_PROBE_VERSION 2
// Heated Bed:
// 0 ... no heated bed
// 1 ... aluminium heated bed with "BuildTak-like" sticker
// 2 ... ultrabase heated bed
#define ANYCUBIC_KOSSEL_ENABLE_BED 1
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 10:04
autor: Adinfo
Wielkie dzięki , kalibracja ruszyła od ręki - przed zjechaniem głowicy sprawdziłem czy czujnik działa - jest ok. Właśnie się kalibruje
Wcześniejsze configi (nowsze - wg tego co mi link podesłałeś), które próbowałem nie działały - przy kalibracji głowica zjeżdżała do połowy i wracała, za kolejnym razem jechała do góry po za zakres i paski przeskakiwały o kilka ząbków, w innym configu z kolei przy rozpoczynaniu kalibracji głowica jechała na sam dół - nie działał czujnik - wyłączyłem aby nie uszkodzić czegoś.
1. Pytanie o znaczenie tego - na filmie autor włącza na moment i wyłącza z powrotem Soft Endstops: Off (u mnie na starcie były włączone, u niego wyłączone)? (później na filmie je włącza)
2. Przy pierwszej kalibracji i sprawdzaniu czy przyjdzie kartka papieru przy 0,7mm ledwo przechodzi, kartka ma około 0,5mm grubości.
Mam gdzieś w domu szczelinomierz, tylko muszę go odszukać. Czy Waszym zdaniem będzie ok?
3. Ta stockowa podkładka na stole jak nawet sam nadmuch leci z głowicy zaczyna się podnosić do góry - podnosi się środek pod wpływem temperatury - u Was też jest taki "objaw" - jak już będę pewny, że głowica nie ryje po stole to zamówię szybę.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 13:48
autor: Adinfo
Kilka podejść - nadal pierwsza warstwa "wchodzi w blat". Po kalibracji mam takie coś:
Calibration sd:0.027 - jak się ma ta wartość do pozostałych i tych zmian (height, probe z offset)
Height moje: +295.1 moja zmiana na: +295.12
Height na filmie: +334.32 na filmie zmiana na = +334.25
Probe Z Offset na filmie -14,60 na 14,65
Probe Z Offset u mnie -15,90 na -15.95
przypuszczam, że coś robię nie tak.
Ciekawe, że robiłem nawet kalibrację z podłożonymi czterema kartkami A4, potem je wyjmuję - przy drukowaniu głowica jest i tak za nisko.
Podczas wydruku w Tune zmieniałem Babystep Z o 0,7-0,8 i PLA zaczął wychodzić.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 13:54
autor: pacy
Nie sugeruj się filmem. Jak wchodzi w blat zmniejszaj delta height. Ustaw sobie na początek 290, wyłącz soft endstop i opuszczaj głowice aż będzie Ok, wartość z na minusie jaka będzie dodaj do delta height zapisz i sprawdź wtedy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 14:15
autor: Adinfo
OK, sprawdzę tak po kolei w filmie widziałem do momentu kiedy u mnie jest za ciasno nad blatem:
Prepare -> Delta Calibration -> Auto Calibration (u mnie wynikiem jest sd 0,023)
Prepare -> Delta Calibration -> Set Delta Height
Prepare -> Delta Calibration -> Store settings
zdejmuje sondę
Prepare -> Move axis (przełącza tu na moment Soft Endstops z Off na On i znowu Off - później na filmie widać, że włącza) -> Move Axis -> Move Z -> schodzi co 10mm, potem co 1mm, potem c0 0,1 mm do blatu i pokazuje przejście paska 0,1mm, przy 0,0 nie przechodzi
(u mnie jest tu aktualnie Z na górze jest = +295.0)
jak u mnie schodzę do blatu, to kartka przechodzi przy +000.8, przy +000.7 już mam spory opór - z powrotem jej nie włożę
z tym, że u mnie jest ta stockowa podkładka Anycubic - czy to ma jakiś wpływ - u niego jest położone coś ciemnego na blacie "twardego" - sonda ma plastikową końcówkę, więc twardość podłoża w tym wypadku nie powinna mieć znaczenia.
No i na tym etapie co powinienem zrobić? bo mam wrażenie że tu występuje różnica - głowica powinna być nieco wyżej.
Delta height mam zmienić ręcznie po kalibracji czy przed nią?
zmieniłem Deltę na 290.0 i przy Move Z podkładkę Anycubic można przesunąć przy Z -004.3 -> czyli to 0.0
czyli powinienem tę różnicę -004.3 dodać do 290.0 -> czyli zmienić deltę height ponownie tym razem na 294.3
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 14:34
autor: Adinfo
Dobra, ustawiłem teraz Delta na 294.3 i przy Move Z mogę swobodnie przesunąć kartkę A4 przy -000.1, czyli troszkę przegiąłem, muszę deltę height skorygować jeszcze o 0.001.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 15:02
autor: Adinfo
No właśnie z tego filmu próbuję to wyczaić. Tylko analizuję pewne kroki, które robi ten gość:
Zmieniłem już Deltę Height z 295.10 -> 294.06 - linijka metalowa z zestawu przechodzi przy 0.1, przy 0.0 nie.
Widzę, że na filmie:
1 znowu wraca i koryguje Delta Height o 0.7 (zmniejsza) - jaki to ma cel,
2 następnie Probe Z Offstet również zmienia o 0.5 (0.6 - 0.1), czyli u mnie było by 15.90 -> 15.95 - jaki to ma cel?
Aby przejść do kroku Level Bad muszę wiedzieć co z tymi dwoma poprzednimi krokami.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 15:17
autor: morf
Adinfo pisze:
2 następnie Probe Z Offstet również zmienia o 0.5 (0.6 - 0.1), czyli u mnie było by 15.90 -> 15.95 - jaki to ma cel?
Taki ze bed level i okreslanie delta height ma tak na prawde zwiazek z Probe Z offset.
W telegraficznym skrocie delta height firmware okresla tak ze jedzie do dolu dopoki nie zalaczy sie ta krancowka a potem dodaje do tego co zmierzyl wartosc Probe z offset.
Wiec w teorii jak raz ustawisz poprawnie Probe Z offset a potem na stol polozysz np. szybe i zrobisz "set delta height" to powinienes miec dobra wysokosc druku.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 18:52
autor: Gmeracz
A nie zapomnij robić zapis do eepromu w międzyczasie. Bo szlag trafi całe ustawienia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 19:03
autor: Adinfo
Chodzi o "Store Settings" w ustawieniach czy Control -> Initialize EEPROM ->Initiaize EEPROM.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 19:11
autor: dziobu
Jak sama nazwa wskazuje - Store Settings.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 20:34
autor: Adinfo
Dokładnie tak zrobiłem - Store Setings
Włączyłem napisy na youtube dla tego filmu z instrukcją aby lepiej zrozumieć co autor mówi, dzięki temu zorientowałem się, że w celu sprawdzenia wysokości głowicy nad blatem używa szczelinomierza 2mm, następnie przesuwa głowicę w dół co jeden milimetr, aż wskaźnik szczelinomierza nie będzie już się przesuwał między stołem a dyszą (należy pamiętać, że wysokość Z w tym punkcie w jego przypadku jest w zakresie 0 do 0.1, więc celowo zamierza tę odległość zmniejszyć o połowę, stąd korekta o 0.05 - jeżeli mamy szczelinomierz lub blaszkę o grubości 0.05mm to korygujemy Delta Height aby docelowo utrzymać między dyszą a stołem 0.05mm - taki zamiar miał autor.
Dobra walczę dalej.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 21:59
autor: Adinfo
W końcu to zrozumiałem sens korekty Delta Height oraz Probe Z Offset. Wybaczcie początkującemu
Jutro zaczynam poszukiwania suwmiarki.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lis 2018, 22:14
autor: morf
Bez suwmiarki nie loguj sie nawet na forum
Mam nadzieje ze nie przyszlo Ci tylko do glowy uzywac jakiegokolwiek szczelinomierza, teoria teoria a kazdy bardziej doswiadczony powie Ci ze i tak ustawia sie na oko po wykrukowaniu paru kresek chociazby.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 lis 2018, 01:38
autor: Gmeracz
Adinfo pisze:DWłączyłem napisy na youtube dla tego filmu z instrukcją aby lepiej zrozumieć co autor mówi
Ja pierdziu... Wy, młode koty nie dajecie rady, aby opanować w mordę tak z 200-400 słówek po angielsku?
Jestem już starszy piernik, a się uczyłem anglika, gdy miałem po 40-tce...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 lis 2018, 07:56
autor: Adinfo
@morf Bez suwmiarki nie loguj sie nawet na forum
Mam nadzieje ze nie przyszlo Ci tylko do glowy uzywac jakiegokolwiek szczelinomierza, teoria teoria a kazdy bardziej doswiadczony powie Ci ze i tak ustawia sie na oko po wydrukowaniu paru kresek chociazby.
- tak też zrobię, odpuszczę szukanie suwmiarki - jestem ciekawy tak orientacyjnie jak wysoko macie głowicę przy pierwszej warstwie - jak zaczyna drukować.
@Gmeracz Jestem już starszy piernik, a się uczyłem anglika, gdy miałem po 40-tce...
To dlatego, że 40-stkę mam dopiero za miesiąc - potem angielski będzie na "innym" poziomie.
Nie spoko - z tym angielskim, tylko nie załapałem od razu o co chodzi z Delta Height i korektą Probe Z Offset.
Skoro poprawiłem Probe Z Offset (na odpowiedni dla mnie) to teraz każda kalibracja będzie łatwiejsza - bo uwzględni tę różnicę przesunięcia Z.
Pytanie dotyczące podkładki stockowej - czy u Was też przy grzaniu blatu się podnosi środkiem znacząco?
- przy 60 stopni wątpię że wydruk wyjdzie poprawnie, skoro podkładka będzie mi dotykała głowicy.
- sporo osób pisało o szkle hartowanym o grubości 3mm - rozumiem, że może być nieco grubsze? (tyko nagrzewanie tej "szyby" na blacie będzie trwało dłużej,
- znajomy co ma drukarkę 3D wspominał mi o jakimś "lakierze kosmetycznym/do włosów z Rossmana", który fajnie działa przy nałożeniu na blat, bo pierwsza warstwa się dobrze nakłada i trzyma - a ponoć dużo tańszy niż dedykowane do wydruku 3D.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 lis 2018, 08:17
autor: FlameRunner
Ale to wina podkładki? Czy raczej samej grzałkowo-aluminiowej płyty stołu? (I, być może, tego, że my ją chyba wszyscy źle montujemy, nie dając jej miejsca na rozszerzenie się po nagrzaniu.)
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 lis 2018, 09:54
autor: tig33r
Nagrzej stół i dopiero później dokręć plastiki, które go mocują do ramy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 28 lis 2018, 09:16
autor: Adinfo
Po kalibracji i korekcie Probe Z-offset udało mi się uzyskać taką odległość od stołu, że przy +000.0 (lub +000.1 przechodzi kartka, a przy -000.1 nie - wydaje się, że głowica nie jest za nisko bo filament wypływa tylko nie klei się do stołu, aby pierwsza warstwa kleiła się testowo zmieniałem Babystep Z na -0.150 to filament zaczął się "wprasowywać" w blat, tylko następne warstwy po tej zmianie zaczęły być "ściągane" przez dyszę (wydrapywane). Dlatego przyczyna musi być inna niż wysokość dyszy. Próbowałem już z zimnym stołem, ciepłym 50 stopni, przy wyłączonym nadmuchu na początku, ale efekty mizerne.
1. Potrzebuję sprawdzony profil dla Anycubic Linera Plus, który działa poprawnie. W moim profilu, który mam zaczytany - np. filament standardowo jest ustawiony na 2.85 - czy to może być przyczyna problemów? - powinno być 1.75 (czyli taki jak mam zainstalowany). I jak się ma w nim ustawienie Z na 270.0 - taki jest po wczytaniu. Ustawione też jest w tym profilu Z na 270 - czy to też należy zmienić (Delta Height ma inną wartość).
2. Czy możecie udostępnić jakieś sprawdzone gotowe G-code (2-3 przykłady) dla dowolnych wydruków dla tej drukarki (jakieś małe obiekty lub kilkuwarstwowe testy) - abym mógł być pewny ustawień.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 03:07
autor: Gmeracz
Profil w Cura jest banalny. Wystarczy podać mu wymiary drukarki i tyle.
Jeżeli to przerobisz to powinno drukować od strzała...
A poza tym PLA świetnie się drukuje na zimnym stole. Żadnego podgrzewania, bo to tylko myli co do przyczyn problemów.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 08:31
autor: Adinfo
Dwa obrazy/linki do nich, które wkleiłeś niestety nie otwierają się.
Możesz mi powiedzieć czy ta domyślna wartość Z = 270 w zaczytanym profilu https://www.thingiverse.com/thing:2367365 należy ją zmienić na tę z Delta Height? (może to nie ma znaczenia - takich wysokich obiektów nie będę drukować).
Jeszcze się zastanawiam bo używam stockowego filamentu PLA co przyszedł razem z drukarką, ale w międzyczasie przyszły DD ECO (czarny i biały)
Co do ustawień i tej instrukcji to zrobię to jeszcze raz (tym razem wg. tej co podałeś).
Kolejna możliwość jak zaczynałem z pierwszym wydrukiem (na starym firmware) wbijaniem filament w blat - czy głowica mi się nieco nie zapchała na wylocie - chociaż jak się rozgrzewa to zanim zaczyna drukować na kilka centymetrów filament "wycieka" w dół.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 08:53
autor: jarn
Wysokość 270 możesz zostawić. Przedmiot który jest oddalony od środka stołu i tak nie uda się wydrukować z wysokością == "Delta Height".
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 11:29
autor: Adinfo
Anycubic Kossel Linear Plus kalibracja - instrukcja
1. Zainstaluj/podłącz sondę poziomującą (w moim przypadku wersja 2)
UWAGA: jeżeli nie założysz sondy i uruchomisz AutoCalibration wysokość Delta Height zostanie ustawiona na bardzo małą np. 80mm, co spowoduje, że dalszy proces kalibracji będzie niemożliwy – drukarka nie będzie się kalibrowała – głowica nie będzie się zbliżała do stołu tylko wracała do punktu wyjściowego home – tylko zjeżdżała np. 80mm w dół i wracała do góry. Jeżeli się tak stanie najprościej wrócić do ustawień domyślnych zapisanych w pamięci EEPROM, wchodząc w Control / Initialize EEPROM, drukarka po tej operacji wróci do ustawień domyślnych.
2. Idź do Prepare / Delta Calibration / AutoCalibration (włączenie autokalibracji)
operacja trwa dosyć długo, ponieważ sonda sprawdza wiele punktów 7 razy z rzędu.
3. Idź do Prepare / Delta Calibration / Set Delta height (ustawienie wysokości delta)
głowica jeden raz zjedzie w dół sprawdzając wysokość
4. Zapisz ustawienia Prepare / Delta Calibration / Store settings (zapis ustawień)
pojedynczy dźwięk oznacza poprawny zapis ustawień
5. Odłącz/zdejmij sondę poziomującą
Jeżeli jej nie zdejmiesz możesz przy drukowaniu uszkodzić drukarkę np. głowica uderzy sondą w stół.
6. Zmień Prepare / Move Axis / Soft Endstopsna Off (wyłączenie programowych włączników krańcowych), UWAGA: menu Move Axis nie będzie widoczne dopóki głowica nie będzie w punkcie startowym – home, wtedy możesz przejść do Prepare / Auto home
7. UWAGI DOTYCZĄCE OPUSZCZANIA GŁOWICY w kolejnym kroku:
• w tym przypadku gałką można kręcić tylko w lewą stronę (NIE W PRAWO! gdyż może to spowodować „przeskok” pasków albo uszkodzić drukarkę mechanicznie),
• zjeżdżając głowicą w dół opuszczaj ją ostrożnie - najpierw używając większych kroków 10mm, następnie 1mm aby zbliżyć się do stołu, kiedy jesteś na wysokości powyżej kilku milimetrów przełącz się na kroki 0.1mm,
• nie zjeżdżaj głowicą zbyt nisko bo możesz przesunąć się poza zakres wysokości delta „niżej niż poziom stołu”, co może to uszkodzić drukarkę.
8. Za pomocą menu Move Z-axis / Move Z używając pokrętła w lewą stronę zjeżdżaj w dół (zmieniając ostrożnie kroki z 10mm → 1mm → 0.1mm) – opisano wyżej:
• będąc już bardzo blisko stołu włóż kartkę papieru pod dyszę i małymi krokami zbliżaj się o 0.1mm do stołu tak aby papier nie dał się przesuwać – jak to się stanie podnieś głowicę o 0.1mm do góry (gałka w prawo) – zanotuj wartość Z offset jaka się wyświetliła.
Przykład: jeżeli papier daje się przesuwać przy Z=000.4mm, ale nie przy wysokości Z=000.3, wtedy weź środkową wartość czyli 000.35mm dla następnych kroków kalibracji.
Wartość ta może być dodatnia lub ujemna – zależnie od tego w kolejnych krokach będzie trzeba ją dodać lub odjąć od korygowanych wartości.
9. Idź do Prepare / Delta Calibration / Delta Settings i zmień wartość Height odejmując ją o Z offset jaki zanotowałeś w poprzednim kroku.
Uwaga: jeżeli zanotowane przesunięcie Z offset jest ujemne np. -000.35 wtedy dodajesz je do wartości do Height, np. -294.00 - 000.35 = -294.35, jeżeli dodatnie 000.35 (-294.00 – 000.35 = -293.65)
10. Idź do Prepare / Auto Home (powrót głowicy do punktu wyjściowego - home)
11. Idź do Control / Motion i skoryguj wysokość sondy Probe Z-offset odejmując zanotowane przesunięcie Z ustawione wcześniej w ustawieniach (Delta Settings - Height).
12. Idź do Control / Store settings (zapis ustawień)
pojedynczy dźwięk oznacza poprawny zapis ustawień
13. Zainstaluj/podłącz ponownie sondę poziomującą
14. Idź do Prepare / Auto Home (powrót głowicy do punktu wyjściowego – home)
15. Idź do Prepare / Level Bed(sprawdzenie wypoziomowania stołu)
16. Idź do Control / Store settings (zapis ustawień)
17. Idź do Prepare / Auto Home (powrót głowicy do punktu wyjściowego - home)
18. Odłącz/zdejmij sondę poziomującą
Jeżeli jej nie zdejmiesz możesz uszkodzić drukarkę np. głowica uderzy sondą w stół.
Dla pewności sprawdź kilka razy wysokość głowicy nad stołem opuszczając ją tak jak w kroku 8, aby mieć pewność, że dysza nie porysuje stołu, albo nie uszkodzi się inny element drukarki. Czyli sprawdź czy kartka papieru dotyka dyszy w pobliżu wartości Z = 0.000. W razie czego powtórz procedurę i skoryguj odpowiednio wysokość Delta Height oraz Probe Z Offset.
Jak macie uwagi piszcie - mogą być błędy/niepoprawnie nazewnictwo itp.
PS Instrukcja, którą przedstawiłem dotycząca kalibracji drukarki Anycubic Linear Plus bazuje na opisie "Re-calibrating with Marlin 1.1.9" zawartym pod tym linkiem: http://jheyman.github.io/blog/pages/Any ... marlin-119
Uzupełniłem ją we własnym zakresie dopisując istotne dla mnie uwagi i wyjaśnienia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 17:05
autor: Adinfo
Panowie sukces! - w końcu pierwszy wydruk w moim życiu 3D mam w ręku - kółko o średnicy 5cm wysokie na kilka warstw
Normalnie traciłem już nadzieję myśląc, że nie dam rady. Jednak musiałem bardziej obniżyć głowicę, tak aby kartka ledwo przechodziła przy Z=0.000, wystarczyło zmienić Z o 0.02 aby wszystko ruszyło, nawet na zimnym stole. Jako, że kupiłem HEGRON żel w promocji za 13zl w Rossmanie to sprawdziłem działanie - nie mogłem wydruku od blatu odkleić
Teraz istotne pytanie:
testowo drukowałem z Cura 3.6 przez USB - na końcu wydruku głowica zamiast wrócić do Home - dwa silniki stały a jeden ruszył - głowica maksymalnie zbliżyła się do profilu X (w przodu z lewej) więc musiałem awaryjnie wyłączać drukarkę + komunikat HALTED i konieczność restartu aby pasek na tym jednym silniku nie przeskoczył. Co może być tego przyczyną?
- oprócz wczytania domyślnego profilu i ustawienia filamentu na 1.75 z 2.85 nic więcej nie zmieniałem w ustawieniach samej drukarki, tylko nadmuch na pierwszych warstwach wyłączyłem i parę zmian dotyczących prędkości druku, nic po za tym.
Mam nadzieję, że drukując z karty SD nie zrobi mi takiego numeru na końcu druku.
;TIME_ELAPSED:252.918035
G1 F1500 E247.23353
M140 S0
M107
;End GCode
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 ;move to endstop
M84 ;steppers off
G90 ;absolute positioning
M82 ;absolute extrusion mode
M104 S0
;End of Gcode
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 17:52
autor: Adinfo
G28 ;move to endstop - dziwne, że Merlin 1.1.9 nie przyjmuje po drukowaniu komendy powrotu do domu. Z poziomu Cura wpisując komendę G28 głowica wraca tam gdzie powinna.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 18:11
autor: dziobu
Spróbuj w skrypt końcowy wstawić G90 przed G28.
Może tu jest problem. Będę miał potem chwile to sprawdze jak to działa.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 18:17
autor: Adinfo
Dzięki, tak zrobię.
Sprawdź jak masz ustawiony kod końcowy w profilu dla tej drukarki, ciekawe masz tak samo jak ja podałem czy inną kolejność poleceń.
Jak w Cura wbijam Home to głowica wraca tam gdzie trzeba.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
G91 ; relative mode
G1 E-3.00000 F1800.000 ; cofam ekstruder
G1 Z2 F7200.000 ; w gore
G90 ; absolute mode
G0 X0 Y0 Z300 F1200.000
M104 S0 ; temp OFF
M140 S0 ; turn off bed
M84 ; disable motors
M107 ; fan off
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 18:36
autor: tig33r
A wiecie, że wystarczy otworzyć folder z przykładową konfiguracją do tej drukarki i tam jest instrukcja kalibracji bez wymyślenia koła na nowo i wgrywania jakichś dziwnych konfiguracji od hindusów?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 lis 2018, 18:45
autor: Adinfo
Czy możesz podać więcej szczegółów?
Instrukcję dla tej drukarki odnośnie kalibracji widziałem ale moja drukarka nie zapamiętywała ustawień dlatego musiałem kombinować z wgrywaniem innych konfiguracji i firmware jak kilka innych osób.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 lis 2018, 11:53
autor: Murzyn_z_syberii
Podał by mi ktoś długość czujnika od auto poziomowania od tej blaszki co jest pod dyszą aż do tego czarnego pierdołka. Czujnik mi spadł na ziemię o się końcówka ułamała i dorabiam nową na tokarce tylko nie wiem długości.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 lis 2018, 11:55
autor: Berg
w zasadzie to bez znaczenia. możesz sobie to potem ustawić ile Ci wyjdzie tyle zmierzysz i wpiszesz w configu. W praktyce i tak kazdy ma odrobinę inaczej i fajnie sobie to dokładnie pod swoją drukarkę ustawić.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 lis 2018, 12:03
autor: Murzyn_z_syberii
Oki. Zobaczę co mi z tego wyjdzie w sumie mogę zrobić większe zmierzyć stół podjechać dyszą i spiłować czujnik o odległość. Kurde to moje pomysły. No nic idę się bawic.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 08:52
autor: Adinfo
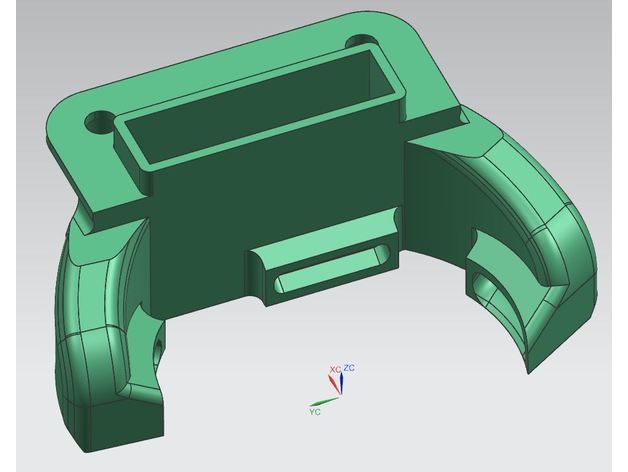
Proszę o radę, przedwczoraj drukowałem parę elementów: kostka, piramida, kubek i nie było na nich wiele większych defektów, natomiast wczoraj chcąc wydrukować uchwyt do drzwi balkonowych wyszły mi takie "kropki" jak poniżej widać. Mam wrażenie, że głowica przesuwając się i wypełniając środek deformuje zewnętrzną ściankę, która była przed momentem nałożona, przez to "wysuwa" na zewnątrz PLA. Co widać. Sam wydruk trzyma się mega mocno i jest wytrzymały. Ciekawe, że proste ścianki wychodzą prawie idealnie jak dla mnie.
Używam stockowe czarne PLA z drukarki, w "niskim" uchwycie wypełnienie 100% (prędkość 60/30, w całym uchwycie wypełnienie 40%, prędkość 90/45. Temperatura 200 stopni, testowo zmniejszyłem na 190 ale nie zauważyłem różnicy. Jakie parametry jeszcze musiał bym Wam podać w celu sprawdzenia.
uchwyt 1 - zewnętrzna część
uchwyt 1 - spód
uchwyt 1 - przód - na "prostym odcinku " nie ma "kropek"
uchwyt 1 spód
uchwyt 1 przód
uchwyt 2 od przodu
uchwyt 2 od spodu
Mini kubek (minimug) - wyszedł w miarę dobrze, tylko w jednym miejscu ścianki gdzie głowica zawracała od zewnątrz jest małe wgłębienie, od środka zgrubienie. po za tym jestem z niego zadowolony
spód piramidy 1 (w jednym miejscu podkładka na stole ma skazę co widać, po za tym pierwsza warstwa wyszła w miarę dobrze, matowe bo żel Hegron był użyty
spód piramidy 2
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 10:00
autor: Adinfo
Ustawienia Cura z jakimi zaczynam (potem w drukarce speed zmniejszam do 60-70 wtedy jak by nieco mniej jest tych kropek co pisałem.
Cura - travel, cooling
Cura - speed
cura_1_speed.jpg (21.8 KiB) Przejrzano 4218 razy
Cura - quality, shell
Cura - infill, material
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 12:25
autor: FlameRunner
Adinfo pisze:Używam stockowe czarne PLA z drukarki
Dwa wydruki jeden po drugim, z tego samego g-code.
Drukarka bez jakiejś starannej kalibracji, bez modyfikacji.
Zwróć uwagę na ilość nitek, blobów i innych baboli związanych z niekontrolowanymi wyciekami z dyszy, zwłaszcza przy środkowym słupku.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 12:36
autor: FlameRunner
A, żeby nie było. Załączam zdjęcie z zaznaczonymi trzema przykładami "wypłyniętych warstw" - na czarnym też są, tylko mniej je widać na zdjęciach.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 16:59
autor: Gmeracz
Oprócz nieznanej jakości twój filament może też być wilgotny.
Możesz to poprawić w piekarniku. 2 godz. 60 st. z termoobiegiem.
A mierzyłeś jego średnicę w kilku miejscach?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 18:55
autor: Adinfo
@FlameRunner - filament mam już kupiony ten co podałeś - biały i czarny, ale jak pisze Gmeracz wilgotność - mam tę drukarkę od tygodnia w wilgotnej kuchni gdzie miejscami nawet pleśń mi się robi - to może być jeden z powodów - dlatego nie chcę tego filamentu jeszcze zakładać bo też zaciągnie wilgoci - aż rozwiążę problem (o tym niżej).
Gmeracz pisze:Oprócz nieznanej jakości twój filament może też być wilgotny.
Możesz to poprawić w piekarniku. 2 godz. 60 st. z termoobiegiem.
A mierzyłeś jego średnicę w kilku miejscach?
W związku z tym mam pomysł aby rolkę z filamentem umieścić w pojemniku na żywność (zdejmowana pokrywa, sam pojemnik przykręcony do ramy drukarki, który gabarytowo idealnie mieści materiał i w jednym miejscu będzie miał wyprowadzoną elastyczną rurkę (taką jak idzie do głowicy) przez którą filament będzie wychodził, w środku pojemnika oczywiście woreczki na wilgoć. Co do średnicy też sprawdzę w paru miejscach - wzrokowo tego nie widać.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 19:27
autor: dziobu
Adinfo pisze:wilgotność - mam tę drukarkę od tygodnia w wilgotnej kuchni gdzie miejscami nawet pleśń mi się robi - to może być jeden z powodów - dlatego nie chcę tego filamentu jeszcze zakładać bo też zaciągnie wilgoci
Zapewniam Cię że jakby filament ciągnął wodę w takim tempie to 95% problemów z drugiem było by związanych z wilgotnością. A faktycznie mówimy o 1% albo mniej. Weź załóż normalny materiał i sie nie wygłupiaj.
Adinfo pisze:(...)pojemnik przykręcony do ramy drukarki, który gabarytowo idealnie mieści materiał
Ale pudelko robisz tylko pod konkretną szpule? A jak kupisz inny materiał innego producenta?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 19:41
autor: FlameRunner
Nie wierzę w mokry filament - nie zimą.
A grzyb to raczej oznaka tego, że masz zimne ściany.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 01 gru 2018, 19:56
autor: Adinfo
To pudełko to oczywiście dla drukujących od czasu do czasu aby ciągle szpuli nie ściągać - chociaż tak mi się to spodobało, że raczej szpula szybko pójdzie
Problem z wilgocią zniknie wiosną jak docieplę do końca dom.
dziobu pisze:Ale pudełko robisz tylko pod konkretną szpule? A jak kupisz inny materiał innego producenta?
Mam szuplę EKO 7x20cm, stockowa ma 6,5cm, więc tej pojemnik co planowałem może się nie nadać bo ma w środku nieco ponad 7cm.
Pojemnik na szpule: wysokość w środku 7,5cm, szerokość 22cm, wycięte w dnie miejsce gdzie przejdzie uchwyt drukarki na szpulę, pokrywa pojemnika zakładana na bok, na spodzie woreczki na wilgoć, otwór z rurką do ekstrudera. Nie mam pojęcia o wymiarach innych szpul i producentów, ale zanim podziurawię pojemnik, który mam jeszcze to sprawdzę.
FlameRunner pisze:Nie wierzę w mokry filament - nie zimą.
A grzyb to raczej oznaka tego, że masz zimne ściany.
Na 100% się z Tobą zgadzam.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 08:05
autor: Adinfo
Kolejne próby zdiagnozowania "kropek" na wydrukach.
test retrakcji - draft 2mm, PLA CHRL
draft 2mm - "kropki" widoczne na "zaokrągleniach wewnętrznych i zewnętrznych - PLA CHRL
warstwa 1mm - kropki tylko na górnych wypustach, oraz środkowych - proste ścianki bez artefaktów - PLA CHRL
Kostka testowa forum - draft 0.2mm, prędkość 60mm/30mm/s, travel 120mm/s pierwsza warstwa na kolejnej kostce wiem, że jest skopana - poprawiłem na kolejnych (nie zrobiłem jeszcze zdjęć - jest poprawiona zmieniając wg wytycznych - rafajlot) - wrzucę wieczorem zdjęcia
widać kropki na kadłubie - PLA CHRL
kropki - to samo co na czarnym - PLA ECO białe
kropki - PLA CHRL
kropki - to samo co na czarnym - PLA ECO białe
Przy drukowaniu białego 3Dbenchy gdzieś w połowie zmieniałem w drukarce Flow 90-110 oraz Speed 80-120, nie specjalnie się coś zmieniało. Jak również warstwa 0.15 czy 0. 2mm bez różnicy - zawsze wypływa na zaokrągleniach - tych zewnętrznych i wewnętrznych.
Kostka forumowa - mam jeszcze dwie zrobione i jak same ścianki są równe to w paru miejscach popłynęło - w środku podobnie. Próbowałem też raz zmienić retrakcję z 6.5mm, 25mm/s na 6mm, 70mm/s ale popłynęło jeszcze bardziej.
Później na kostce testowej dałem 40mm/s i wyłączyłem mimimal layer time - w paru miejscach też popłynęło - tam gdzie przedtem.
Podsumowując - problem nie występuje przy prostych ściankach i ostrych "narożnikach" - co do PLA - czy CHRL czy ECO dzieje się to samo. Na paru kostkach testowych problem występuje zawsze w tych samych miejscach. Dodam później zdjęcia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 09:27
autor: McKee
Adinfo pisze:Problem z wilgocią zniknie wiosną jak docieplę do końca dom.
Nie. Wtedy problem dopiero się pojawi
W zimie grzejesz i wilgotność powietrza w domu/mieszkaniu może być i poniżej 30% (chyba że masz nowy/mokry/niewykończony dom) - filament raczej nie ciągnie wilgoci.
W lecie jest normalnie koło 45-50%, a bywało u mnie przez kilka/kilkanaście deszczowych dni powyżej 65% - wtedy filament ma czas i odpowiednią wilgotność powietrza żeby sobie trochę naciągnąć .
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 11:09
autor: Adinfo
Powiem tak - dom docieplałem pianką montażową z pistoletu więc pod styropianem wilgoci było początkowo mniej niż na kleju z worka z wodą. Ale tam gdzie mam docieplone to wilgotność znacząco spadła - taśma lakiernicza przy malowaniu trzyma mocno, wcześniej spadała sama. W kuchni chleb ma pleśń po paru dniach - w pokoju wysycha do twardości w tym samym czasie, albo nawet wcześniej. Do tego gładź z unigruntem na ścianach uszczelnia dodatkowo powstały termos. Dlatego przez 2-3 miesiące taki filament co nieco pociągnie z wilgoci, nie wiem ile, ale problemy z wydrukiem z winy stockowego filamentu wykluczyłem. Muszę szukać dalej.
Co do samej drukarki: pisałem na początku, że mam luzy w ramionach drukarki - w jednym bardzo duże, w jednym mniejsze ale wyczuwalne. Więc w niedzielę zgłosiłem to do Anycubic przez oficjalny support, w poniedziałek rano odpisali, że podeślą mi nowe, podałem adres do wysyłki, dzisiaj odpisali, że wysłali i podali nr do śledzenia przesyłki. Szybka piłka. Podałem im nawet link do tych wydruków z "kropkami" i podesłali screeny co mogę spróbować zmienić aby to wyeliminować - będę sprawdzał.
Od wczoraj niestety wentylator z głowicy robi jaja i brzęczy, uspokaja się dopiero po czasie jak się go dotknie lekko palcem. Muszę go wymienić na jakiś solidny.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 11:52
autor: FlameRunner
Adinfo pisze:Od wczoraj niestety wentylator z głowicy robi jaja i brzęczy, uspokaja się dopiero po czasie jak się go dotknie lekko palcem. Muszę go wymienić na jakiś solidny.
Jakby coś, w wątku Rafała doktoryzowali się z wentylatorków.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 12:01
autor: Adinfo
Dzięki, tak zrobię. Akurat nie mam pod ręką żadnego nowego o tych wymiarach z podobnymi obrotami, tylko stare (używane z procesorami Pentium).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 16:38
autor: Adinfo
Pytanie początkującego:
Kalibracja ekstrudera - przy wyjętej rurce z ekstrudera wysunę za pomocą odpowiedniego g-code filament np. na 10cm i sprawdzę różnicę. Potem przeliczę to razem z krokami silnika - tylko skąd wziąć aktualną liczbę kroków ekstrudera dla Linear Plus? - czy to wartość znamionowa silnika - czy jeszcze coś innego muszę uwzględnić? czy po takim wyliczeniu można poleceniem w sekwencji startowej g-code to ustawiać (nie wgrywać na tym etapie jeszcze zmodyfikowanego firmware z tym parametrem) - jakie polecenie g-code ustawi przed wydrukiem zmienioną (skorygowaną o wyliczoną różnicę). Gdzie w kodzie źródłowym firmware muszę to zmienić.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 20:23
autor: Adinfo
Sprawdziłem ekstruzję i poprawiłem - zrobię do tego opis w wolnej chwili. W każdym razie miało być 100mm a filamentu wyszło 102mm, czyli 2% za dużo. W Configuration.h było wpisane E98.0 a u mnie wyszło 96.08 (po zaokrągleniu - nie jestem pewny ile ten soft obsługuje miejsc po przecinku). Po ponownym sprawdzeniu wyszło 100mm, czyli tyle ile miało być. Teraz czas na Flow i inne testy, może w końcu wyjdą mi wydruki bez "baboli".
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 21:25
autor: spec
Nie wiem czy to jest najlepszy sposób kalibracji ekstrudera. Ciężko zmierzyć odległość bardzo dokładnie. Wg mnie lepiej wydrukować pustą kostkę z jednym obrysem ustawiając dla dyszy 0,4 mm szerokość nieco większą np. 0,48 mm.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 21:27
autor: dragonn
spec pisze:Nie wiem czy to jest najlepszy sposób kalibracji ekstrudera. Ciężko zmierzyć odległość bardzo dokładnie. Wg mnie lepiej wydrukować pustą kostkę z jednym obrysem ustawiając dla dyszy 0,4 mm szerokość nieco większą np. 0,48 mm.
To jest drugi etap, najpierw z grubsza warto ustawić tym ile wciąga a później bawić się mierzenie ścieżki.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 21:36
autor: Adinfo
Co do tego pomiaru to racja, bo na mojej suwmiarce na pewno będzie odchylenie. Powiem tak - mimo tej korekty 2% dalej mam na "zakrętach" te babole, zauważyłem, że pojawiają się jak głowica zwalnia przy "rysowaniu" tych zaokrągleń, na prostej jest dobrze. Przy drukowaniu dodatkowo zmniejszałem też temperaturę z 200 do 180 stopni, tu też nie było różnicy.
Ciekawe, z czego wynika, że głowica zwalnia o kilkadziesiąt procent w tych miejscach, to nie jest 30mm/s tylko max 10mm/s, czasami na chwilę postoi nawet.
Próbuję ustalić flow rate wg tej instrukcji i na tamtej kostce testowej: http://www.desiquintans.com/flowrate
Mam w niej masę nitek w środku oraz te babole.
Moja suwmiarka jest raczej kiepska, do tego mi wyszły babole spore tak jak pisałem, a grubość ścianek trudno za jej pomocą ustalić, jutro zamawiam jakąś w miarę dobrą, nie wiem czy te elektroniczne z Allegro za 40-50zł będą w miarę dobre.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 21:52
autor: spec
dragonn pisze:To jest drugi etap, najpierw z grubsza warto ustawić tym ile wciąga a później bawić się mierzenie ścieżki.
To się zgadza.
Co do bąbli na wydruku też miałem taki problem w poprzedniej drukarce. Na prostej było dobrze. Na łukach kaszana. Może elektronika nie wydala na łukach i są mikro przestoje? Raczej to nie jest wina filamentu. Nie masz za dużo kroków poustawiane?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 22:32
autor: Adinfo
Jako amator w druku 3D muszę to przyznać:
Jak się człowiek nie nauczy słuchać lepszych oraz nie przeczyta czego trzeba przed przystąpieniem do pracy to będzie na własnej skórze dochodził po kolei, niektórym się uda bez tego a mi dopiero dzisiaj , a niektórym nigdy.
Nie chcę robić quizu z rozwiązaniem, ale nareszcie mam w miarę dobry wydruk - narożniki przy draft 0.2 mm, głowica 190 stopni, prędkość 40mm/s, pojedyncza ścianka 0.46mm - narożniki wyszły bez baboli. Co obstawiacie?
...
...
...
Na podstawie obserwacji przy wydruku i tego co "odwalała głowica" - jak się zachowuje i kiedy wypływa filament powodując "kropki" = babole na wydruku poszukałem i znalazłem na jednym z forów zagranicznych takie proste pytanie: "Any noticeable differences if you start the same print from sd card or from USB?"
Źródło: https://community.ultimaker.com/topic/1 ... he-curves/
no to mam przyczynę problemów, jutro dalsza kalibracja. Podsumowując: lepiej późno niż wcale.
No to teraz przy takich problemach należy zdać pytanie: Drukujesz przez USB czy bezpośrednio z karty SD?
- sprawdź zanim napiszesz następny post na forum
Mój PC jest z 2008 roku, wybaczam mu problemy z USB 2.0, ale sobie to już nie.
Jak ochłonę to kalibracja przepływu oraz kolejne testy i zobaczymy czy mi wyjdzie poprawna kostka kalibracyjna z forum
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 22:33
autor: dragonn
Generalnie drukowanie po USB jest czymś niezalecanym.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2018, 22:48
autor: Adinfo
dragonn pisze:Generalnie drukowanie po USB jest czymś niezalecanym.
Teraz już wiem. Jutro dalsze prace nad poprawą wydruku.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 10:24
autor: Adinfo
Aby ustawić Flow musiałem zaopatrzyć się w miarę dobrą suwmiarkę (w sprawdzonym sklepie narzędziowym mają suwmiarkę elektroniczną LIMIT za około 130zł). Kupiłem też drugą za 45zł, ale jak się domyślam będzie odbiegała od normy. W między czasie zacząłem bawić się w ustawienie retrakcji.
FlameRunner pisze:A, żeby nie było. Załączam zdjęcie z zaznaczonymi trzema przykładami "wypłyniętych warstw" - na czarnym też są, tylko mniej je widać na zdjęciach.
Czy możesz mi podać link do tego STLa ze zdjęcia do testów retrakcji.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 10:35
autor: FlameRunner
Adinfo pisze:Czy możesz mi podać link do tego STLa ze zdjęcia do testów retrakcji.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 11:31
autor: Adinfo
Wielkie dzięki - fajny zestaw, tylko po nazwie "retraction test" itp. nie mogłem tego odszukać
Ciekawe jak inni mają ustawioną w Cura retrakcję pod filament ECO PLA (Cura ma domyślnie 6.5mm/25mm/s).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 11:39
autor: FlameRunner
Ja na czuja ustawiłem 4 mm.
Ale to zależy, czy modyfikowałeś coś mechanicznie i czy masz linear advance.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 12:23
autor: Adinfo
Drukarka jeszcze bez modyfikacji, w firmware zmieniałem tylko ustawienie sondy dla poprawnej kalibracji oraz ustawienie kroków dla silnika ekstrudera z 98.0 na 96.08, po za tym nic.
1. Jak wgrałem Marlin 1.1.9 i config pod Linear Plus to silniki schodząc głowicą w dół mają "inne brzmienie" niż na stockowym firmware - czy to powoduje włączone linear advance? - czy wpływa tylko na silnik ekstrudera.
2. Czy włącza i wyłącza się go w konfiguracyjnym firmware przed wgraniem do drukarki? - do drukarki czy mogę je zmienić w gcode.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 12:36
autor: FlameRunner
2. Żeby korzystać z lin adv, musisz wgrać firmware z tą funkcją (z odpowiednio przygotowanymi plikami konfiguracyjnymi). Potem możesz zmieniać wpółczynnik K, w tym ustawić go na zero.
1, 3. edit: to już powinieneś wszystko wiedzieć.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 13:04
autor: Adinfo
U mnie w takim razie linear advance jest wyłączony, w pliku Configuration_adv.h znalazłem takie wpisy:
//#define LIN_ADVANCE
#if ENABLED(LIN_ADVANCE)
#define LIN_ADVANCE_K 0.22 // Unit: mm compression per 1mm/s extruder speed
//#define LA_DEBUG // If enabled, this will generate debug information output over USB.
#endif
U Ciebie LIN_ADVANCE jest włączone czy wyłączone przy tych 4mm i jak masz ustawione retraction speed (tylko u Ciebie są z pewnością jakieś modyfikacje).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 13:15
autor: FlameRunner
Ja mam LIN_ADVANCE włączone.
Konkretnych wartości nie będę Ci podawał, choćby dlatego, że sam mam retrakcję skalibrowaną byle jak.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 13:54
autor: dziobu
To ja podam:
Retrakcja: 3mm, 30mm/s
K: 0.9
Mam inny ekstruder ale to raczej nie ma tu znaczenia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 14:12
autor: Adinfo
Dzięki. U Ciebie jest lin_advance włączone? - gdzieś na forum było - wtedy dopiero ta zmienna K się pojawia?
Właśnie z tą retrakcją jak czytałem (inne drukarki) to sporo osób jednak ma prędkość 60-80mm/s przy retrakcji, ale Delty może mają inaczej.
Ja próbowałem min. 5.5mm i prędkość między 60-80mm/s wczoraj, przynajmniej mam z czym porównać i potestować.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 14:23
autor: dziobu
Adinfo pisze:Dzięki. U Ciebie jest lin_advance włączone? -
Adinfo pisze: - wtedy dopiero ta zmienna K się pojawia?
Tak. Wcześniej nie ma to sensu.
Adinfo pisze:Właśnie z tą retrakcją jak czytałem (inne drukarki) to sporo osób jednak ma prędkość 60-80mm/s przy retrakcji, ale Delty może mają inaczej.
Ja próbowałem min. 5.5mm i prędkość między 60-80mm/s wczoraj, przynajmniej mam z czym porównać i potestować.
Układ drukarki nie ma znaczenia. Liczy się budowa ekstrudera.
Teoretycznie wszędzie piszą żeby retrakcje ustawić na tak szybko jak się da. Ale jest to podejście typu "ABSu się w ogóle nie chłodzi" - czyli do dupy
Za szybko - zerwiesz filament i on sobie sam wypłynie; za wolno - nie będzie to działać skutecznie. Ja mam 30 bo dla tylu jest OK w tym bowdenie; w drugim, dłuższym - też 30. Za to w directach... też 30 Tu zjechałem z 80 i w sumie jest dużo lepiej.
Krótki temat ale sporo wyjaśnia - większa prędkość nie znaczy lepiej.
FlameRunner pisze:Retrakcji nie ustawia się tak, jak piszą jakieś randomy w internecie. Retrakcję ustawia się tak, żeby było dobrze.
I to dotyczy każdego parametru.
Po ostatnich przejściach z drukiem zgadzam się, że sporo głupot znalazłem w internecie dotyczących parametrów drukarki 3D.
Jeszcze jedno: szklarz ma jutro zrobić szybę 23.5cm - jedną 3mm, drugą 4mm z wypustem zaokrąglonym do "złapania" - zobaczymy jak to wyjdzie.
Pytałem wcześniej ale zastanawiam się jeszcze nad folią - czy stalowa od spodu szyby a druga do stołu czy lepiej odwrotnie? - nie wiem jaka jest wytrzymałość na temperaturę tego kleju z obu folii.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 14:36
autor: dziobu
Adinfo pisze:czy stalowa od spodu szyby a druga do stołu czy lepiej odwrotnie?
Oidp nie miało znaczenia która gdzie.
Adinfo pisze:- nie wiem jaka jest wytrzymałość na temperaturę tego kleju z obu folii.
Przecież teoretycznie obie będą w takiej samej temperaturze ;p
100 stopni daje radę.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 14:40
autor: Adinfo
No to spoko, dla tej szyby 3mm dam stalową łącznie z "rączką" dzięki temu wzmocni się ją. Jeszcze nie sprawdzałem jak mocno to trzyma, przyjdzie szyba zobaczymy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2018, 19:43
autor: Adinfo
Jeżeli chodzi walenie w lewy słupek po wydrukowaniu to poprawiłem.
dziobu pisze:Spróbuj w skrypt końcowy wstawić G90 przed G28.
Może tu jest problem. Będę miał potem chwile to sprawdze jak to działa.
Dopiero dzisiaj to sprawdziłem - działa
początkowo głowica przesuwa się lekko w bok, potem idzie do góry poprawnie.
dziobu pisze:Retrakcja: 3mm, 30mm/s
U mnie gorzej - już przy podstawie wystają "gałązki" 190 stopni. Testuję dalej.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 10 gru 2018, 10:27
autor: Adinfo
Są postępy, jeżeli chodzi o Flow bo dopiero wczoraj udało mi się to ogarnąć - suwmiarka przyszła, jedna LIMIT, całkiem dobra jak za 125zł, druga z Allegro za około 50zł, niestety gubi ustawienia początkowe po paru ślizgach, prawdopodobnie ją zwrócę, do pomiarów z dokładnością do 0.1mm się nadaje. Przyszła do mnie również szyba 3mm z rączką szeroką na kilka cm i wymiarze 23,5cm aby stół można było przykręcić do ramy drukarki.
Flow po kalibracji docelowo mam ustawiony na 86,5%, wydruk z jedną ścianką miał początkowo 0.52mm, teraz ma 0.45-0.46mm.
Kalibracja retrakcji:
Informacje: PLA czarne ECO, temperatura 190st, prędkość druku 60mm/s na 30mm/s, warstwa 0.2mm (draft), ekstruder skalibrowany, średnica filamentu waha się od 1.74 do 1.78, na próbę ustawiłem 1.76-77, retrakcja "najbardziej udana - nie idealna" 4mm/60mm/s
Jeżeli chodzi o retrakcję to robiłem różne próby na "4 wieżyczkach" (prędkość druku 60mm/s na zewnętrznych ścianach i 30mm/s przy draft 0.2mm) i niestety idealnie nie jest - przy ustwieniu 3mm/30-80mm/s między czterema "wieżyczkami" drukowały się już od spodu niepożądane dodatki. Przy ustawieniu na 5mm/30-60mm/s również. Do tego robiłem też próby zmniejszenia temperatury nawet do 180stopni, docelowym minimum było 185 stopni, ale pozostałem przy 190. Najlepszy efekt (niestety nie idealny) mam przy retrakcji 4mm/60mm/s i 190st (przy 4mm/80mm nie zauważyłem znaczącej różnicy). Niestety na samej górze wieżyczek nadal wydruk posiada w ostatnich kilku warstwach dodatki w postaci cienkiej nitki i fragmentu PLA wydrukowanego w bok - ciągniętego przez dyszę.
1. Czy komuś z Was przy Linear Plus i stockowym ekstruderze udało się wyeliminować całkowicie nitki i zniekształcenia w ostatnich warstwach drukując modele z "wieżyczkami"? (mam wrażenie, że przy dużej prędkości druku ekstruder nie wyrabia, stąd problem na samym końcu wydruku (98-99%).
2. Czy drukując kostkę kalibracyjną forum można całkowicie wyeliminować "nitki" ze środka? - u mnie jest ich kilkanaście - czy to wina retrakcji czy coś innego jeszcze muszę zmienić w Cura.
3. Przy drukowaniu wypełnienia widać oprócz zamierzonych wypełnień dodatkowe "nitki" powstające przy przesuwaniu głowicy w inne miejsce wydruku - to akurat nie przeszkadza w "zamkniętych" elementach - taki sam efekt jak przy drukowaniu kostki forum z nitkami.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 10 gru 2018, 10:37
autor: Artu
Może warto wymienić dyszę na oryginał E3D Gdzieś czytałem, że to jest dobre "lekarstwo" na "nitkowanie"
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 10 gru 2018, 10:52
autor: Adinfo
Też tak docelowo zrobię, oprócz tego pisali, że radełko wymienić na inne, ewentualnie cały ekstruder. Sporo możliwości. Ale muszę przyznać, że wydruki są już całkiem niezłe nawet przy draft 0.2mm. Oprócz poziomych warstw nie widać już na zewnątrz obrysu zniekształceń, kropek itp. Wczoraj wydrukowałem tę gwiazdę na choinkę i wyszła nieźle (link https://www.thingiverse.com/thing:1184777)
Tylko z białego PLA, w wolnej chwili zrobię zdjęcie. Oprócz pierwszej warstwy (jeszcze minimalnie głowica za wysoko - nie zlało niektórych ścieżek przy wypełnieniu) - po za tym wyszło fajnie. Ale to było przed kalibracją FLOW - gwiazda nie wchodzi w mocowanie bo otwór jest zbyt mały. Czeka mnie lekki szlif. Czas wydruku gwiazdy 3h15m + druga 3h15m + poniżej 1h = razem 7,5h. Zasilacz UPS dzisiaj podepnę, chociaż przy zaniku napięcia nie będzie problemu.
Dzisiaj wydruk dodatków z czarnego PLA do drukarki (wzmocnienia w celu poprawienia konstrukcji - usztywnienia) oraz wydruk większego nadmuchu (z 3 stron dyszy). Czekam też na "rezerwowe" ramiona (do wymiany za te z luzami) - do tego wczoraj zauważyłem, że suche mocowania ramion zaczynają ciasno pracować - będzie smarowanie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 12 gru 2018, 09:18
autor: Adinfo
Mam wątpliwości co wybrać - ABS czy PETG:
1. Jako początkujący - na czym łatwiej uzyskać "niekruszący się element" - ABS czy PETG?
2. Nadmuch chłodzący wydrukować z ABS czy PETG (jako, że dopiero zaczynam wolę podpytać - o właściwościach obu materiałów już poczytałem, ale mam dylemat).
3. Czy jeżeli chodzi o nakrętki młoteczkowe - czy ABS będzie zbyt kruchy w stosunku do PETG?
4. Który nadmuch będzie lepszy:
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 12 gru 2018, 11:22
autor: dziobu
Adinfo pisze:Mam wątpliwości co wybrać - ABS czy PETG:
1. Jako początkujący - na czym łatwiej uzyskać "niekruszący się element" - ABS czy PETG?
A dlaczego ma Ci się kruszyć?
Tu odpowiedź jest taka: to zależy.
Adinfo pisze:2. Nadmuch chłodzący wydrukować z ABS czy PETG (jako, że dopiero zaczynam wolę podpytać - o właściwościach obu materiałów już poczytałem, ale mam dylemat).
Ja to drukuje z ABSu, ale ja większość dupereli drukuję z ABSu bo go lubię. A PETa nie.
I pewnie ze względu na ciepłą okolicę ABS będzie lepszy. Ale z PETa tez ludzie drukują i żyją.
Adinfo pisze:3. Czy jeżeli chodzi o nakrętki młoteczkowe - czy ABS będzie zbyt kruchy w stosunku do PETG?
Kruchy? ABS jest miękki i przy małych ściankach go po prostu przepchasz. PET lub PLA.
Adinfo pisze:4. Który nadmuch będzie lepszy:
Wydrukuj oba i sprawdź sam. Tak się nabiera doświadczenia.
I nie jest to złośliwość.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 12 gru 2018, 13:48
autor: Adinfo
Dzięki za rady - ja to oczywiście traktuje nie jako ścisłe wytyczne ale jako opinię kogoś, kto ma większe doświadczenie i wtedy mam możliwość wyboru - wiem co mogę dalej robić. Zamówię zarówno ABS jak i PETG. Do dyspozycji mam w ręce próbkę DD ABS+ i ABS-T po kilkanaście zwojów - przetestuję to dzisiaj. Przypuszczam, że trochę tego mało do wydrukowania nadmuchu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 12 gru 2018, 16:30
autor: Berg
Też jestem ciekaw, jak wypadnie porównanie tych dwóch tuneli. Liczę na rzetelną relację najlepiej na modelu z nawisami, na którym dobrze widać problemy ze zbyt małym nadmuchem, wydruk koniecznie z PLA
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 12 gru 2018, 16:57
autor: Adinfo
rafaljot pisze:Też jestem ciekaw, jak wypadnie porównanie tych dwóch tuneli. Liczę na rzetelną relację najlepiej na modelu z nawisami, na którym dobrze widać problemy ze zbyt małym nadmuchem, wydruk koniecznie z PLA
Jutro zamówię filamenty (DD ABS+ i PETG) do wydrukowania nadmuchu i innych rzeczy to opiszę wszystko jak wyszło.
Dwie próbki mam na stanie DD ABS+ biały i ABS-T transparent niebieski, może ich wystarczy na jeden nadmuch - najwyżej będzie od połowy w innym kolorze
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 12 gru 2018, 17:32
autor: Berg
To kto tak przyżydził z tymi próbkami? He? Na jeden tunel potrzebujesz ok 1.5metra druta, jakieś 4gramy....
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 12 gru 2018, 17:57
autor: Adinfo
Te próbki dostałem gratis jak brałem 2xPLA ECO (biały i czarny) w 3Drukarki.pl
Sprawdzałem teraz długość: biały DD ABS+ 9m, DD ABS-T transparent niebieski 9m
Z tą długością to dzięki za podpowiedź, miałem to właśnie liczyć - czyli mam na czym drukować te nadmuchy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 01:30
autor: Gmeracz
Adinfo pisze:Mam wątpliwości co wybrać - ABS czy PETG:
Heh. Używam dokładnie tego pierwszego od ponad pół roku, zrobionego z czarnego PLA:
Dlaczego od razu z ABS lub PETG? Przecież tam nie ma ekstra sił, ani temperatur.
Nadmuch jest przemyślany, bo ma długie kanały i długie dysze wylotowe. Dlatego jest po prostu efektywny. Robi rotor dookoła głowicy, a nie dmucha wszędzie i prosto na hotend - jak ten drugi. To mnie od "aerodynamic flow techniques" znacznie bardziej przekonało, niż chłodzenie rozproszone przez przypadkowo dobrane otwory. Takich projektów już trochę powstało na TV, ale wynikają raczej z braku wiedzy na temat mechaniki opływów.
Zauważ, że tam masz dwa poziomy otworów z cieniutkich ścianek. Taką dyszą znacznie trudniej konkretnie rozdzielić i skierować nadmuch, albo raczej jest to niemożliwe. To jest niby wszędzie, ale poza kontrolą. Nie chcesz tego na wydruku. Pierwszy tunnel podaje powietrze tam, gdzie ma być, czyli z boków równolegle i z tyłu niesymetrycznie. To tworzy obieg.
BTW. Sprawdziłem obydwa nadmuchy, nawet ze standardowym bocznym wiatrakiem od Anycubic. Pierwszy tunel wygrał, bo działa przewidywanie. I wydruki w 99% też są przewidywalne. z dziurkaczem miałem gorsze wyniki, ale nie mam fotek
Teraz chcę tu wrzucić adapter z wiatrakiem "Super Silent Fan 4" od aabcooling.com, który mi doradzili koledzy z forum.
Te wiatraki są świetne. Chodzą wydajnie na tunelu dla stepów i z przodu głowicy. Jest ciiiiichoooo...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 01:53
autor: Gmeracz
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 08:40
autor: spec
Ja mam nadmuch wydrukowany z PLA i działa bez problemów.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 08:52
autor: dragonn
Nadmuchu z PLA działa do momentu kiedy drukujemy tylko PLA ;p, Jak odpalisz ABS to lubi się pojawić problem, swój tunel zrobiłem z PC żeby wytrzymywał sytuacje kiedy nie potrzebuje chłodzenia
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 09:31
autor: Adinfo
Gmeracz pisze:Heh. Używam dokładnie tego pierwszego od ponad pół roku, zrobionego z czarnego PLA
Taka odpowiedź rozwiała moje wątpliwości.
Gmeracz pisze:Dlaczego od razu z ABS lub PETG? Przecież tam nie ma ekstra sił, ani temperatur.
Powód jeden: chcę też drukować z ABS i PETG, wtedy ten nadmuch z PLA przy długim drukowaniu bez nadmuchu powietrza może popłynąć.
dragonn pisze:Nadmuchu z PLA działa do momentu kiedy drukujemy tylko PLA ;p, Jak odpalisz ABS to lubi się pojawić problem, swój tunel zrobiłem z PC żeby wytrzymywał sytuacje kiedy nie potrzebuje chłodzenia.
Czyli się potwierdza, w większości i tak będę drukować z PLA, ale będą też inne wydruki gdzie pojawi się ABS i PETG.
1. Wczoraj chcąc wydrukować narożnik wzmacniający do mojej drukarki (będzie ich 6) w miarę szybko (na ile to możliwe) ustawiłem wysokość warstwy 0.3mm, prędkość 60/30mm, 3 obrysy - 1.2mm, wypełnienie 50%, czas wydruki to niestety (czy "stety") 4h18m - czy to dobrze przy takich ustawieniach?
2. Cura pokazuje całkiem inne kalkulacje czasu wydruku przy generowaniu gcode - czy jest jakiś sposób na orientacyjne wyliczenie czasu wydruku?
Ten narożnik miał wyjść mocny, nie koniecznie "ładny" a wyszedł "niestety" zbyt fajny jak na przewidywania przed jego wydrukiem.
3. Co jeszcze mogę (jakie parametry) zmienić w Cura aby nieco przyspieszyć drukowanie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 13:49
autor: Adinfo
Jeszcze jedno, czy ten narożnik do wzmocnienia ramy drukarki przy wypełnieniu 50% gdybym zmniejszył do 40% albo 30% obniży znacząco stabilność i sztywność konstrukcji?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 13:54
autor: dragonn
1) https://youtu.be/AmEaNAwFSfI polecam zobaczyć to . Co do czasu, moim zdaniem 30mm na obrys to bardzo wolno a już szczególnie jak na deltę, taki narożnik spokojnie obrys może lecieć 60mm/s jak nie więcej.
2) Musisz w Cura ustawić akcelerację takie jakie masz w drukarce
3) Patrz punkt 1
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 14:16
autor: dziobu
Adinfo pisze:Jeszcze jedno, czy ten narożnik do wzmocnienia ramy drukarki przy wypełnieniu 50% gdybym zmniejszył do 40% albo 30% obniży znacząco stabilność i sztywność konstrukcji?
Nie wiem jak bardzo Ci to pomoże, ale przypomnę:
dziobu pisze:
Adinfo pisze:Ile % wypełnienia robiłeś w narożnikach (czy 50% wystarczy)? - czy lepiej zrobić pełne, albo przynajmniej 80%.
20%
3 obrysy.
Wiele osób stwierdziło że drukuje niebrzydko, więc chyba się sprawdza.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 14:38
autor: Adinfo
Sorry za dubel pytania z wypełnieniem - uciekło mi to. Właśnie z tymi 3 obrysami wytrzymałość się poprawiła, bardziej niż większe wypełnienie. Ten wczorajszy 50% infill mocno przesadziłem, również z powodu długiego czasu druku. Dzisiaj kolejny narożnik zgodnie z "zaleceniami", zmniejszę wypełnienie oraz zwiększę prędkość zewnętrznych obrysów do 60mm/s, jakoś od początku nie zmieniałem tej wartości.
Wydrukowałem też 9 nakrętek młoteczkowych M3 z PLA 100% infill - zobaczę czy dają rady utrzymać narożnik - czy nie popękają jak dokręcę śruby.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 20:17
autor: Adinfo
Kolejny narożnik wydrukowany, ale widzę, że jak ręką sprawdzałem wytrzymałość to jego podstawa jak by nie "kleiła" się do tej pionowej części, w ręku cały "lekko trzeszczy". Zmienione parametry w stosunku do pierwszego: Cura - obrys zewnętrzny 60mm/s zamiast 30, Acceleration control włączone i ustawione 600, dla travel 1000., wypełnienie 30%. Sprawdzałem zewnętrzne boki narożnika i dolne warstwy na obrysie odklejają się od siebie. Jak przyjrzałem się pod światło to widzę niewielkie miejsca ze szczelinami między poszczególnymi warstwami. Jest jak by bardziej matowy. Temperatura pierwszego i drugiego 190 stopni. Na tym gorszym wyszły nitki po środku narożnika w paru miejscach z powodu większej prędkości obrysu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 gru 2018, 20:38
autor: Adinfo
Zmienione ustawienia w Cura, temperatura w obu przypadkach 190 stopni.
Porównanie zmienionych parametrów narożnika na niekorzyść drugiego (speed 60/60mm/s, acceleration 600/1000, infill 30%)
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 13:11
autor: Adinfo
Zdjęcia nieudanego narożnika - zewnętrzne obrysy z dolnej warstwy odklejają się, trzymając za dolną część co będzie przykręcona do dolnego profilu i ciągnąc górą narożnika na zewnątrz pojawia się "przerwa" między pionową częścią tego narożnika a jego podstawą. Zastanawiam się czy przy tej zwiększonej prędkości druku i mniejszym wypełnieniu podnieść temperaturę druku ze 190 na 200-210 stopni i zmniejszyć nieco chłodzenie - tylko czy to spowoduje lepsze "klejenie się warstw i obrysów".
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 13:30
autor: Adinfo
Tak PLA jest matowe (190 stopni). W pierwszym narożniku drukowanym wolniej z większym wypełnieniem niektóre obrysy są matowe, niektóre świecące, tylko prędkość mniejsza dlatego wyszło lepiej. Dzisiaj zwiększę temperaturę.
Przy drukowaniu obrysów zewnętrznych na 60mm/s zamiast 30mm/2 miejscami pojawiły mi się "grupy nitek nad sobą" w środkowej części narożnika gdzie będzie wchodził profil aluminiowy drukarki. Retrakcję próbowałem ustawić przy testach wcześniej - 4mm/60mm/s, ale nie uzyskałem i tak zadowalającego wyniku na wieżyczkach testowych, jak by ekstruder nie wyrabiał z cofaniem filamentu.Przy 3mm/30-60mm/s nawet przy spodzie wieżyczek były już wystające igły.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 13:36
autor: dragonn
Moje zdanie jest takie - jeśli wydruk z PLA jest matowy to jest to niedogrzane, można tak drukować jak nie zależy Ci na wytrzymałości mechanicznej, ale jeśli coś jest elementem mechanicznym to PLA musi się świecić/błyszczeć.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 13:40
autor: dziobu
A jakie masz PLA? Pisałeś wcześniej że zamówiłeś (masz?) PLA DD. Ale ono nie jest matowe (a jak jest to źle).
Drukujesz tym co był z drukarką?
Przeglądnąłem wątek i jeśli dobrze widzę: masz cały czas oryginalny ekstruder?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 13:53
autor: Adinfo
Próbowałem przy 190 stopniach drukować na stockowym czarnym PLA oraz ECO białym - efekt podobny (stateczki miałem bardziej matowe niż błyszczące - takie niejednolite powierzchnie). Tym stockowym PLA pierwszy stateczek drukowałem przy 200 stopniach - jest bardziej błyszczący i mocny trudno go uszkodzić, ale wydaje się, że warto jeszcze podnieść temperaturę do 205-210 stopni.
Mam jeszcze drugi filament ECO czarny, dzisiaj go przetestuję.
Wiem, że to stockowe PLA najlepiej wyrzucić, ale pierwsze wydruki przy 200 stopniach wyszły bardzo mocne, ale to przy prędkości 60/30mm/s.
Z tego co widzę to na 100% za niska temperatura, skoro pojedyncze "nitki" z obrysów potrafię odkleić palcami z narożnika.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 17:31
autor: emartinelli
Adinfo pisze:...
Wiem, że to stockowe PLA najlepiej wyrzucić, ale pierwsze wydruki przy 200 stopniach wyszły bardzo mocne, ale to przy prędkości 60/30mm/s.
...
Nie wiem co wy macie do tego filamentu co jest z drukarkę ale mi się drukuje bardzo ładnie, mocne wydruki i równe (czarne PLA). Temperaturę mam na 200 stopni.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 17:53
autor: Adinfo
Właśnie w tym rzecz, że ja do niego nic nie mam, tylko jako amator pojechałem z temperaturą za nisko - nie doczytałem, że do mocniejszych elementów temperatura musi być odpowiednia. Niektórzy dostali znacznie gorszy filament w komplecie z drukarką i mieli z nim problemy, w moim przypadku "miałem szczęście".
Teraz drukuję z niego narożnik (temperatura 210 stopni). 1/3 wydruku już zrobiona i wygląda, że problem z "kruchym" wydrukiem zniknął, na "dotyk" wygląda mocno, jest połysk - nie jest matowy jak poprzednio.
dziobu pisze:Przeglądnąłem wątek i jeśli dobrze widzę: masz cały czas oryginalny ekstruder?
Tak, ekstrudera nie ruszałem, jeszcze do tego nie doszedłem bo mi czasu zabrakło, ale chcę go wymienić bo czytałem, że dzięki temu u Ciebie było znacznie lepiej. Większość tych modyfikacji co masz też chcę zrobić, także włączenie Linear Advance w Marlinie.
Przy okazji wygrzebałem w piwnicy zasilacz awaryjny UPS i baterię CSB mu zapodałem, tak na wypadek zaniku napięcia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 19:48
autor: Adinfo
Narożnik z 30% wypełnieniem wydrukowany przy 210 stopni - nie widzę różnicy między tym z 50% wypełnieniem. Tylko z powodu prędkości 60/60mm/s w narożnikach widać niedoskonałości, większe niż przy wolniejszych obrysach, ale do przyjęcia. Dodatkowo narożniki mają "poszerzenia na zakrętach/zgrubienia" co utrudnia/uniemożliwia włożenie na profil - zastanawiam się jak tego uniknąć przy drukowaniu. Przy zewnętrznych obrysach 30mm/s były niewielkie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 gru 2018, 19:49
autor: dragonn
Poczytaj o linear advance/presure adavnce. Robiłem o tym wątek na forum
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 02:05
autor: Gmeracz
Mogę jedynie potwierdzić bardziej doświadczonych kolegów, że gdy było matowo, to było... Ciulowo...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 09:46
autor: Adinfo
Gmeracz pisze:Mogę jedynie potwierdzić bardziej doświadczonych kolegów, że gdy było matowo, to było... Ciulowo...
Mogę to samo potwierdzić, słowo na "C" podkreśla to co również chcę wyrazić.
Co do linear advance - włączyłem w firmware, wgrałem do drukarki (przy okazji naniosłem zmiany kroków dla ekstrudera, korektę wysokości sondy, wygenerowałem gcode pod wydruk z takimi parametrami jak drukowany narożnik, wybrałem najbardziej równą linię (w moim przypadku przez początkowe zabawy w wcieraniu PLA w blat może się okazać, że ten zabieg powtórzę, gdyż środek podkładki na blacie jest minimalnie niższy niż obrzeża stołu, stąd najlepsza linia do wyboru "K" może być źle wybrana. W moim przypadku padło na K = 1.6 (między 1.4 a 1.6).
Wydrukowałem z takimi samymi parametrami kostkę forum, ale niestety na rogach dalej mam spore zgrubienia. Drukuję teraz kolejny narożnik, zapodam dzisiaj zdjęcia porównawcze z/bez linear advance. Sprawdzę pobierając informacje o konfiguracji parametr K czy faktycznie się zapisał w drukarce, może jest równy 0 i dlatego nie widzę poprawy.
Problem jakiego jeszcze nie rozwiązałem to retrakcja - co może też mieć wpływ na linear advance, mam ustawienie 4mm/60mm/s, będę to jeszcze męczył.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 10:11
autor: dragonn
Nie wiem czy la w marlnie jest zapisywane do eepromu, najlepiej dodać to g-code startowego, do cury jest chyba jakaś wtyczka która umożliwia ustawienie tego per materiał
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 10:32
autor: Adinfo
Połączyłem się z drukarką przez Pronterface, patrzę i widzę: M900 K0.00, czyli nie zapamiętało K1.60 - w firmware na bank jest to zapisane:
#define LIN_ADVANCE
#if ENABLED(LIN_ADVANCE)
#define LIN_ADVANCE_K 1.6 // Unit: mm compression per 1mm/s extruder speed
//#define LA_DEBUG // If enabled, this will generate debug information output over USB.
#endif
Nie robiłem inicjalizacji eeprom - po tym na pewno bierze parametry zapisane w firmware.
Zrobię to tak jak ostatnio czyli zapis poleceniem po szeregowym:
1. M900 M900 K1.60
2. M500 - zapis ustawień
Po wyłączeniu drukarki i włączeniu mam M900 K1.60 więc jest ok.
Tylko wczoraj jak drukowałem kostkę forum to K1.60 było, chyba, że tak mi się wydawało, zaraz zrobię powtórkę i się dowiem.
Jak linear advance wpływa na czas wydruku? - bo u mnie wczorajszy narożnik baz linear advance i dzisiejszy (K0.00) drukował się prawie tak samo, różnica 32 sekundy. Muszę to sprawdzić.
Jeszcze jedno - przy K0.00 moja kostka wygląda tak jak Twoja - dragonn bez linear advance.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 10:35
autor: dragonn
Opóźnienie wydruk przez LA zależy od akceleracji, jerk i max speed na na ekstruderze, zazwyczaj wpływ ten jest mało znaczący.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 10:48
autor: Adinfo
Kostka się drukuje - K1.60 silniki pracują jakoś "inaczej" niż wczoraj - wydaje mi się, że jest wolniej.
Jerk mam standardowo 5 (w firmware), tę akcelerację w firmware sprawdzałem to było 600 i 1000 travel, ale gdzieś widziałem max 2000 w kodzie firmware, sorry, że pytam ale co znaczy max speed na ekstruderze? i gdzie to mogę zmienić.
Widzę, że jest dużo wolniej, wczoraj kostka przy K0.00 wyszła w 15min, teraz 28% wydruku i mam już 10min.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
#define DEFAULT_MAX_FEEDRATE { 1000, 1000, 1000, 200 }
#define DEFAULT_MAX_ACCELERATION { 2000, 2000, 2000, 2000 }
#define DEFAULT_ACCELERATION 600 // X, Y, Z and E acceleration for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // E acceleration for retracts
#define DEFAULT_TRAVEL_ACCELERATION 1000 // X, Y, Z acceleration for travel (non printing) moves - DaHai: was 2000. I lost steps with higher values
Czyli wartość DEFAULT_MAX_FEEDRATE z 200 zmienić na 60
Jerk zmienić na 10 tylko dla ekstrudera czy dla X, Y, Z również
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 11:10
autor: dragonn
A jak miałeś 200 to nie ruszaj na mniej.
Tylko dla ekstrudera, ale zwiększ również acl dla ekstudera na 5000 albo nawet 10000
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 11:24
autor: Adinfo
Porównanie czasu wydruku kostki przy tych samych ustawieniach oprócz K: 15min przy K0.00, 33min przy K.1.60
Zmieniłem na ten moment:
Default_acceleration nie ruszałem (jest 600), no to drukuję.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 11:50
autor: dragonn
Default_acceleration 600 Oo, co ta Delta... ja u siebie na CoreXY nie schodzę poniżej 1500
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 11:58
autor: dziobu
Ja mam w delcie acc 5000 i jerk 15.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 12:00
autor: dragonn
dziobu pisze:Ja mam w delcie acc 5000 i jerk 15.
No i to są wartości które brzmią godnie dla Delty!
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 13:02
autor: Berg
ja mam w Delcie 5000 dla travel i 3000 dla druku. Jerk 20.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 13:09
autor: Adinfo
adv_linear enabled: pierwsza - K0.00, druga - K1.60, trzecia - K1.60 (jerk10,max acc 5000), czwarta - jerk 15, max acc 5000, acc 1500
Pozostałe parametry: prędkość 60mm/s, warstwa 0.3, flow 0.86, retrakcja 4/60, pierwsza i ostatnia warstwa prędkość 30mm/s (co do góry i dołu - jest dobrze).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 13:15
autor: Berg
przy acc=600 to w praktyce pewnie nie drukuje się to szybciej 10-20mm/s mimo, że ustawiles 60, pytanie jaki miałes jeszcze minimum layer time.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 13:29
autor: Adinfo
Mam ustawione minimum layer time 5s
Tylko zastanawiają mnie zgrubienia na rogach mimo włączonego advanced linear, po korekcie zmieniłem z K z 1.6 na 0.9, ale dobrze nie jest.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 13:56
autor: dragonn
a może chłodzenie Ci nie wyrabia przy większych prędkościach i filament nie daje radę zastygnąć?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 16:28
autor: Adinfo
W związku ze słabym chłodzeniem próbowałem pierwszy raz w życiu drukować z ABS (nadmuch do drukarki), niestety tak jak się spodziewałem coś poszło nie tak. Temperatura 230/90 stopni, prędkość 60/30mm/s, warstwa 0.15mm, chłodzenie 50%, już w pierwszej warstwie w jednym miejscu pozostała "kulka" filamentu.
Jedna rzecz mnie zastanawia, tam gdzie dysza sadziła gluty zatrzymywała się i ekstruder cofał się sporo w tył i znowu do przodu (taki wysoki dźwięk), potem wracał i w tych miejscach co widać na zdjęciach pozostawiał sporo filamentu. Wyżej już zahaczało i rozdzieliło na połowę wydruk poziomo na bokach. Jeszcze jedno: próbka filamentu DD ABS+ biały 230-240/90-100.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 16:53
autor: FlameRunner
Czy Ty przypadkiem nie opisałeś właśnie retrakcji?
Różne drukarki oczywiście różnie pokazują, ale 230°C to raczej po tej chłodniejszej stronie mocy jak na ABS+.
PS Nie śledzę tematu i nie wiem, jakie masz doświadczenie z drukiem 3D.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 16:58
autor: Adinfo
Moje doświadczenie z drukiem PLA to -10% a z ABS -100% (wartości ujemne). Nadmuch u mnie na bank nie wyrabia przez to chciałem go sobie wydrukować z tego co mam akurat pod ręką. Z tego co widzę chłodzenie najlepiej wyłączyć całkowicie, czyli temperatura jeszcze za niska, tym bardziej, ze drukarka "otwarta". Ale coś jest nie tak z retrakcją.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 17:58
autor: Artu
Z tego co wiem, to masz dyszę 0,4mm, więc warstwy ustawiaj "podzielne" przez 4, czyli 0,12 ; 0,16 ; 0,24 ; 0,28....
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 18:02
autor: Adinfo
Tak zrobię, na ten moment kończę drukować nadmuch - podniosłem temperaturę na 255/95 stopni, wyłączone chłodzenie i ruszyło, ale początek - otwory z wylotów będę musiał poprawić bo gluty przy 240 stopni jeszcze wyszły na początku. i po bokach przy otworach na imbusy zwisy filamentu mi się zrobiły.
Rozumiem, że chodzi o wysokość warstw "podzielnie".
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 18:05
autor: Artu
Adinfo pisze:...przy otworach na imbusy zwisy filamentu mi się zrobiły.
ABS w niektórych "trudniejszych" miejscach potrzebuje minimalnego chłodzenia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 18:09
autor: FlameRunner
Artu pisze:Z tego co wiem, to masz dyszę 0,4mm, więc warstwy ustawiaj "podzielne" przez 4, czyli 0,12 ; 0,16 ; 0,24 ; 0,28....
Co? Dlaczego?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 18:56
autor: Adinfo
Co do pierwszego podejścia - nadmuch od biedy mógł by być, jak wyciąłem gluty z wylotów i zwisające nitki przy imbusach, tylko zastanawiam się, że koniec miejsca z wylotów nie jest zbyt równy, musiałem to trochę spiłować i podciąć minimalnie w paru miejscach, ale tragedii nie ma, zapodam zdjęcia to ocenicie, w każdym razie po zmianie parametrów robię drugie podejście.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 19:12
autor: Berg
Adinfo pisze:pierwszy raz w życiu drukować z ABS.... warstwa 0.15mm, chłodzenie 50%,
0% chłodzenia dla ABSu. Z chłodzeniem warstwy się nie kleją.
Generalnie konstrukcja głowicy tej delty słabo się nadaje do ABSu. Szkoda nerwów. PLA i PET-G.
Jak już koniecznie z ABS, to DD ABS+ i raczej dość wolno - 20-40mm/s. to samo ASA.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 19:25
autor: Adinfo
To dla mnie ważna informacja z ABS i deltą, akurat nic innego pod ręką nie miałem i użyłem tego DD ABS+. Teraz drukuje się kolejny nadmuch, tylko prędkość i tak za duża bo 60/45 (jest lepiej niż za pierwszym razem, ale nadal to nie to. To przez to głowica staje w miejscu i "wydala gluty"?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 19:49
autor: Berg
nie przez to Musiał byś nakręcić filmik by się dało powiedzieć o co chodzi.
może masz abyt dużą retrakcję ustawioną i w dodatku wolną. (ustaw 3mm i 45mm/s ) a może masz włączone LIN_ADVANCE i źle lub wcale skalibrowane... jest kilka możliwych przyczyn.
JEśli masz ustawiony z-hop to wyłącz.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 19:59
autor: Adinfo
Tę retrakcję zaraz sprawdzę.
Wkręciłem nowy nadmuch - chciałem wydrukować tę samą kostkę forum co wcześniej (acc 1500, jerk 10) i mam przy 2 warstwie komunikat E1 Thermal Runaway, please restart.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 20:03
autor: Zepco
Czyli dmucha za bardzo na dyszę i nie jest w stanie utrzymać temperatury którą zadałeś, popatrz na jej wahania.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 20:05
autor: Adinfo
Nie spodziewałem się zbyt dobrego nadmuchu
Czyli co mi pozostaje - gcode generować z mniejszym chłodzeniem np 50%?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 20:06
autor: Artu
Adinfo pisze:...i mam przy 2 warstwie komunikat E1 Thermal Runaway, please restart.
Czas na izolację bloku grzejnego...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 gru 2018, 20:18
autor: Adinfo
Czyli owinąć blok gdzie jest wkręcona dysza. Tylko nie mam na stanie taśmy kaptonowej - jest coś zastępczego zanim zamówię?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 16 gru 2018, 07:29
autor: arkomania.pl
Sama taśma kaptonowa nie załatwi sprawy. Nie jest izolatorem cieplnym.
Musisz osłonić blok odpowiednim materiałem służącym do izolacji termicznej.
są w sprzedaży na Ali takie małe maty termoizolacyjne.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 16 gru 2018, 13:24
autor: Adinfo
Dzięki za namiary na te maty i blok, zamówię, tylko czas oczekiwania długi. Zmniejszyłem póki co chłodzenie do 80% i problem z blokowaniem nie występuje.
Co do linear advance - coś jest nie tak, występują miejsca na obrysie gdzie warstwy miejscami mają małe przerwy, w tych miejscach wyczuwa się "słabsze" ścianki, które pod naciskiem palca uginają się, w miejscach równych bez tych przerw problem nie występuje - nie znalazłem odpowiedniej wartości K aby wyszło równomiernie na obrysie. Zmniejszyłem retrakcję 3/30. Testowo aby sprawdzić czy będzie gorzej ustawiłem jerk na 15 i acc na 5000, było minimalnie gorzej (przerwy w niektórych miejscach między warstwami, szczególnie w środku obiektu który ma pustą przestrzeń), przyczyna musi być inna. Teraz już nie mam co zwalać na słabe chłodzenie. Ciekawe jest to, ze na zewnątrz drukowanego obiektu 2/3 ścianki jest prawie idealne a 1/3 nie. Jak zrobię parę zdjęć to będzie to łatwiej opisać, światło też powoduje inne złudzenia optyczne niż w rzeczywistości.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 16 gru 2018, 14:20
autor: Artu
Adinfo pisze:Dzięki za namiary na te maty i blok, zamówię, tylko czas oczekiwania długi.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 16 gru 2018, 19:49
autor: Adinfo
No to zakupy w tym tygodniu jeszcze
Nogi do drukarki już wydrukowane, tylko problem - jedna piłka tenisowa na stanie, muszę dokupić.
Drukuje się czwarty narożnik, jeszcze dwa i będzie stabilnie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 00:07
autor: Gmeracz
Z tymi zakupami z ali i nie tylko... Nigdzie nie dostaniesz osłony z silikona na oryginalny hotend Kossela, który ma v5. Są tylko od v6 wzwyż.
No chyba, że coś zmienili, a o tym nie wiem.
Ja druknąłem z TV formę i zrobiłem na v5 z silikonu do bodajże 500 st. Jest z tym sporo zabawy, ale temperatura stoi na baczność. Przy prędkości 70 mm/s nie waha się nawet o 1st. C.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 07:37
autor: Adinfo
Gmeracz pisze:Z tymi zakupami z ali i nie tylko... Nigdzie nie dostaniesz osłony z silikona na oryginalny hotend Kossela, który ma v5. Są tylko od v6 wzwyż.
Dobrze, że o tym piszesz, omyłkowo mógłbym kupić złą wersję. Z ciekawości porównam z Internetu obie wersje czym się różnią.
No chyba, że coś zmienili, a o tym nie wiem.
Gmeracz pisze:Ja druknąłem z TV formę i zrobiłem na v5 z silikonu do bodajże 500 st. Jest z tym sporo zabawy, ale temperatura stoi na baczność. Przy prędkości 70 mm/s nie waha się nawet o 1st. C.
Rozumiem, że 500 stopni to na specjalnym sprzęcie drukowane.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 07:42
autor: McKee
Adinfo pisze:
Gmeracz pisze:Ja druknąłem z TV formę i zrobiłem na v5 z silikonu do bodajże 500 st. Jest z tym sporo zabawy, ale temperatura stoi na baczność. Przy prędkości 70 mm/s nie waha się nawet o 1st. C.
Rozumiem, że 500 stopni to na specjalnym sprzęcie drukowane.
Ale dlaczego? Ja rozumiem, że Gmeracz ma taką samą drukarkę jak ty (tylko nieco starszą wersję).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 07:45
autor: Adinfo
Jakoś nie zwracałem uwagi na temperatury maksymalne, w opisie drukarki jest 260 stopni dla dyszy. Nie wiem jak starsze modele miały.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 07:58
autor: McKee
To na pewno nie jest "fabryczna" maksymalna temperatura. Przeróbka głowicy na Full-Metal jest potrzebna, bo rurka pfte nie wytrzyma długo powyżej 260°. Gmeracz się może (wieczorem/w nocy?) wypowie co tam u siebie robił. Ja tylko chciałem zasygnalizować, że jak będziesz bardzo chciał (kiedyś w przyszłości), to masz taką samą drukarkę jak On i te same możliwości przeróbek.
PS.: I zwróć też uwagę że chodziło o "silikon do 500°C" a nie grzanie głowicy do 500°C
(300-350 jeszcze rozumiem, ale wyżej to już naprawdę nie ma materiałów z których warto drukować).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 08:07
autor: Adinfo
Nie zdawałem sobie sprawy, że tą deltą można takie rzeczy robić. Jeszcze długa droga przede mną. Jak już uda mi się ją opanować i dobrze skalibrować aby w miarę szybko drukowała z dobrą jakością to kto wie co później. Jakoś zaczynam lubić ten model delty mimo problemów amatora.
Mam jeszcze dylemat odnośnie piłek tenisowych pod nogi drukarki - kupić Wilson Australian Open czy Dunlop Pro Tour?
A tak na serio to widzę na alle zestawy po 3 sztuki za około 10zł + kw, coś wybiorę z tego.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 08:24
autor: Artu
Adinfo pisze:
Gmeracz pisze:Z tymi zakupami z ali i nie tylko... Nigdzie nie dostaniesz osłony z silikona na oryginalny hotend Kossela, który ma v5. Są tylko od v6 wzwyż.
Dobrze, że o tym piszesz, omyłkowo mógłbym kupić złą wersję. Z ciekawości porównam z Internetu obie wersje czym się różnią.
W linku na Alledrogo podałem i "skarpetki", i bloki grzejne V6, więc jak zamówisz sobie komplet V6, to wszystko będzie pasować
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 08:25
autor: Kama
Adinfo pisze:Mam jeszcze dylemat odnośnie piłek tenisowych pod nogi drukarki - kupić Wilson Australian Open czy Dunlop Pro Tour?
A tak na serio to widzę na alle zestawy po 3 sztuki za około 10zł + kw, coś wybiorę z tego.
Zamów też klej żeby je wkleić
Niestety uchwyty są nieco za duże.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 08:28
autor: Artu
Kama pisze:Zamów też klej żeby je wkleić
Niestety uchwyty są nieco za duże.
Po pierwsze primo, drukarka to nie rakieta tenisowa, i raczej nie podskakuje na tych piłkach
Po drugie primo, można "poprawić" projekt
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 08:32
autor: Adinfo
Artu pisze:W linku na Alledrogo podałem i "skarpetki", i bloki grzejne V6, więc jak zamówisz sobie komplet V6, to wszystko będzie pasować
Jakie są podstawowe różnice między V5 a V6? - skoro mogę wymienić komplet to czemu nie, lepsze to niż czekać parę tygodni na dostawę.
Wczoraj na jednej piłce jakiejś starej sprawdzałem i nie wypada, nawet przy wkładaniu jest spory opór - nie ma szans aby wypadła.
Te nieplanowane zgrubienia co mam na "szybkim" wydruku - wypustki na wejście w profilu nawet się przydały - bo dobrze trzymają i nie wypadają z profilu. Z tych większych elementów dla drukarki zostały mi jeszcze 2 narożniki, potem pozostałe mody od dziobu. Jedynie co to będę zmieniał jeden z trzymaczy stołu z powodu użycia szyby z rączką, folie magnetyczne czekają na użycie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 09:15
autor: Artu
Adinfo pisze:Jakie są podstawowe różnice między V5 a V6?
Różnice są w rozmiarze "kostki"
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 10:02
autor: Adinfo
Czy przy zakupie bloku V6 z osłoną silikonową muszę coś jeszcze kupić? (inne śruby mocujące itp.) - wysokość bloku jest taka sama co widzę, czyli kalibracja drukarki bez zmian, chyba, że te bloki mają rozrzut jakościowy to warto po jego wymianie sprawdzić delta height. Na allegro jest sporo tych bloków - ciekawe czy są wśród nich jakieś lepsze i gorsze bo cenowo podobnie.
Nie wiem czy przy okazji wymiany tego bloku nie kupić jakiejś dobre jakościowo dyszy - jaką sprawdzoną kupić (nie wiem na ile od tych poniżej 10zł do około 30zł są różnice przy wydruku).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 10:06
autor: FlameRunner
Dobra jakościowo dysza do bloku według projektu E3D to będzie... oryginalna dysza od E3D.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 10:49
autor: Adinfo
Na alle znalazłem tylko jedną oryginalną, sprzedający też blok grzejny v6 i osłonę silikonową.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 10:52
autor: dragonn
Bo takich rzeczy się nie szuka na allegro, albo zamawiaj bezpośrednio z E3D, przesyłka nie jest droga i idzie dość szybko albo zobacz u blackfrog, on ma oryginalne części z E3D.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 11:09
autor: Kama
Adinfo pisze:
Artu pisze:
Wczoraj na jednej piłce jakiejś starej sprawdzałem i nie wypada, nawet przy wkładaniu jest spory opór - nie ma szans aby wypadła.
1. Który model drukowałeś?
2. Daj znać które piłki kupiłeś i czy pasują idealnie
3. Możesz strzelić fotę ile wystaje ta piłka po montażu na drukarce? U mnie to raptem kilka mm pomiędzy uchwytem, a stołem.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 11:20
autor: Adinfo
Zestw E3D v6 w BlackFrog tylko 5zł drożej niż na e3d-online.com, a dysza 3zł drożej. To nie ma co kombinować, czekam jeszcze na informacje - znajomy ma osłonę silikonową tylko musi sprawdzić czy v5 czy v6 - potem zobaczymy.
W międzyczasie przeczytałem wątek od dziobu związany z modyfikacjami i parametrami w firmware marlina. Głównie akceleracja, jerk i reszta, która u mnie średnio działa, ale po wymianie ekstrudera od dziobu powinno się poprawić.
Nowe ramiona co reklamowałem w Anycubic z powodu luzów już na poczcie u mnie, jestem ciekawy czy przysłali 1 czy 2 sztuki.
Kama pisze:1. Który model drukowałeś?
2. Daj znać które piłki kupiłeś i czy pasują idealnie.
3. Możesz strzelić fotę ile wystaje ta piłka po montażu na drukarce? U mnie to raptem kilka mm pomiędzy uchwytem, a stołem.
1. Drukowałem model z paczki od dziobu: viewtopic.php?f=66&t=3140&hilit=dziobu. ... =30#p54304
2. Jak kupię to zapodam jakie to są i czy się trzymają - rozrzut wymiarowy nowych raczej nie będzie zbyt duży.
3. Zrobię zdjęcie dzisiaj wieczorem (mała uwaga - ta jedyna piłeczka tenisowa co mam nie wiem na ile to dziecięca zabawka w porównaniu do "normalnej" - chodzi o wymiary) - w każdym razie wchodzi ciasno.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 11:23
autor: Kama
Adinfo pisze:
Kama pisze:1. Który model drukowałeś?
2. Daj znać które piłki kupiłeś i czy pasują idealnie.
3. Możesz strzelić fotę ile wystaje ta piłka po montażu na drukarce? U mnie to raptem kilka mm pomiędzy uchwytem, a stołem.
1. Drukowałem model z paczki od dziobu: viewtopic.php?f=66&t=3140&hilit=dziobu. ... =30#p54304
2. Jak kupię to zapodam jakie to są i czy się trzymają - rozrzut wymiarowy nowych raczej nie będzie zbyt duży.
3. Zrobię zdjęcie dzisiaj wieczorem (mała uwaga - ta jedyna piłeczka tenisowa co mam nie wiem na ile to dziecięca zabawka w porównaniu do "normalnej" - chodzi o wymiary) - w każdym razie wchodzi ciasno.
To nie było tematu już
Ja mam zupełnie inne stopy i chyba je wymienię...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 11:34
autor: spec
Co wy widzicie w tych stopach na piłki? Przecież to brzydkie jak noc. Nie lepiej kupić jakieś ładne nóżki audio i przykręcić?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 11:34
autor: FlameRunner
To chyba nie jest po to, żeby było ładne?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 11:56
autor: Adinfo
Piłek nie trzeba jak się ma proste podłoże. U mnie biurko ma tak zdeformowany blat, że drukarka się kiwa lekko na boki, nawet na tych stopach (bez piłek), a jak będą piłki to będą tylko trzy punkty styku z blatem i niczego nie będzie trzeba podkładać. Można jeszcze zrobić inaczej - podkleić grubym filcem te nogi gdzie mają być piłki i tak zostawić. Tylko wtedy zasilacza nie da rady ustawić bokiem przy dolnym profilu jak u dziobu bo będzie haczył o biurko, dzisiaj to sprawdzę na wysokość czy zasilacz wtedy wejdzie.
Właśnie dostałem nowe ramiona po reklamacji
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 12:11
autor: spec
Jak Wam pasuje wygląd to nie ma tematu
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 gru 2018, 19:17
autor: Adinfo
Jak ktoś chce bez piłeczek zrobić te nogi, to aby ustawić zasilacz bokiem na dolnych profilach to zabraknie kilka milimetrów aby zasilacz nie haczył o stół/biurko. Należało by wtedy zrobić inne uchwyty aby podnieść go o 0.5-1cm, jak się nogi filcem podklei to te 0.5cm wystarczy. Można jeszcze dorobić dolne zaślepki do włożenia w te nogi + filc i wyjdzie na to samo.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 01:19
autor: Gmeracz
Jak zwykle "w waszej" nocy piszę, no bo inna strefa czasowa I się pracuje, ma rodzinę...
Silikon wybrałem na najwyższą temp. jaką znalazłem, z tym że głównie kupuję na Amazon i Ebay. Zaraz poszukam który...
Upsss. Sorki za błąd. Ten był do 350 st. C https://www.amazon.co.uk/gp/product/B01 ... UTF8&psc=1
Kupuję dużo pierduł i nie zawsze pamiętam. Inna sprawa, że w UK opłaca mi się wykupić premium, bo mi to przysyłają do lockera w sklepie - czyli coś jak paczkomat - ale na jutro. Silikon dojrzewał w formie ze trzy dni. Robiłem to z ciekawości i dla doświadczenia - jak to modelarz - ale teraz zmieniłbym na v6 wszystko. I to oryginały, jak koledzy podkreślają. Jakościowo są nie do pobicia. Kolega Anglik ma i jest siwy dym...
Mówicie o amorkach - ja akurat kupiłem treningowe piłki do squasha, z twardej pianki. Zero wibracji. A że walczyłem z hałasem jak wariat, to po różnych modach mam teraz tylko lekki szum wiatraków (poniżej 60 dB). Że nie wspomnę o braku ghost i innych defektów. Można śmiało drukować z warstwą 0.3mm i ładniusio to wychodzi.
A najlepszym sprawdzianem modów jest fakt, że żonka obok w salonie ogląda serial i się pyta, czy coś drukuję...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 07:43
autor: Adinfo
Gmeracz pisze:Mówicie o amorkach - ja akurat kupiłem treningowe piłki do squasha, z twardej pianki. Zero wibracji. A że walczyłem z hałasem jak wariat, to po różnych modach mam teraz tylko lekki szum wiatraków (poniżej 60 dB). Że nie wspomnę o braku ghost i innych defektów. Można śmiało drukować z warstwą 0.3mm i ładniusio to wychodzi.
Czyli jest poprawa, tak ja przypuszczałem. Jak połączyć wszystkie fajne mody jeden do drugiego to w końcu będzie fajna drukarka.
Wydaje mi się, że nie dałeś pliku STL to tej skarpety? - pisałeś później, że poprawiłeś drugą skarpetę i jest lepsza niż pierwsza, ale pliku z projektem nie widziałem
Niestety dawno temu miałem tylko kilka zajęć z cada i musiałbym przysiąść nad Fusion 360 aby zacząć własne projekty robić, na pewno tak zrobię tylko teraz czasu by mi zabrakło.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 08:42
autor: Adinfo
Wczoraj udało mi się zdobyć osłonę silikonową ale V6. Przymierzyłem - od biedy "awaryjnie" nawet by się nadała. Wiadomo, że od strony sondy będzie w środku pustka no i wycięcia/otwory po bokach są zbyt duże, ale nie w tym rzecz: jeżeli by wymienić komplet na V6 to co z sondą, bo mam wrażenie, że nie będzie jej się dało założyć z powodu większego bloku grzejnego V6 (za mało miejsca zostanie między blokiem z osłoną silikonową a sondą). Przydały by się zdjęcia z upgrade V5 na V6. Jeszcze jedno - w niektórych sklepach z blokiem V6 piszą, że ma 11.5mm wysokości a w innych, że 12mm.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 17:59
autor: dziobu
Adinfo pisze:Wydaje mi się, że nie dałeś pliku STL to tej skarpety?
Gdzieś powinna być. Ale tu i tak nie pomoże - Flsun i3 ma inny blok niż ta delta.
Zakładałem że sam zrobisz
A prędzej czy później i tak będę to popełniał do tejże delty (no chyba że ją sprzedam) to wrzucę projekt.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 18:32
autor: Adinfo
Spoko, dam radę, jak będzie czas to zrobię. Dałem teraz tę większą osłonę z V6 i siedzi bez problemu, temperatura stabilnie przy 215 stopni i wentylu 100%. Za to w blackfrog radełka się skończyły, a oni mieli parę rzeczy co potrzebowałem.
Jeszcze pytanie do Ciebie: pisałeś, że włączyłeś przerwania dla krańcówek dla - możesz coś więcej napisać.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 19:26
autor: Adinfo
@dziobu - ekstruder kręci się u Ciebie w przeciwnym kierunku - zmieniałeś to w konfigu czy przepinałeś na przewodach do silnika.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 19:28
autor: dziobu
Adinfo pisze:Jeszcze pytanie do Ciebie: pisałeś, że włączyłeś przerwania dla krańcówek dla - możesz coś więcej napisać.
Odblokowałem to: ENDSTOP_INTERRUPTS_FEATURE
Jak to faktycznie wpłyneło na cokolwiek poza moim samopoczuciem - nie wiem. Różnicy nie widzę.
Adinfo pisze:@dziobu - ekstruder kręci się u Ciebie w przeciwnym kierunku - zmieniałeś to w konfigu czy przepinałeś na przewodach do silnika.
Litości - od tego jest konfig. Po co brać do ręki śrubokręt jak można to zrobić nie wstając z krzesła ;p
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 19:30
autor: Adinfo
To spoko. Drukuję teraz nakrętki młoteczkowe M3 (30 sztuk), potem wkręcam narożniki.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 21:04
autor: tig33r
Jeżeli się nie mylę to ENDSTOP_INTERRUPTS_FEATURE trochę przyspieszają działanie marlina, bo używa wtedy sprzętowych przerwań?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 gru 2018, 21:17
autor: dziobu
Owszem, tylko nie widziałem nigdzie jakiś użytecznych porównań ile to faktycznie daje.
Imho ta opcja w ogóle powinna być domyślnie włączona i dopiero niekorzyste użycie pinów powinno zmusić do jej wyłączenia. Nie widzę żadnego racjonalnego powodu dla którego tak nie jest.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 gru 2018, 07:32
autor: Adinfo
Dzięki za wyjaśnienie z tymi krańcówkami i sorry za upierdliwość z moimi pytaniami.
Wczoraj po wydrukowaniu nakrętek M3 okazało się, że wchodzą bardzo ciasno - nawet z pomocą narzędzi pomocniczych nie da rady ich zblokować w profilu, bo nieco za szybko wydruk poszedł (mają zgubienia na rogach), pierwsze parę zeszlifowałem, ale potem odpuściłem. Aby je zblokować w profilu użyłem imbusa z kontrą z paru nakrętek, wtedy zostają w tej pozycji gdzie je ustawiłem, dzięki temu nawet po ponownym odkręceniu nie muszę ich ustawiać bo są tam gdzie były - szczególnie było by to uciążliwe w pionowym profilu. Dwa narożniki ramy założone, trzymają bardzo mocno. Wieczorem ciąg dalszy.
Osłona silikonowa V6 mimo rozmiaru również zdała egzamin, temperatura stabilnie, będzie czas to zrobię własną, silikon mają w pobliskim sklepie samochodowym.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 gru 2018, 08:23
autor: Artu
Adinfo pisze:Wczoraj po wydrukowaniu nakrętek M3 okazało się, że wchodzą bardzo ciasno...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 gru 2018, 08:33
autor: Adinfo
To był taki eksperyment z tymi M3, bardziej z ciekawości. Ale to, że nie zsuwają się w profilu pionowym to jest zaleta. Oczywiście suwnicy do wózków tym tym nie przykręcał.
Zamawiam właśnie radełko MK8 do ekstrudera od dziobu, łożysko, taśmę kaptonową i parę innych bajerów. Zestaw piłek tenisowych za 13zł w drodze z Decathlonu z przesyłką kurierską za free, jutro mają być.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 gru 2018, 12:04
autor: dziobu
Artu pisze:Sztuka dla sztuki, szczególnie że można kupić je nie za miliony nakrętki "młoteczkowe"
Jest jedno "ale" - drukowane można mieć _już_
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 gru 2018, 12:26
autor: Adinfo
dziobu pisze:Jest jedno "ale" - drukowane można mieć _już_
To właśnie był powód, bo zwykłe nakrętki M3 czekały na otulenie przez PLA.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 gru 2018, 11:40
autor: Adinfo
Ciąg dalszy zmagań. Od czasu wydruku nowego nadmuchu i włożenia skarpety silikonowej z V6 jest lepiej - nie patrzeć na test retrakcji bo to akurat powód inny
test retrakcji - stockowy ekstruder z radełkiem MK8 i łożyskiem 624ZZ, speed 60mm/s, jerk 15, acc 5000, retrakcja 3-6/30-60mm/s - efekt mizerny każdym razem
Noga drukarki
Noga drukarki
Narożnik usztywniający ramę
Nakrętki młoteczkowe M3
Nakrętki młoteczkowe M3
Nadmuch z ABS
Nadmuch z ABS
Nadmuch z ABS
Łożyska 624ZZ i 625ZZ oraz radełka MK7 i MK8 - sprzedający miał wysłać dwa łożyska 624ZZ a przesłał dwa 625ZZ - może się kiedyś przydają
ekstruder by dziobu - sorry za "ciemność zdjęcia", niestety jeden docisk wydrukowany bez lustrzanego odbicia, dzisiaj poprawię, wypełnienie 80% grid, ścianki 1.2mm, jako, że na szybko nie miałem dostępu do śrub imbusowych dam zwykłe M3 25mm dla docisku i je skrócę odpowiednio aby nie kolidowały z silnikiem
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 gru 2018, 16:20
autor: Adinfo
zen pisze:A do czego ci to?
Będę mógł bez wyjmowania karty SD w drukarce po Wifi wgrywać do niej pliki. Muszę tylko zlokalizować w domu odpowiedni programator, mam gdzieś kilka różnych, tylko poszukać muszę.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 gru 2018, 21:33
autor: zen
Aaa, to jest WiFi i emulacja karty, to powinno działać. Inne wynalazki były bardzo wolne, tutaj można ładne prędkości wyciągnąć. Pytanie ile maksymalnie danych można wrzucić?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 gru 2018, 21:38
autor: dziobu
zen pisze:Inne wynalazki były bardzo wolne
Inne wynalazki też są na ESP. Także te wolne.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 gru 2018, 21:40
autor: zen
dziobu pisze:
zen pisze:Inne wynalazki były bardzo wolne
Inne wynalazki też są na ESP. Także te wolne.
Nie do końca rozumiem o co Ci chodziło Tak, oczywiście byłe na ESP, ale z zupełnie innym zamysłem. Emulacja SD jest najsensowniejsza.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 gru 2018, 21:46
autor: dragonn
dziobu pisze:
zen pisze:Inne wynalazki były bardzo wolne
Inne wynalazki też są na ESP. Także te wolne.
DuetWifi też ma ESP a wyciąga upload 500-600kB/s. W porównaniu z innymi rozwiązaniami które pchają plik na kartę SD przez UART to wymiata
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 gru 2018, 22:00
autor: dziobu
Chciałem tylko wspomnieć że sam fakt użycia mocnego sprzętu nie oznacza że całość będzie śmigała szybko.
Sporo z tych badziewiów które pozwalają drukarkę podłączyć do wifi, wydajność - a właściwie jej brak - zawdzięcza tylko stronie programowej. Coś jak LAN w smoothie
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 gru 2018, 22:15
autor: zen
LAN w smoothie, jak cały ten projekt zresztą, to całkiem osobna historia Jak się spotyka dwóch takich, co najlepiej wiedzą, to mamy tragikomedię
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 27 gru 2018, 19:51
autor: Adinfo
Trochę postępów, radość nie zna granic bo ekstruder od dziobu ruszył, nie obyło się bez komplikacji - zapomniałem zmienić direction dla E0 i zastanawiałem się czemu filament mi się wysuwa nie tam gdzie powinien, drugi kłopot - stockowa rurka aby się nie wysuwała z nowego ekstrudera trzeba bardzo mocno skręcić zacisk górny. Testowo poszedł motylek M4 do ramienia ekstrudera z prędkością 60mm/s dla wszystkiego. Pozmieniałem też oprócz 144 kroków dla ekstrudera parę wartości zgodnie z tym co podał dziobu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 28 gru 2018, 09:02
autor: Adinfo
Wczoraj testowo wydrukowałem kostkę reprapy (warstwa 0.2mm, prędkość 60/60, ścianka 0.4, retrakcja 3/30) włączone linear advance i wszędzie Jerk 15, Acc 5000. Na ściankach X z obu stron mam "pionowe kreski" na ściankach Y czysto. Do tego zdziwiłem się nieco bo mimo "dużej prędkości" kostka drukowała się z jedną ścianką 0.4mm nieco długo bo ponad 10min. Na zdjęciach widzę to czego okiem nie widziałem - na żywo kostka wygląda nieco lepiej - gładsza struktura ścianek niż na zdjęciach.
pionowe paski na ściankach X
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 28 gru 2018, 16:42
autor: Adinfo
W międzyczasie: skróciłem czas warstwy do 1s, ale mam masakryczne echo na tej kostce, pozostałe parametry jak przy tej wyżej, tyle, że czas wydruku około 5min.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 28 gru 2018, 17:26
autor: zen
Jak masz napięte paski?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 28 gru 2018, 17:33
autor: Adinfo
zen pisze:Jak masz napięte paski?
Tymi stockowymi napinaczami co były w zestawie, wiem, że są inne sposoby ale jeszcze nie sprawdzałem. Co do ręcznej oceny naciągu pasków to trudno mi to określić "ręcznie", oczywiście problem duży przy większej prędkości druku.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 gru 2018, 23:39
autor: zen
Jakie stockowe napinacze? Nic takiego w moim zestawie nie kojarzę
EDIT: aaa, spręzynki od klamerek? Generalnie do niczego się nie nadają.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 gru 2018, 03:40
autor: Gmeracz
To zależy od tego, gdzie leży. Ja nimi (tymi od klamerek) przy okazji zapinam końce pasków pod wózkami i się sprawują. Wcześniej napinałem ręcznie, ale jakoś szału nie było. I różnicy w wydruku. Co nie zmienia faktu, że paski mają być dobrze sprężyste po naciągnięciu.
Używałem paru innych patentów i nie widzę za bardzo różnicy. Tak samo, jak naciągaczy w główkach na ramionach na górze. Niby te śrubki to ułatwiają, ale jakoś mnie to nie przekonało. Może to całe napinanie to przerośnięta legenda?
Albo po prostu każdy z nas ma inne poletko i inne oczekiwania.
Wydaje mi się, że różnice wynikają z ustawień i oczekiwań samego druku. Każdy kombinuje inaczej, z różnymi np. prędkościami.
Ja tam się trzymam maks. 70 mm/s i to działa.
Heh, a Artu i tak będzie miał warstwy osobno, co by nie robił...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 gru 2018, 10:40
autor: Artu
Gmeracz pisze:Heh, a Artu i tak będzie miał warstwy osobno, co by nie robił...
Czego się do mnie przypiął
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 gru 2018, 14:56
autor: Adinfo
Napiąłem paski i jak by jest lepiej - nie wiem czy nie za bardzo bo trochę "trzeszczy" przy zjeździe do druku. Chodziło mi o te "klamerkowe naciągi" co pisałem. Ściany zewnętrzne wyglądają na równiejsze, jak coś wydrukuję to potwierdzę i ocenię różnice. Przed momentem zdjąłem te "klamerki".
Drukowany ekstruder od dziobu i 144 kroki dla niego to u mnie wypada gorzej - jak by za dużo filamentu pchało - aż dysza chrupała po poprzednich warstwach - bo są wtedy wyższe. Za to na pewno retrakcja się poprawiła - nie jest jeszcze idealnie, ale jednak widać różnicę. Zmieniłem kroki dla ekstrudera na 102.87 (tak jak w stockowym ekstruderze dla MK8 i 624ZZ) - problem z zbyt dużą ilością pchanego filamentu przestał występować - warstwy przy wypełnianiu są równiejsze. Będzie czas to sprawdzę na wartościach kroków pomiędzy 102.87 a 144.0
Problem natomiast mam taki, że jak za słabo dokręcę zacisk górny ekstrudera to rurka z niego wyjeżdża, jak za bardzo dokręcę to w niektórych miejscach mam dziwne ubytki filamentu, jak by się blokował. Pozostała część wydruku "idealna" jak nigdy przedtem. Rozwiązaniem będzie małe rozwiercenie wyjścia na filament i wkręcenie tam złącza bowden. Niestety nie mam pod ręką innej rurki tylko tę oryginalną, dlatego na rurkę nawinąłem nieco taśmy i włożyłem w zacisk, teraz nie wypada.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 gru 2018, 15:06
autor: Artu
Adinfo pisze:144 kroki dla niego to u mnie wypada gorzej - jak by za dużo filamentu pchało - aż dysza chrupała po poprzednich warstwach - bo są wtedy wyższe...Zmieniłem kroki dla ekstrudera na 102.87 (tak jak w stockowym ekstruderze dla MK8 i 624ZZ) - problem z zbyt dużą ilością pchanego filamentu przestał występować...
A powinieneś ustawić na "ilość wysuwanego filamentu", czyli kalibracja ekstrudera, tak jak robią to "biali ludzie"
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 gru 2018, 15:11
autor: Adinfo
Właśnie tak miałem ustawione na początku, z obliczeń wyszło 102.87, ale ustawienie flow wzięło w ..... jak zmieniłem radełko i łożysko. Dlatego teraz pierwsza warstwa (tu najlepiej widać) dla steps 102.87 i flow 86.5 mam małe przerwy w wypełnieniu, właśnie testuję różne ustawienia i próbuję dobrać najlepsze. Drukuję małą wazę i widzę, że przy flow 86.5 dopiero przy steps 125 w miarę to wyszło, walczę dalej.
Docelowo zjadę z krokami na to co wyjdzie jak "biali ludzie" a potem skoryguję flow i wybadam sytuację. Przy 144 krokach przy wcześniej skalibrowanym flow zamiast ścianki 0.45 wyszło 0.52 około.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 gru 2018, 15:21
autor: Adinfo
Dzięki - zapoznam się, tylko chwilowo dźwięk z kompa mam odłączony.
W temacie ekstrudera - zrobiłem własną instrukcję kalibracji. Muszę ją tylko doszlifować i zapodać na forum do oceny czy jest ok.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 31 gru 2018, 02:45
autor: Gmeracz
Artu pisze:Czego się do mnie przypiął
To tak z sympatii. Artu... Może mam zbyt wyrazisty humor, ale to zawsze z sympatii
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 31 gru 2018, 08:25
autor: Adinfo
Skorygowałem wczoraj ilość kroków dla ekstrudera (raz wyszło 100.21, drugi raz 100.22), kostka do kalibracji flow wydrukowana, ustawiona szerokość 0.46 * dwie ścianki = 0.92, wyszło mi na każdej ściance podobnie, ale mnie tak samo 0.87/0.89/0.90/0.88, tu się raczej kłania ponownie ustawienie retrakcji bo mi farfocle w środku się wydrukowały i ściany wewnętrzne nie są idealnie równe, stąd różnice o 0.02mm. Korekta flow na 93-94% (wcześniej miałem 86.5).
Dla pojedynczej ścianki 0.46mm zastanawiałem się czy tego nie wydrukować w trybie wazy, wtedy mam pewność, że niczego nie nadleję i grubość ścianek wszędzie powinna być zbliżona.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 31 gru 2018, 10:57
autor: Adinfo
Wczoraj na wydruku pojawiły się niezbyt ciekawe zniekształcenia, szczególnie widoczne na zewnętrznej stronie klapki oraz nieco lepiej na wewnętrznej. Detale na spodzie wyszły nawet fajnie i warstwa górna, ale coś nie tak przy drukowaniu zewnętrznego obrysu, obstawiam problem z ekstruderem, ale dowiem się jak zapuszczę kolejny wydruk, wczoraj wymieniałem śrubę z ramienia na gładką w miejscu gdzie jest sprężyna i sprawdziłem czy "coś" nie blokuje przejścia filamentu, przesunąłem silnik aby naciskał lekko na filament, wcześniej był konieczny większy nacisk ramienia z łożyskiem. Wieczorem sprawdzę jak to wyjdzie. Uwzględnię też oczywiście nową wartość dla flow, który po zmianie ekstrudera znacząco się zmienił.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 02 sty 2019, 18:51
autor: Adinfo
Po zabawach z ponowną kalibracją ekstrudera skończyło się na 102,22 (w poprzednim poście źle napisałem) kroków i flow 93%. Wydrukowałem ponownie klapkę z poprzedniego postu z warstwą 0.2mm, ale na samej górze z lewej strony parę warstw od góry tak jak na pierwszym zdjęciu dalej mam ten ubytek, tego poniżej z lewej nie ma, ciekawe, że zawsze wychodzi to w tych samych miejscach - czy to nie wina Cura. Tym razem klapka drukowana była bliżej tyłu drukarki (przesunąłem wydruk w osi Y, ale efekt ten sam). Po powrocie "travel" z prawej strony na lewo drukarka zaczyna nanosić ścianę zewnętrzną gdzie występuje opisany problem, ciekawe, że wszystkie poniższe warstwy są poprawne - od wewnętrznej strony klapki jest nieco lepiej niż poprzednio (drugie zdjęcie - zniekształcenia widać na 0,5cm od krawędzi, potem równo), w tamtym przypadku też tam głowica zaczyna drukować obrys.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 02 sty 2019, 22:52
autor: Gmeracz
Możesz łatwo potwierdzić, czy to wina Cury - po prostu obróć wydruk na stole.
Jeżeli to się powtórzy na innych ściankach, to masz winną mechanikę.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 sty 2019, 07:56
autor: Adinfo
Gmeracz pisze:Możesz łatwo potwierdzić, czy to wina Cury - po prostu obróć wydruk na stole.
Jeżeli to się powtórzy na innych ściankach, to masz winną mechanikę.
Dzięki za podpowiedź, tak zrobię. Nie pamiętam dokładnie poprzednia klapka była obrócona o 180 stopni wg tej ostatniej, czas obrócić o 90 stopni.
Wczoraj pierwszy raz uruchomiłem Slic3r, jak w Cura po obrocie problem nie ustąpi, wydrukuje to w Slic3r, wczoraj udało mi się go z grubsza ogarnąć, dwa wydruki testowe kostki forum, parę opcji nieco inaczej nazwanych ale do wszystkiego dojdę z czasem.
Zmiana kroków dla ekstrudera od dziobu na 144 kroki/mm
dziobu pisze:
Adinfo pisze:No i przypuszczam, że kroki dla ekstrudera muszę na nowo przeliczyć.
Prosta matematyka + tuning na żywca.
Wzór jest taki:
<czary mary> = 144 kroki/mm ;p
Przetestowałem Twoje ustawienia kroków silnika ekstrudera - to działa ale w moim przypadku: przy takim ustawieniu jest nadmiar filamentu na wyjściu, np. ścianka, która miała mieć 0.96mm ma 1.31mm, przy wydruku testu retrakcji jest lepiej niż przy standardowym ustawieniu kroków ekstrudera (dla 100mm filamentu retrakcja dużo lepsza niż normalnie), ale wydruki nie trzymają wymiarów i głowica przy travel haczy nieco o poprzednie warstwy bo są nieco wyższe niż powinny, po za większą szerokością ścianek (większe ciśnienie filamentu). W takim przypadku skorygowałem flow na 65% co pozwoliło na uzyskanie poprawnych wymiarów i grubości ścianek. Zrobiłem parę testowych wydruków i wyszły podobnie do "standardowych dla 102.22 kroków ekstrudera", moim zdaniem nieco gorzej niż przy "książkowym" ustawieniu kroków dla ekstrudera (choć to minimalna różnica). Zastanawiam się jakim "cudem" u Ciebie masz zarówno poprawne wymiary, grubość ścianek i bardzo dobrą retrakcję jednocześnie, chyba, że przy ustawieniu kroków na 144 zmniejszasz wartość innych parametrów (nie tylko flow), o których zapomniałeś wspomnieć, hmm? - przypuszczam, że jesteś taki dobry w tym co robisz albo ja jestem jeszcze zbyt słabo praktykującym amatorem.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 sty 2019, 11:44
autor: dziobu
Średnica aktywna radełka MK8: ~7.2mm (nie mam jak dokładnie zmierzyć bo wszystko pozakładane)
Silnik: 200 kroków/obrót i 1/16 kroku.
To daje obwód ~22.6mm mm i na to 3200 kroków.
Prosta matematyka daje z tego ~141.5 kroków/mm. Po kalibracji wyszło mi 144; flow w profilach mam 95-98%. Czyli te 141 też by pewnie pasowało.
Nie wiem jak w tym układzie możesz mieć 102 kroki. Może masz MK7:
Dla MK7 wyszło mi ~97 kroków/mm.
(raczej nie jestem tak dobry w tym; za to matematykę mamy wspólną i z czegoś te wartości muszą wynikać)
edit.
Zgadza się. Masz MK7.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 sty 2019, 11:59
autor: Adinfo
dziobu pisze:Średnica aktywna radełka MK8: ~7.2mm (nie mam jak dokładnie zmierzyć bo wszystko pozakładane)
Silnik: 200 kroków/obrót i 1/16 kroku.
To daje obwód ~22.6mm mm i na to 3200 kroków.
Prosta matematyka daje z tego ~141.5 kroków/mm. Po kalibracji wyszło mi 144; flow w profilach mam 95-98%. Czyli te 141 też by pewnie pasowało.
Nie wiem jak w tym układzie możesz mieć 102 kroki. Może masz MK7:
radelko.jpg
Dla MK7 wyszło mi ~97 kroków/mm.
(raczej nie jestem tak dobry w tym; za to matematykę mamy wspólną i z czegoś te wartości muszą wynikać)
Toś mnie oświecił normalnie, jak radełka MK7 i MK8 przyszły po zakupie to do starego ekstrudera stockowego zapakowałem MK7 i łożysko 624ZZ bo ten zestaw pasował - mieścił się- faktycznie po kalibracji wtedy wychodzi 102.21-102.22, a jak to przedkładałem do tego Twojego ekstrudera to nie wymieniłem radełka na MK8 tylko przełożyłem silnik z radełkiem MK7 - skręciłem i gitara, ale gafa jak nic, przyćmienie całkowite mnie dopadło, za dużo cukru przez Święta i problem murowany
W międzyczasie wkręciłem złącze rurki bowdena i nieco się poprawiła retrakcja bo rurka nie wyjeżdża, no to dzisiaj naprawię swój błąd z MK7-MK8
Jeszcze jedno - wiem, że Ty wymieniłeś rurkę na mniej uciążliwą dla ekstrudera czyli 2/4 (ta stockowa - nie mierzyłem tego jeszcze- ma mniejszą średnicę w środku z tego co się orientuję).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 sty 2019, 12:05
autor: dziobu
Jak widzisz po zdjęciach mam też MK7 - ekstruder jest przystosowany do obu radełek, dlatego wszystko pasuje
Oryginalnie PTFE jest 2/4. Nie kojarze żebym wymieniał, mam chyba stockową. Nawet jak nie to i tak jest tam 2/4. Mam tyle różnych rurek (wszystkie formalnie 2/4) z tylu źródeł, że nie wiem która konkretnie tam jest.
Poza tym mam jeszcze niebieską 1.9/4 i ją testowałem, ale plastik mi się klinował także chwilowo jej nigdzie nie używam.
A jeśli plastik przepychasz z trudem to zmniejsz docisk rurki w ekstruderze - nie musi być mocny bo powierzchnia styku jest dość duża.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 sty 2019, 12:11
autor: Adinfo
dziobu pisze:Poza tym mam jeszcze niebieską 1.9/4 i ją testowałem, ale plastik mi się klinował także chwilowo jej nigdzie nie używam.
A jeśli plastik przepychasz z trudem to zmniejsz docisk rurki w ekstruderze - nie musi być mocny bo powierzchnia styku jest dość duża.
Czyli próbowałeś 1.9/4 ale zrezygnowałeś i wróciłeś do 2/4 - o to mi właśnie chodziło.
U mnie zacisk bowden dla rurki zrobiłem (rozwierciłem w Twoim ekstruderze otwór od góry i tam wkręciłem zacisk) - tak jak pisałem wyżej i teraz wystarczy minimalnie przykręcony docisk w ekstruderze i nic się nie klinuje ani nie wysuwa, a wysuwało się wcześniej dlatego, że pchałem 144 krokami zbyt dużo filamentu radełkiem MK7, dlatego rurka mi po czasie wyjechała przy wydruku, dlatego mi taki dziwny flow 65% wyszedł po końcowej kalibracji.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 sty 2019, 18:05
autor: Adinfo
dziobu pisze:Średnica aktywna radełka MK8: ~7.2mm (nie mam jak dokładnie zmierzyć bo wszystko pozakładane)
Silnik: 200 kroków/obrót i 1/16 kroku.
To daje obwód ~22.6mm mm i na to 3200 kroków.
Prosta matematyka daje z tego ~141.5 kroków/mm. Po kalibracji wyszło mi 144; flow w profilach mam 95-98%. Czyli te 141 też by pewnie pasowało.
No to się okazało po zmianie radełka na "odpowiednie", że wszystko gra, dwukrotnie sprawdzając ilość wysuniętego filamentu:
ustawiłem w drukarce ESteps/mm = 100.00, filamentu wyszło 70.00mm z ekstrudera, czyli po przeliczeniu i zaokrągleniu: 142,86 kroków/mm
Ustawiłem też flow (średnio grubość ścianek zamiast 0.96mm miałem 1.007mm), po przeliczeniu wyszło 95%.
Jak kupiłem radełka MK7 i MK8 nie sprawdzałem, które jest które - ani ich rozmiarów, myśląc, że MK7 ma mniejszą średnicę niż MK8, czasami życie bywa przewrotne.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 sty 2019, 08:01
autor: Adinfo
Poniżej pokazane wadliwe miejsca drukowanej klapki, nie robiłem nowych zdjęć bo są podobne do poprzednich, ale problem z ubytkami i nierównościami nadal występuje, ekstruder ponownie skalibrowany, brak oporów dla filamentu, sprawdzałem ręcznie - nie sądzę, że to jego wina, problemy występują w podobnych miejscach co poprzednio, ale tym razem "odwrotnie". Na obrysie 30-40mm/s, zmiana prędkości specjalnie nie wpływa na poprawę, przy drugim wydruku ustawiłem 40mm/s dla ścian i w drukarce zmniejszyłem prędkość o połowę do 20mm/s i tak na samej górze wydruku wyszło podobnie - tylko w pionie. Wadliwe miejsca są tam, gdzie dysza zaczyna pracę. Zastanawiam się nad jednym co jest ustawione w obu przypadkach: Travel -> not in skin - czy to może być przyczyną, albo jakaś zależność grubości ścian z innymi parametrami wydruku w tym konkretnym drukowanym obiekcie.
Ubytki i zniekształcenia na wydruku
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 sty 2019, 08:20
autor: Berg
nie śledziłem wątku tak że może się powtarzam.
1. Próbowałeś z wyłączonym LIN_ADVANCE ? ( M900 K0 ) http://marlinfw.org/docs/features/lin_advance.html
2. testowo prędkość 40mm/s jerk 10, przyspieszenie 2000. Prędkość 40mm/s taka sama dla obrysów, wypełniani, supportu itp
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 sty 2019, 08:25
autor: Adinfo
Tak zrobię - zmienię parametry na podane przez Ciebie.
Aktualnie mam ustawione: LIN_ADVANCE K0.90, dla wszystkiego acc 5000, jerk 15.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 sty 2019, 08:37
autor: Berg
ad2. acc 5000, jerk 15-20. to lepiej. głównie chodzi mi o to by wydrukować przy dużym jerk i przyspieszeniu i jednocześnie małej, stałej prędkości.
EDIT: choć 5000 dla druku to trochę dużo. dla travel OK.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 sty 2019, 08:45
autor: Adinfo
To dzisiaj kolejne podejście, ja dojdę to odpowiednich parametrów to powinno się poprawić.
Rozumiem, że jak wyłączę LIN_ADVANCE mimo zmniejszenia acc i jerk to i tak wydruk nie powinien znacząco spowolnić bo LIN_ADVANCE sam z siebie "hamuje" prędkość wydruku.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 sty 2019, 10:23
autor: dziobu
Nie, nie spowolni. Możliwe że nawet przyspieszy.
A tak w ogóle kalibrowałeś linear advance czy tylko wziąłeś (moją/jakąś) wartość?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 sty 2019, 11:36
autor: Adinfo
dziobu pisze:Nie, nie spowolni. Możliwe że nawet przyspieszy.
A tak w ogóle kalibrowałeś linear advance czy tylko wziąłeś (moją/jakąś) wartość?
Wygenerowałem g-code stąd http://marlinfw.org/tools/lin_advance/k-factor.html
Ale robiłem to jeszcze na stockowym ekstruderze, wyszło że 0.8-0.9 było optymalne, ale czarny filament i g...o było widać, do tego level bed miałem wyłączone a na 100% mam różnice na stole. Powtórzę to na skalibrowanym ekstruderze. Tylko mam jeden problem: jak z tego linka wygenerowałem ponownie kod wg moich ustawień to robi mi taki numer: głowica ustawia się na górze (auto home) i potem chwila ciszy, mały klik i głowica zamiast zjechać na dół próbuje w górę, od razu wyłączyłem drukarkę, po tym zabiegu muszę czekać chwilę i włączam ponownie bo jak zapodałem inny wydruk, który wcześniej działał to znowu silniki kręciły w drugą stronę. Tego akurat nie potrafię wytłumaczyć. I od tej pory nie kalibrowałem K.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 09:41
autor: Adinfo
rafaljot pisze:nie śledziłem wątku tak że może się powtarzam.
1. Próbowałeś z wyłączonym LIN_ADVANCE ? ( M900 K0 ) http://marlinfw.org/docs/features/lin_advance.html
2. testowo prędkość 40mm/s jerk 10, przyspieszenie 2000. Prędkość 40mm/s taka sama dla obrysów, wypełniani, supportu itp
Drukuję właśnie ze zmienionymi parametrami: K0, speed 40mm/s tylko przy programowej zmianie Acc i Jerk z poziomu Cura nie wszyskie parametry w menu Motion, czyli Jerk i Acc są zmienione na zadane wartości, np. pozostały niezmienione Vc-jerk 15, Ve-jerk 15, A-retract 5000, A-travel 5000, Amax A,B,C,E 5000, czy powinienem wszystkie jerk i acc bez wyjątku zmienić w drukarce na 10 i 2000, ręcznie to zrobiłem, zobaczymy jakie będą efekty.
Edit: nie zwróciłem uwagi - Cura zmieniła mi speed Wall speed na 20mm/s, no trudno, w najgorszym razie będzie lepiej, leci wydruk to szkoda przerywać.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 12:26
autor: Berg
chodzi o to by w miarę możliwości prędkość druku była jaknajbardziej taka sama, tak że jeśli wall-speed jest 20 a reszta 40 to właśnie kiepsko. Jeśli problem jest związany ze zmianami prędkości ekstruzji to będzie dalej widoczny.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 15:02
autor: Adinfo
rafaljot pisze:chodzi o to by w miarę możliwości prędkość druku była jaknajbardziej taka sama, tak że jeśli wall-speed jest 20 a reszta 40 to właśnie kiepsko. Jeśli problem jest związany ze zmianami prędkości ekstruzji to będzie dalej widoczny.
Poprawiłem w drukarce wszystkie parametry na takie same, czyli acc 2000, jerk 10, wygenerowałem nowy g-code gdzie wszystkie prędkości to 40mm/s, retrakcja 3/30. Zapodałem wydruk, po zakończeniu zrobię zdjęcia porównawcze.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 16:17
autor: Adinfo
Zgodnie z zaleceniami do testów i taką samą prędkością - poprzedni post, wydruk jeszcze trwa, ale zauważyłem kiedy występuje problem i zrobiłem parę zdjęć z przodu i z góry (zdjęcia nr 5-10) - ewidentnie widać braki w filamencie na niektórych warstwach, ciekawe, że nie na wszystkich. Zdjęcia 1-4 to porównanie poprzednich wydruków. Na zdjęciu nr 6 widać jak jest podświetlenie z tyłu o co chodzi, ale już powyżej tego problem nagle znika - 1cm wyżej już wydrukowane i jest równiutko, jeszcze się drukuje - przypuszczam, że na samej górze będzie podobnie jak poprzednio - ubytek.
1
2
3
4
5
6
7
8
9
10
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 16:23
autor: Berg
OK. a jak dwa razy zrobisz ten sam wydruk, to ubytki są w tych samych miejscach ?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 16:48
autor: Adinfo
rafaljot pisze:OK. a jak dwa razy zrobisz ten sam wydruk, to ubytki są w tych samych miejscach ?
Ubytki są nieco inne ale w tych samych miejscach (na poprzednich klapkach z włączonym LIN_ADVANCE jest podobnie), na zdjęciach 1-4 były klapki drukowane różnie - obrócone każda inaczej na blacie - o 90 stopni. Ciekawi mnie też ten uskok po kilkunastu pierwszych warstwach. Dodatkowe zdjęcia po skończonym ostatnim wydruku 40mm/s jerk 10 i acc 2000.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 16:55
autor: Berg
no to może ubytki są po retrakcji jednak. NA różnych warstwach obwód zaczyna się w różnych miejscach. Jakieś testy retrakcji jak wychodzą ?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 17:09
autor: Adinfo
Na ekstruderze od dziobu 3/30mm, na stockowym miałem 4/60 najlepiej ale i tak nie było dobrze. To oczywiście na tym potrójnym nadmuchu. Zrobię parę testów i zobaczę na nowo. Przy takich ustawieniach jak ostatnia klapka retrakcja kiepska bo na napisach na spodzie klapki miałem zostawały resztki po retrakcji. Tylko, że ta retrakcja 3/30 przy tych parametrach jakie teraz miałem nie sprawdza się.
Jeszcze jedno zauważyłem - po kalibracji tego wydrukowanego ekstrudera nie wypływa przed wydrukiem już tyle filamentu co przedtem, na skirt widać, że dopiero po kilku/kilkunastu centymetrach widać PLA na blacie, przy wypełnianiu pierwszej warstwy na początku przy paru pierwszych pociągnięciach widać małe przerwy, potem już nie, mimo ustawienia dla pierwszej warstwy flow 100%.
Zapodam za moment parę testów retrakcji i zobaczymy.
Jeszcze jedno - dla kwadratu z czterema wieżami ustawić czas warstwy 0s dla testów? czy większy 1-2-3.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 19:03
autor: Adinfo
Ciekawe czy przy 210 stopniach i prędkości 40mm/s dla wszystkiego jest możliwe na mojej delcie uzyskanie dobrej retrakcji, zaczynam wątpić.
Jak zejdę z temperaturą to oczywiście będzie na db+, ale to nadal daleko do bardzo dobrze. Aktualnie to mogę drzewka do makiet miast drukować.
Dla tych parametrów poniżej to się poddałem (co nie znaczy, że poddałem się z drukarką).
kroki ekstudera i flow skalibrowane poprawnie, linear advanced wyłączone
warstwa 0.2 (szerokość 0.4) pojedyncze ścianki
temperatura 210 stopni
prędkość (taka sama dla wszystkiego) 40mm/s
nadmuch potrójny z abs
akceleracja (dla wszystkiego): 2000
jerk (dla wszystkiego): 10
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 19:09
autor: dziobu
A jesteś pewien że nie lata Ci bowden?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2019, 19:15
autor: Adinfo
Tylko z zewnątrz w drukarce dokręcałem te śruby co widać, ale czas to sprawdzić - rozumiem, ze aby mieć pewność najlepiej zdemontować całą głowicę i wszystko sprawdzić czy dokręcone. Jak skończy drukować ostatni test 6/30 przy 210 stopni to biorę się za sprawdzenie bowdena.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 sty 2019, 14:08
autor: Adinfo
No to wczoraj wypadało coś zepsuć
Bowden jednak był dokręcony, ale co tam, warto było go jeszcze bardziej dokręcić. Profesjonaliści z pewnością by przewidzieli co się wtedy stanie.
No to dla tych co nie wiedzą: jak za bardzo dokręcicie od góry bowden czterema imbusami to górna obudowa dostanie środkiem garba i głowica z dyszą docelowo będzie wyżej niż powinna (albo nie będzie w osi), jak będziecie chcieli kalibrować delta height sondą to życzę powodzenia! - będziecie mieli przerwę między dyszą a sondą, o wydruku zapomnijcie.
Dobra: naprawiłem błąd , dzięki temu wiem dużo więcej o tej drukarce i głowicy niż przedtem, na dobre mi to wyszło, ale jak bym był projektantem tej obudowy metalowej to bym od góry zrobił płytkę z blachy albo dał podobny element jak trzymający radiator, który był by na tyle blisko miejsca nacisku radiatora na obudowę, że nic takiego by się nigdy nie stało.
Niestety retrakcja przy prędkości 40mm/s i z parametrami takimi jak podałem wcześniej bez poprawy. Bowden na 100% nie lata.
Oczywiście przy większej prędkości (w tym travel) i linear advance jest w miarę dobrze.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 08:04
autor: Adinfo
Z testami retrakcji odpuściłem na ten moment, porównałem wszystkie wpisy z mojej konfiguracji i od dziobu - znalazłem pewne różnice bo mamy pliki konfiguracyjne (później modyfikowane pod siebie) z różnych źródeł, nie wiem na ile istotne są te różnice, ale jednak występują. Mam je wynotowane i udostępnię.
1. Do tej pory miałem Marlin 1.1.9 ale bez bugfix, parę rzeczy faktycznie się u mnie sypie, dlatego wczoraj walczyłem z ostatnią poprawioną wersją Maralin 1.1.9 bugfix, tylko, że nie da się zwyczajnie podmienić konfiguracji z wersji bez bugfix, od początku nanosiłem zmiany w plikach konfiguracyjnych dla tej wersji firmware, wieczorem je udostępnię. Poprawiono kilka rzeczy - np. długość ramion 267, doszły dodatkowe ustawienia dla K, reszty jeszcze nie sprawdzałem.
2. Na wersji bez 1.1.9 bez bugfix w moim przypadku po wydruku i auto home jeden silnik nie ruszał i głowica waliła o profil, dlatego miałem po wydruku włączone tylko podniesienie głowicy o kilka centymetrów, zobaczę na tej wersji - w informacjach o błędach znalazłem info o poprawce w tym zakresie.
3. Nie wiem czemu usunęli "Set Delta Height" - oczywiście można to dodać ponownie samemu.
4. W configu dla mojej delty dodanym do firmware jest zła wysokość sondy, nie wiem skąd u nich bierze się -16.8? - bo czego by nie robić u mnie jest wychodzi -15.08, po pierwszej kalibracji Z i tak wyszła różnica między wersjami firmware bo głowica jest po "Set Delta Height" minimalnie wyżej niż w Marlinie bez bugfix (ale to minimalna różnica - setnych po przecinku), dzisiaj to sprawdzę.
5. Zauważyłem jedną rzecz przy 1.1.9. bugfix: przy auto-home głowica po "odbiciu od krańcówek" zjeżdża w dół z pozycji Z 294 mm na około 219 mm (czyli około 75mm). Czy można to jakoś wyłączyć i czy ma to może mieć związek z #define DELTA_HOME_TO_SAFE_ZONE? - wydaje mi się, że jak to wyłączyłem to przy auto home miałem czasami na "starym firmware" komunikat "Halted" i konieczność restartu drukarki.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 09:27
autor: Berg
a co to za filament? sprawdzaęłeś juz na innym ?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 09:55
autor: Adinfo
rafaljot pisze:a co to za filament? sprawdzałeś już na innym ?
Wcześniej drukowałem na czarnym stockowym CHRL, ten co mam teraz to PLA ECO biały, mam jeszcze czarny PLA ECO nieotwarty - oba kupione w grudniu.
Jeżeli wszystko było by ok to rozumiem, że nawet przy travel 40mm/s też by retrakcja była w miarę dobra?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 10:05
autor: morf
Czasami jeszcze rurka ktora idzie przez radiator az do glowicy nie jest docisnieta do samej glowicy + kwestia niedokrecenia dyszy moga powodowac nieprzewidywalne efekty.
Po dokreceniu/rozkreceniu hotendu musisz sobie ustawic na nowo odleglosc miedzy dysza a probnikiem.
Nie sugeruj sie wartosciami ktore inni pisza, u mnie jest 15.75 dajmy na to. A tak na prawde jest 15.71... ale ustawilem .75 zeby ladniej pierwsza warstwe rozsmarowalo
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 10:32
autor: tig33r
16.8 jest po to żebyś sobie sam to dokładnie ustawił kartką papieru, a nie rył głowicą w podkładce.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 10:59
autor: Adinfo
OK, tak też myślałem, skoro grzebnąłem w głowicy to wiadomo, że mogło się przestawić, na pewno będę musiał bardziej "docisnąć" się do blatu bo teraz kartka zbyt swobodnie przechodzi. Ale i tak dobrze, że udało mi się głowicę przywrócić do poprzedniego stanu. Do tego stół nie jest prosty więc bad leveling zrobiłem, widzę, że nowy firmware inaczej przechowuje wpisy niż wcześniej. Za to jak ustawiłem wymiar sondy na własny to od strzału Set Delta Height i już mam dobrą wysokość (po za tymi setnymi po przecinku, co dzisiaj skoryguję).
Tyko nie wiem jeszcze co zrobić z tym zjazdem głowicy po auto home o około 7,5cm.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 11:12
autor: Berg
ta, zdecydowanie to co pisze @morf może powodować takie kłopoty. Trzeba potestować teraz retrakcje i zobaczyć jak jest z nitkami. JAk sporo filamentu wypływa w postaci nitek, to potem go brakuje.
Odnośnie tego zjazdu głowicy po home, to to jest parametr, który mówi, czy ma zjechać do wysokości, w której jest możliwy ruch po pełnym polu (promieniu)
// After homing move down to a height where XY movement is unconstrained
#define DELTA_HOME_TO_SAFE_ZONE
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 11:24
autor: Adinfo
morf pisze:Czasami jeszcze rurka ktora idzie przez radiator az do glowicy nie jest docisnieta do samej glowicy + kwestia niedokrecenia dyszy moga powodowac nieprzewidywalne efekty.
Co do rurki która idzie przez radiator do głowicy to muszę to sprawdzić - czy jest dociśnięta. Rozumiem, że nie muszę w tym celu jej rozkręcać tylko od góry wcisnąć rurkę do oporu.
rafaljot pisze:Odnośnie tego zjazdu głowicy po home, to to jest parametr, który mówi, czy ma zjechać do wysokości, w której jest możliwy ruch po pełnym polu (promieniu)
Wolałem się upewnić co do tego "zjazdu".
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 11:42
autor: Berg
lepiej odkręcić dyszę i się przyglądnąć od spodu jak sprawy się mają, potem zakręcić dyszę, docisnąć, jeszcze raz odkręcić i sprawdzić, czy się docisnęła. (ostatecznie dokręcić dyszę na rozgrzanej głowicy)
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 12:11
autor: Adinfo
rafaljot pisze:lepiej odkręcić dyszę i się przyglądnąć od spodu jak sprawy się mają, potem zakręcić dyszę, docisnąć, jeszcze raz odkręcić i sprawdzić, czy się docisnęła. (ostatecznie dokręcić dyszę na rozgrzanej głowicy)
Tak zrobię, szkoda, że tego nie zrobiłem jak miałem wszystko rozkręcone.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 20:25
autor: Adinfo
Zarówno na wersji Marlin 1.1.9 bugfix jak i 2.0 bugfix mam problem z "Homing failed PRINTER HALTED Please reset". Delta height, Level bed skalibrowane. Do menu Marlina dodałem Set Delta Height (nie wiedząc czemu autor to usunął). Wygląda to tak, że dam autohome i wózki zatrzymają się jakieś 1cm przed wyłącznikami krańcowymi, nie dochodząc do nich.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2019, 21:43
autor: morf
a Calibration -> Delta Settings -> Delta height nie ma zeby z lapy wpisac?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 08 sty 2019, 07:56
autor: Adinfo
morf pisze:a Calibration -> Delta Settings -> Delta height nie ma zeby z lapy wpisac?
Oczywiście parametr Delta Height można z palca wpisać, tylko jak na szybko chcę skalibrować to klikam "Set Delta Height" i od ręki mam poprawne ustawienia (po korekcie wysokości sondy). W Marlinie 2 jest rewolucja z ustawieniami, sporo przewrócone do góry nogami - w innym miejscu, sporo dodatkowych funkcji, pozamieniania kolejność w menu.
Co do pozytywnych rzeczy zauważyłem:
- szybsza auto kalibracja - inaczej zrobiony algorytm, to samo dotyczy bed leveling,
- statystyki dotyczące drukarki oraz informacji o sprzęcie,
- przy set delta height oraz auto calibration głowica zjedzie nieco w dół i oczekuje na założenie sondy - komunikat na wyświetlaczu, trzeba kliknąć w pokrętło, po zakończonej kalibracji również oczekuje na zdjęcie sondy, wtedy znowu klikam w pokrętło, głowica wraca do góry,
- nie wiem czemu mimo włączonego linear advance i K oraz parametrów takich jak Jerk 15 oraz acc 5000 silniki jakoś inaczej pracują - płynniej, ale to jeszcze muszę sprawdzić,
Co do minusów:
- Homing failed i konieczny reset drukarki,
- usunięte z menu Set Delta Height,
- nie zapamiętuje po restarcie ustawień bed leveling - trzeba je ponownie włączać - same odczyty bed leveling z tego co widziałem są nadal zapisane,
- Marlin w wersji "bugfix" - sporo błędów zarówno w wersji 1.1.9 kal i 2.0.
Będzie więcej czasu to zapodam screeny, wczoraj na szybko wydrukowałem kostkę forum z jednym obrysem, parametru K jeszcze nie kalibrowałem na tym sofcie, kostka wyszła z detalami ale poszczególne obrysy jak by nie były idealnie na siebie (albo różnej grubości), dzisiaj to dokładniej sprawdzę.
Co do Homing failed to mam wrażenie, że jest strzał w parametrach bo w delta height pokazuje mi wartość taką jak w poprzednim firmware, a przy powrocie bierze inną wartość dlatego nawet nie dochodzi do krańcówek tylko zatrzymuje się przed nimi jak by "soft" myślał, że głowica jest zbyt wysoko i zatrzymuje pracę, chodzi tu o różnicę 1-2 cm w delta height.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 08 sty 2019, 08:09
autor: morf
Wpisz recznie jakas wieksza wysokosc delta height recznie (tak zeby dojechal do krancowek).
Potem daj Set delta height z czujnikiem.
W tej sposob pozbedziesz sie homing failed za pierwszym razem (jak mniemam)
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 08 sty 2019, 08:22
autor: Adinfo
Dzięki za radę, nie próbowałem tak zrobić, ale w tym celu muszę wyłączyć DELTA_HOME_TO_SAFE_ZONE. Jedna rzecz mnie zastanawia - jak wyłączyłem w Marlinie 1.1.9 bugfix DELTA_HOME_TO_SAFE_ZONE to po dojechaniu do krańcówek wózki zostają na samej górze. W Marlinie bez bugfix po dobiciu do krańcówek odbijały o 1-2cm w dół). Oczywiście sprawdzę Twój pomysł.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 10 sty 2019, 10:58
autor: Adinfo
Wczoraj kolejny raz przyjrzałem się problemem z G28, kiedy jeden endstop zaskoczył, po czym dwa pozostałe nie zostały zwarte bo wózki nie dojechały do krańcówek. Problem wystąpił jak zrobiłem stop przy wydruku i ręcznie dałem auto home (G28).
@cosik zapodał mi link http://mikrokontrolery.blogspot.com/201 ... ncing.html dotyczący endstopów i rozwiązania, które może pomóc w moim przypadku. Jest tam podany schemat, który zastosuję u mnie:
Źródło: http://mikrokontrolery.blogspot.com
W przypadku rezystora R10 będzie to 100Ohm, a w przypadku R8 10kOhm. Muszę przeciągnąć dodatkowe kabelki przez profile do góry drukarki.
Muszę jeszcze rozeznać:
1. Zastosuję diodę, tylko jeszcze nie wiem jaką, muszę przeszukać zapasy "magazynowe".
2. Zastanawiam skąd najlepiej "wziąć" 5V VCC. Przy złączu endstopów na płycie głównej są dodatkowe piny, muszę sprawdzić czy tam jest gdzieś "5V, jak nie to muszę to podłączyć z innego miejsca.
3. Diodę i rezystor 10kOhm chciałem dać bezpośrednio przy płycie głównej, podobnie jak rezystor 100Ohm, ale nie wiem czy tak powinienem.
4. Kondensator 100nF bezpośrednio na endstopie.
Jak macie jakieś uwagi, sugestie to będę wdzięczny. Oczywiście kiedyś wymienię te endstopy na optyczne, tylko muszę zamówić części.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 10 sty 2019, 11:10
autor: dziobu
Ja mam takie krótkie pytanie bo chyba nie nadążam/nie rozumiem - co Ty zrobiłeś tej delcie? Jakieś grubsze zmiany czy coś? Przeglądam wątek ale może coś mnie omineło. Tyle osób złożyło te drukarki i działają lepiej/gorzej, ale nikt nie bawił się w sprzętowe filtrowanie drgania styków.
Oczywiście rób co tam chcesz, pytam zupełnie z ciekawości.
A tak w ogóle...myślałeś może o łątwiejszym rozwiązaniu:
- zmianie microswitchy na jakieś lepsze (może je masz z jakiejś tandetnej partii) i bardziej miękkie (mniejsza tendencja do drgania),
- zwiększeniem szybkości jazdy do zera,
???
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 10 sty 2019, 11:20
autor: tig33r
Kup sobie optyki od trianglelab.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 10 sty 2019, 11:51
autor: Adinfo
dziobu pisze:Ja mam takie krótkie pytanie bo chyba nie nadążam/nie rozumiem - co Ty zrobiłeś tej delcie? Jakieś grubsze zmiany czy coś? Przeglądam wątek ale może coś mnie omineło. Tyle osób złożyło te drukarki i działają lepiej/gorzej, ale nikt nie bawił się w sprzętowe filtrowanie drgania styków. Oczywiście rób co tam chcesz, pytam zupełnie z ciekawości.???
Właśnie w tym rzecz, że "elektrycznie" mam wszystko stockowe bez przeróbek. Mechanicznie tylko Twój ekstruder i włączone "zalacenia: lin_advance, itp." - poprawny konfig pod deltę.
Pewne problemy jakie mam -tylko ja na tym forum. Połączenia w drukarce sprawdziłem - wszystko dobrze. Największy problem - polecenie G28 - po pierwsze kasuje ustawienia bed leveling, muszę je ręcznie włączać, nie można włączyć na stałe aby były aktywne po resecie/wyłączeniu drukarki, z tym sobie już poradziłem, przed drukiem, ale po poleceniu G28 daję M420 S1 i włączam wtedy bed leveling on.
G28 - po zakończonym drukowaniu, anulowaniu drukowania i powrocie, po kalibracji i G28 sypie się auto home prawie zawsze, albo głowica wali po jednym profilu. Problem zidentyfikowałem bo na zagranicznych forach ludzie też się z tym męczą (niektórzy) (https://github.com/MarlinFirmware/Marlin/issues/11224) - skończyło się na włączaniu filtrów w firmware, ale u mnie to nie zdaje egzaminu, niektórym pomogło, czy włączone czy wyłączone i tak G28 szwankuje.
dziobu pisze:A tak w ogóle...myślałeś może o łątwiejszym rozwiązaniu:
- zmianie microswitchy na jakieś lepsze (może je masz z jakiejś tandetnej partii) i bardziej miękkie (mniejsza tendencja do drgania),
- zwiększeniem szybkości jazdy do zera,
tig33r pisze:Kup sobie optyki od trianglelab.
Co do szwankujących endstopów, to na pewno wymienię je na "lepsze"/ inne.
@dziobu - co masz na myśli przez "zwiększenie szybkości jazdy do zera?" - chodzi o prędkość powrotu wózków do endstopów?
Zauważyłem spore zakłócenia w pracy drukarki - np. przy ruchu silników wyświetlacz wariuje (mam już filtr ferrytowy przygotowany) - indukują się niechciane napięcia. Do tego przypuszczam, że sporo zakłóceń można by wyeliminować przez podpięcie do masy całej drukarki - mam na myśli profile, przez które idą przewody z endstopów, jako, że skręcone są plastikowymi narożnikami i mocowaniami nie ma między nimi przejścia, tę teorię sprawdzą w najbliższym czasie miernikiem.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 11 sty 2019, 07:32
autor: Jakub
Wiem że troche późno o to pytam ale, masz skalibrowane silniki? Tzn. Czy są na tej samej wysokości?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 11 sty 2019, 07:49
autor: Adinfo
Jakub pisze:Wiem że troche późno o to pytam ale, masz skalibrowane silniki? Tzn. Czy są na tej samej wysokości?
Tego tematu nie ruszałem, jedynie co po kalibracji delty itp. w menu drukarki widziałem różnice w wysokości na poszczególnych szynach - były tam jakieś minimalne różnice - pytanie czy te "minimalne" nie są zbyt duże. Dokręciłem jedynie wszystko łącznie z silnikami.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 11 sty 2019, 07:54
autor: Jakub
Pewnie i może robić jakieś różnice, np.środek stołu w slicerze może nie pokrywać sie ze stołem w rzeczywistości.(tak mi się wydaje , bo delty nie mam)
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 sty 2019, 18:32
autor: Adinfo
No to poprawienie endstopów nic nie dało - spodziewałem się tego, że problem jednak jest w firmware, dzieje się to jak głowica jest bardzo blisko blatu np. 0.1mm, wtedy jak zrobię auto home to następuje blokada, jeżeli głowica jest gdzieś w środku wysokości delta problem nie występuje wcale. Mam wrażenie, że gdzieś w kodzie źródłowym firmware jest bug - dla G28.
Po wykonaniu polecenia G28 albo G28 X0 Y0
Mam takie coś:
SENDING:G28 X0 Y0
echo:busy: processing
Error:Printer halted. kill() called!
[ERROR] Error:Printer halted. kill() called!
Wózki zatrzymują się około 1cm przed endstopami.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 sty 2019, 18:33
autor: dziobu
Wrzuć tu całe swoje FW.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 sty 2019, 18:35
autor: dragonn
Wiem co może być na ile masz ustawione opcje Z_MAX_POS?
Podejrzewam że firmware wywala błąd jeśli przejdzie daną odległość bez trawienia w endstop, takie zabezpieczenie żeby nie spieprzyć czegoś jak by krańcówka padła.
Oczywiście źle ustawiona wartość będzie wywalać wtedy błąd kiedy przekroczy tą wartość podczas homowania.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
dragonn pisze:Wiem co może być na ile masz ustawione opcje Z_MAX_POS?
Podejrzewam że firmware wywala błąd jeśli przejdzie daną odległość bez trawienia w endstop, takie zabezpieczenie żeby nie spieprzyć czegoś jak by krańcówka padła.
Oczywiście źle ustawiona wartość będzie wywalać wtedy błąd kiedy przekroczy tą wartość podczas homowania.
Jakoś mi się wydaje, że masz całkowitą rację, zaraz sprawdzę Z_MAX_POS.
To nie jest pewne jeszcz: po kilku próbach G Y0 X0 - nie występuje jak ręcznie ustawię głowicę na blacie - ale nie na środku, tak aby jeden endstop załapał wcześniej niż pozostałe. Ale fakt jest taki, że jak zablokuje to najczęściej blokada jest zanim złapie X albo żaden (1cm przed).
#define Z_MAX_POS MANUAL_Z_HOME_POS
#define MANUAL_Z_HOME_POS DELTA_HEIGHT // Distance between the nozzle to printbed after homing
czyli w nowym firmware (to znaczy w werji 1.1.9 bugfix oraz 2.0) DELTA_HEIGHT jest wartością przypisaną do Z_MAX_POS
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 sty 2019, 19:18
autor: Adinfo
Porównałem Z_MAX_POS z firmware 1.1.9 (bez bugfix) oraz 2.0 i DELTA_HEIGHT w obu przypadkach jest równe DELTA_HEIGHT. Tylko dziwne, że w nowym firmware pokazuje mniejszą wartość niż ta zapisana w firmware (po kalibracji). To może być bug, który powoduje moje problemy.
Znalazłem w Configuration_adv.h taki kod:
/**
* M915 Z Axis Calibration
*
* - Adjust Z stepper current,
* - Drive the Z axis to its physical maximum, and
* - Home Z to account for the lost steps.
*
* Use M915 Snn to specify the current.
* Use M925 Znn to add extra Z height to Z_MAX_POS.
*/
//#define TMC_Z_CALIBRATION
#if ENABLED(TMC_Z_CALIBRATION)
#define CALIBRATION_CURRENT 250
#define CALIBRATION_EXTRA_HEIGHT 10
#endif
To jest dodatkowa wysokość dla Z_MAX_POS - czy zwiększenie jej powiedzmy o 10mm spowoduje problemy? - rozumie, że endstopy i tak zadziałają. No i co z wartością CALIBRATION_CURRENT 250 - czy tu wpisać wartość z DELTA_HEIGHT?
Na ile różnica tych parametrów po kalibracji ma znaczenie - czy to też może powodować problemy:
echo:Endstop adjustment:
echo: M666 X-0.41 Y0.00 Z-1.72
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 sty 2019, 20:07
autor: tig33r
Zgłoś to na gicie. Jeśli mówisz o tym, że na poprawnie skalibrowanej delcie wywala błąd homing w momencie jak chcesz to zrobić z pozycji 0 to mam to samo. Głowica zatrzymuje się chwilkę przed krańcówkami i błąd na wyświetlaczu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 sty 2019, 20:23
autor: Adinfo
tig33r pisze:Zgłoś to na gicie. Jeśli mówisz o tym, że na poprawnie skalibrowanej delcie wywala błąd homing w momencie jak chcesz to zrobić z pozycji 0 to mam to samo. Głowica zatrzymuje się chwilkę przed krańcówkami i błąd na wyświetlaczu.
Tak zrobię. Testowo nawet zwiększyłem #define MANUAL_Z_HOME_POS ((DELTA_HEIGHT)+20) gdzie Z_MAX_POS = Z_HOME_POS - to samo. Ciekawe, że Delta Height w wersji 1.1.9 w porównaniu do wersji 1.1.9 bugfix i 2.0 bugfix ma "zaniżoną" wartość delta height, gdzieś w kodzie zmienili jakieś obliczenia, ten niedziałający "auto home" może z tego wynikać.
Sprawdzam właśnie przed kalibracją o jaką różnicę chodzi, przypuszczalnie 20-30mm. Prze nieskalibrowanej delcie i ustawieniu domyślnym delta_height 320mm wszystko działa poprawnie. Nie wiem z jakiego powodu delta height na nowym firmware ma zaniżoną wartość niż na 1.1.9 gbez bugfix. Postaram się sprawdzić dokładne różnicę kiedy działa/nie działa auto home, może uda się w kodzie źródłowym wyszukać błąd.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 sty 2019, 09:52
autor: Adinfo
Sprawdzałem ponownie Marlin w wersji 1.1.9 oraz 2.0 bugfix - nie wiem z czego wynika różnica w wysokości Delte Height po kalibracji:
Marlin 1.1.9 = 294.68 mm
Marlin 1.1.9 and 2.0 bugfix = 278.92 mm
różnica: 15.76 (w przybliżeniu).
Co ciekawe drukarka poprawnie drukuje (czyli przy blacie 0.00mm kartka ledwo przechodzi).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 sty 2019, 18:25
autor: Adinfo
Mała poprawka Delta Height po ponownym wgraniu Marlin 1.1.9 (bez bugfix) w porównaniu do 2.0 bugfix, w międzyczasie kiedy testowałem wersję 2.0 miałem problem z głowicą (rozkręcałem ją) więc musiałem nieco skorygować wysokość sondy i ponownie wykonać kalibrację delta height, porównanie:
Marlin 1.1.9 = 294.92 mm (poprawna kalibracja delta height przy wysokości sondy 15.02)
Marlin 2.0 bugfix = 278.92 mm (poprawna kalibracja delta height przy wysokości sondy 15.08)
różnica: 16.00mm
Jakim cudem w obu wersjach firmware musi być inna wysokość sondy (różnica o 0.06mm) aby drukarka się ponownie kalibrowała
Wiem, że mój stół jest nierówny i mam pewne różnice na całej płaszczyźnie, ale wtedy i tak w delta height występuje różnica 16.00mm w obu wersjach firmware.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 21 sty 2019, 12:47
autor: Adinfo
Artu pisze:Sprawdziłem u siebie, i wygląda, że jest
Jaką wersję Marlina masz u siebie?
Na wersji 1.1.9 bez bugfix po przeróbce enstopów Auto Home (G28) działa bez problemu, co wcześniej nie miało miejsca - głowica waliła po jednym profilu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 21 sty 2019, 13:00
autor: tig33r
Wszystkie pull requesty dotyczą drzewa bugfix. Zresztą tam jest tylko dodany include i if dla obecności sondy, więc możesz sobie to dopisać do dowolnej wersji.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 21 sty 2019, 13:35
autor: Adinfo
Zauważyłem dodanie w wersji Marlina 2.0 oczekiwanie na założenie/zdjęcie sondy, ten warunek, o którym piszesz to co innego? - czy chodzi o warunek sprawdzający np. czy sonda jest założona przed Set Delta Height?
Co do zgłoszonego problemu z G28 (Auto Home) to już parę osób potwierdziło, że mają takie same objawy z blokowaniem się drukarki.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 21 sty 2019, 13:38
autor: tig33r
Ta poprawka nie ma nic wspólnego z oczekiwaniem na założenie sondy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 21 sty 2019, 14:36
autor: Adinfo
Sprawdziłem w czym rzecz, w delta.cpp dodali parę linijek ze zmianami:
destination[Z_AXIS] = (delta_height #if HAS_BED_PROBE - zprobe_zoffset #endif + 10);
W motion.cpp również: #if HAS_BED_PROBE - zprobe_zoffset #endif
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 21 sty 2019, 15:04
autor: Adinfo
Tak na szybko policzyłem i "Obawiam się", że powyższe poprawki mają sens, dlatego, że Z_AXIS = 278,92 - 15,02 + 10 = 273,9 (przy założonej sondzie).
Z_AXIS = 278,92 + 10 = 288,92 (bez założonej sondy).
Jeżeli nie ma w kodzie źródłowym warunku "czujnika obecności sondy" to przy powrocie Auto Home napotykając na Z_AXIS = 273,9 głowica nie dojedzie do krańcówek, tak jak to jest u mnie. Jak starczy czasu dzisiaj wgram ponownie Marlin 2.0 i zobaczymy czy te zmiany coś dają.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 21 sty 2019, 18:40
autor: Adinfo
Też wróciłem do wersji 1.1.9, po modyfikacji krańcówek głowica mi przynajmniej wraca do góry poprawnie.
Po wyjęciu dyszy i poprawieniu rurki w głowicy sprawdzam właśnie retrakcję, bo mizernie to u mnie wygląda.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 24 sty 2019, 10:03
autor: Adinfo
Błąd w Marlinie 2.0 związany z Auto Home (G28) poprawiony dzięki zgłoszeniu na github. Pozostaje tylko ten dziwny "problem" z inną wysokością Delta Height w Marlinie 2.0 w porównaniu do wersji 1.1.9 oraz w różnicy w wysokości sondy. Ten temat na tę chwilę zostawiam bo nie wpływa w żaden sposób na gorszą jakość wydruku.
Przedwczoraj wykręciłem dyszę, skorygowałem docisk rurki do dyszy z powodu problemów z retrakcją.
Oczywiście nie obyło się bez problemów - luźny termistor w obudowie oraz słabo dokręcona grzałka - drukarka zanim wystartowała z drukowaniem - trwało to nawet 3-4 minuty (temperatura skakała od 205 do 216 stopni). Objawy z termistorem i grzałką nasiliły się po rozkręceniu i ponownym skręceniu głowicy.
Po tych poprawkach już na początku filament wypływa lepiej niż przed tym zabiegiem - efekt przy skircie był taki, że pojawiały się na stole pojedyncze kropeczki i cienkie nitki PLA, dopiero przy drugim, albo nawet trzecim obrysie filament zaczął się poprawnie rozpływać po blacie. Dodatkowo małe detale z góry odpadały i były widoczne problemy z retrakcją.
Muszę jeszcze spróbować wymienić dyszę - przed drukowaniem filament dosyć mocno wypływa i nie do końca równo w dół tylko na początku zawija się na boki, dopiero później w dół. Dzisiaj zapodam wydruki i zobaczę czy jest lepiej.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 sty 2019, 22:33
autor: Adinfo
Mam niepoprawne rozmiary przy wydruku dużych elementów:
Cura - pokazuje poprawny rozmiar elementu do wydruku: 164x82x10mm
Po wydruku mam wymiary: 166x83.5x10mm (może być minimalny błąd przy pomiarze)
Orientacyjna różnica: 83.5/82.0 = 101.83, oraz 166/164 = 101.21.
W każdym razie element miał wejść w obudowę w której się nie mieści z powodu tych dodatkowych milimetrów.
Flow mam między 95-96 (przed momentem drukowałem dwuścienną kostkę - wyszło jak poprzednio dla dwóch ścian po 0.48mm = 0.96mm
Silnik ekstrudera skalibrowany jak trzeba (142.86 dla 10cm filamentu).
Flow kalibrowałem wg. tego: http://www.desiquintans.com/flowrate - stąd pobrałem kostkę do testu.
Grubość ścianek pasuje - ale wymiary kostki nieco odchylony (miało być 30x30mm) a jest 35.1 x od 35.3-35.5mm
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 sty 2019, 22:38
autor: Berg
pewnie zła długość ramion w configu
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 sty 2019, 22:40
autor: Adinfo
rafaljot pisze:pewnie zła długość ramion w configu
#define DELTA_DIAGONAL_ROD 267 // (mm)
Marlina 2.0 wgrałem ponownie i tam było wpisane 267 - nie zmieniałem tego.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 sty 2019, 22:43
autor: Berg
ja mam 269 ale to indywidualnie trzeba ztuningować.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 sty 2019, 22:44
autor: Adinfo
rafaljot pisze:ja mam 269 ale to indywidualnie trzeba ztuningować.
Dziobu miał 267.25mm, ciekawe czemu w X, Y mam różnice. Pobawię się z tym jutro. Przy okazji - dwa ramiona mam wymienione na nowe po reklamacji, muszę to sprawdzić czy wszystkie są takie same itp.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 sty 2019, 22:46
autor: Berg
no bo długość ramion właśnie na X/Y ma wpływ. Nie ma wpływu na Z.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 26 sty 2019, 22:48
autor: Adinfo
rafaljot pisze:no bo długość ramion właśnie na X/Y ma wpływ. Nie ma wpływu na Z.
Rozumiem, że mimo ustawienia 267mm (mniejsza długość) niż u Ciebie czyli 269mm wydruk może być w płaszczyźnie x,y większy? - przynajmniej wiem gdzie szukać przyczyny.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 27 sty 2019, 16:00
autor: Adinfo
Wydrukowałem kostkę 200x20x20 po ustawieniu diagonal rod na 269.
Wyniki:
200 w osi Y, 20 w osi X: długość 200.05 , szerokość 19.93 - 20.00
200 w osi X, 20 w osi Y: długość 200.00 , szerokość 20.06 - 20.16
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 sty 2019, 10:15
autor: Adinfo
Drukowałem koledze narożniki do obudowy i parę innych elementów. Ale widzę na ściankach dziwne struktury, takie same na wszystkich. Od zewnątrz są widoczne takie "echa" ale tylko w miejscach gdzie od środka narożników są miejsca na przyklejenie mocowania, od środka narożników jest jednak tego dużo więcej, co ciekawe w środkowej części narożników też występują mimo, że tam oprócz obrysów jest tylko wypełnienie (40% grid).
Z czego te "struktury" mogą wynikać, pomijam stockowe stepsticki, które powodują pionowe paski na wszystkich elementach (widoczne najbardziej na szerokich elementach o prostych ścianach). Najlepiej je widać na 2 i 3 zdjęciu. Cura (lin_advance 0.9, jerk 15, acc 5000, warstwa 0.2, 60mm/s, ściany zewnętrzne 30mm/2, retrakcja 3/30, travel nie po obrysie).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 sty 2019, 11:42
autor: morf
a to nie jest szew po prostu?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 sty 2019, 12:01
autor: Adinfo
No właśnie się zastanawiałem nad tym, na pierwszym zdjęciu te mocowania dolne i górne miały szew (2 sztuki) - był w jednym miejscu - ewidentne zgrubienie, po zmianie ustawień w Cura nie ma tego, ścianki w nich nie mają takich "struktur" jak te pionowe zaokrąglone narożniki. Pozostałe 6 drukowanych po przestawieniu Cura nie ma wcale.
Muszę to sprawdzić - jeżeli jest jeden w jednym obrysie to faktycznie może być szew. Nic - sprawdzę ustawienia w Cura.
Natomiast retrakcja wygląda ok - te pionowe szpilki wyszły równo i bez nitek.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 sty 2019, 12:39
autor: Berg
Co to za materiał? Wygląda trochę jakby mu chłodzenia brakowało. Poza tym fajnie wyłączyć "infill before walls", które domyslnie jest włączone oraz trochę wygląda jakbyś używał z-hopa, jeśli tak to niepotrzebnie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 sty 2019, 13:05
autor: Adinfo
Próbuję skończyć ten stockowy czarny PLA - mam ustawione 210 stopni, wcześniejsze moje problemy były z powodu słabo dokręconej grzałki i latającego termistora, teraz jest lepiej.
rafaljot pisze:Poza tym fajnie wyłączyć "infill before walls", które domyslnie jest włączone oraz trochę wygląda jakbyś używał z-hopa, jeśli tak to niepotrzebnie.
Ustawienia Cura mogą faktycznie mieć znaczenie i ta opcja co piszesz, sprawdzę to oczywiście. Na tych płaskich elementach gdzie ścianka ma 3mm boki są prawie idealne - nie ma takich efektów. Tu znalazłem opis niektórych funkcji (ich plusów i minusów): https://ultimaker.com/en/resources/52670-infill Nie jestem pewny jak mam ustawione infill before walls (nie kojarzę abym to ruszał). Ciekawe jak się do tego ma: travel - not in skin (tak mam teraz ustawione) oraz ustawienia dla szwów (wczoraj przy tym grzebałem zanim generowałem gcode dla tych pionowych elementów).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 sty 2019, 13:10
autor: Kama
Adinfo pisze:Próbuję skończyć ten stockowy czarny PLA
Porzuć to dziadostwo w cholerę i kup coś porządnego...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 sty 2019, 13:20
autor: Adinfo
Już się prawie skończył. Mam jeszcze na stanie ECO PLA DD (białe i czarne). Chcę kupić jakiś szary lub srebrny filament PLA.
Obstawiam, że ten ostatni wydruk to nie wina filamentu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 29 sty 2019, 13:45
autor: Artu
Kama pisze:
Adinfo pisze:Próbuję skończyć ten stockowy czarny PLA
Porzuć to dziadostwo w cholerę i kup coś porządnego...
A mi się dobrze cały wydrukował Nie było żadnych problemów
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 25 lut 2019, 20:09
autor: Adinfo
No to tak pogrzebałem z wymianą wentylatora, że coś upaliłem
Na płycie w gnieździe FAN2 (wentylator chłodzenia radiatora) jest cały czas 5.7V i świeci dioda LED (na zielono) informująca o jego aktywności. Nie można wyłączyć tego wentylatora, przy temperaturze 60 stopni powinien się dopiero włączyć i przejść na "wysokie obroty", niestety tak się nie dzieje.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 mar 2019, 14:01
autor: Adinfo
Adinfo pisze:No to tak pogrzebałem z wymianą wentylatora, że coś upaliłem
Na płycie w gnieździe FAN2 (wentylator chłodzenia radiatora) jest cały czas 5.7V i świeci dioda LED (na zielono) informująca o jego aktywności. Nie można wyłączyć tego wentylatora, przy temperaturze 60 stopni powinien się dopiero włączyć i przejść na "wysokie obroty", niestety tak się nie dzieje.
Właśnie wymieniłem na płycie delty tranzystor J3Y SMD dla FAN2 lutownicą kolbową 75W - wentylator ekstrudera znowu działa poprawnie. Podobno wlutowanie diody (mam na stanie 1N4007 oraz 1N4148) między piny wentylatora na płycie powinno zabezpieczyć przed podobnym przypadkiem jak mój.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 02 kwie 2019, 12:34
autor: Adinfo
Dla potomnych - aby nie zapomnieć - orientacyjne parametry wentylatora delty na głowicy (chłodzenie radiatora):
- wymiar 40x40x10 mm
- obroty do 6000 obr/min. (rozbieżne informacje - być może 6500 obr/min.)
- pobór prądu 0.065A
- przepływ powietrza 7.2CFM ±10% (po przeliczeniu około 12.23m3/h)
- głośność ok. 25dBa
Oznaczenie na naklejce: Anycubic, DC Brusheless FAN, DC 12V 0.065A +-10%
Zamiennie jako, że ten oryginalny wentylator strasznie pracuje i nie potrafi czasami wystartować z pełnymi obrotami zamówiłem zamienniki (zobaczymy jak się spiszą):
SUNON DC OSIOWY 12V 40x40x10mm 13,52m3/h 27,3dBA (oznaczenie MF40101V1-1000U-G99) prędkość 7000obr./min, ciśnienie statyczne: 4.83mm H2O, wydajność: 13.52m3/h
oraz
SUNON WENTYLATOR DC OSIOWY 12V 40x40x10mm 31,4dBA (oznaczenie SUNON MF40101VX-1000U-A99) prędkość 8500obr./min, ciśnienie statyczne: 6.35mm H2O, wydajność: 16.73m3/h
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Sugerowałem się przy zakupie wydajnością tego oryginalnego, Noctua z tego co widzę ma 8,9m3/h. Widziałem u Ciebie ten wentyl na zdjęciach, ale nie skusiłem się na niego - nie widziałem informacji (oprócz lepszej kultury pracy) i tego, że jest cichszy jak sobie radzi z wychładzaniem radiatora, mam obawy, że jest ciut za słaby do tego celu - ale mogę się mylić, dopiero jak by po długich wydrukach i pewnym czasie sprawdzić jak się ma w środku rurka teflonowa to by się dało ocenić czy Noctua jest odpowiednia do tego celu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 11:31
autor: Adinfo
Wczoraj pierwszy wydruk z PET-G (wcześniej drukowałem tylko PLA), czytając zalecenia dla druku PET-G wyłączyłem całkiem chłodzenie wydruku (teraz wiem, że aż tak rygorystycznie nie musiałem podchodzić do tematu, wystarczyło znacząco zmniejszyć nadmuch do rozsądnego minimum).
Ustawienia dla druku bez chłodzenia: warstwa 0.2, temperatura 235 stopni, prędkość 25mm/s, 3 obrysy 0.4 = 1.2mm, 4 warstwy na górze i na dole.
Mimo braku chłodzenia to wyszło nie najgorzej. Jedynie co to w tym kanciastym tunelu w dwóch miejscach "poziomych" był problem bo filament opadał do środka. Poniżej dwa tunele, ten bardziej zaokrąglony sprawdza się świetnie, ten kanciasty to porażka - w środku projektujący "przewidział" zbyt małe szczeliny dla przepływu powietrza, przez co kompletnie odpada, każdy inny jaki miałem był lepszy od tego. Ten zaokrąglony jest super, tylko, ze boczne wyloty dotykają osłony silikonowej na bloku, docelowo nieco je zeszlifuję (0.5-1mm) i będzie OK. Na zdjęciach pierwszej warstwy widać nierówności ze stołu - pierwsze zabawy z drukarką kiedy głowica zaryła w blat.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 12:25
autor: Drunk_ZoZol
Z tym nadmuchem na PET-G to tak przy okazji napiszę - Nie chodzi tylko o płynięcie, ale też o właściwości materiału.
Drukując z nadmuchem 40% (turbina 5015) materiał potrzebował po drukowaniu ok. 3 dni by zyskać elastyczność - Zaraz po zdjęciu z druku jest bardzo kruchy, potem mogę wyginać jak chcę aż do zmęczenia materiału.
Drukując bez nadmuchu materiał od razu po druku (dosłownie czas ostygnięcia stołu) jest prawidłowo elastyczny.
Sprawdzałem to na 3 firmowych PET-G i tylko jedna szpulka mogła być drukowana z nadmuchem i miała dalej odpowiednie właściwości.
Także nie tylko chodzi o płynięcie materiału (mocny nadmuch może go najzwyczajniej rozdmuchać i nieprawidłowo się rozkłada) ale też i o właściwości samego materiału po druku.
Przynajmniej takie są moje doświadczenia z tym materiałem. Sprawdzane firmy to: Spectrum, Nebula oraz ArtFlex - i ten ostatni miał ciągle te same właściwości. Ale najlepiej mi się współpracuje ze Spectrum.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 12:33
autor: Adinfo
Konkretna opinia, dzięki. Przetestuję np. przy 20% jak to wygląda i przy 40%. O tym nabieraniu elastyczności po czasie nie wiedziałem.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 12:54
autor: tig33r
Drunk_ZoZol pisze:Z tym nadmuchem na PET-G to tak przy okazji napiszę - Nie chodzi tylko o płynięcie, ale też o właściwości materiału.
Drukując z nadmuchem 40% (turbina 5015) materiał potrzebował po drukowaniu ok. 3 dni by zyskać elastyczność - Zaraz po zdjęciu z druku jest bardzo kruchy, potem mogę wyginać jak chcę aż do zmęczenia materiału.
Drukując bez nadmuchu materiał od razu po druku (dosłownie czas ostygnięcia stołu) jest prawidłowo elastyczny.
Sprawdzałem to na 3 firmowych PET-G i tylko jedna szpulka mogła być drukowana z nadmuchem i miała dalej odpowiednie właściwości.
Także nie tylko chodzi o płynięcie materiału (mocny nadmuch może go najzwyczajniej rozdmuchać i nieprawidłowo się rozkłada) ale też i o właściwości samego materiału po druku.
Przynajmniej takie są moje doświadczenia z tym materiałem. Sprawdzane firmy to: Spectrum, Nebula oraz ArtFlex - i ten ostatni miał ciągle te same właściwości. Ale najlepiej mi się współpracuje ze Spectrum.
Mógłbyś założyć nowy temat i to opisać? Bardzo interesujące informacje.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 13:18
autor: Drunk_ZoZol
Wymagałoby to ode mnie takich rzeczy jak testy i zakup PET-G od paru firm aby test miał ręce i nogi, urządzeń pomiarowych oraz wiedzy jak przeprowadzić sensownie testy, aby były miarodajne. A na to teraz kompletnie nie mam czasu i środków :/ Po prostu czuję różnicę w dłoniach, choćby zdejmując podpory czy wyginając materiał.. A że spędziłem nad tym trochę czasu, to musiałbym to po prostu powtórzyć, z tym, że wszystko rejestrować i testować na nowo. Prosta rada - drukować bez nawiewu - wtedy PET (wedle mnie) działa prawidłowo. A jak ktoś chce łatwiej zdjąć podpory, to na warstwie z podporami może zarzucić chłodzenie, łatwiej odchodzą niż kompletnie bez chłodzenia - też piszę jako ciekawostka poparte wyłącznie doświadczeniem
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 13:24
autor: Adinfo
Rozumiem, że jak dam naprawdę ten minimalny nadmuch to elastyczność PET-G uzyskam dużo wcześniej - taki kompromis między czasem a zapadaniem się wiszącej powierzchni - mniej się zapadnie niż bez nadmuchu. Mógłbym włączać nawiew tylko w określonym przypadku - ciekawe czy Cura pozwoli kiedyś włączać nadmuch np. tylko do wypełnienia i tylko w określonych warstwach, wtedy problem odpada.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 13:51
autor: Drunk_ZoZol
Proponowałbym sprawdzenie jak wygląda sprawa mostów w PET-G. Nadmuch szybciej zdmuchnie most niż szybciej odstudzi. Przynajmniej ja tak mam, dlatego używam podpór, jedynie przy krótkich mostach pozwalam sobie na samoistne ich rozłożenie, ale i tutaj trzeba posiedzieć nad ustawieniami - na odcinku 4 milimetrów most w połowie przypomina trójkąt - pociągnięcie i zwis plastiku, jedynie ząbkiem się chwyta konstrukcji, przy dłuższym moście jak nic by filament zostawał w formie gluta po drugiej stronie, z paskudnym zwisem na początku. Przy PLA Mosty wychodzą mi całkiem ok. Ale to już ustawienia mostów pod dany filament.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 13:56
autor: Adinfo
Kolejne sensowne sugestie, które można u siebie sprawdzić.
Problemem jest brak supportu w środku obiektu (przykładowo - są 4 takie miejsca w wydruku co robiłem wczoraj - a dostęp aby podpory wyciąć niemożliwy), zewnętrzny support mi nie przeszkadza.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 14:47
autor: Drunk_ZoZol
A nie no, w przypadku wentylacji również nie wyciągnąłbym supportu ze środka. Dlatego drukowałem z chłodzeniem - stąd też wiedziałem jak się zachowuje PET na początku, potem przypadkiem zrobiłem testy przy okazji innych wydruków które mogły być drukowane tylko z PETG
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 14:54
autor: Adinfo
Czy jest jakaś różnica w jakości przy nadmuchu 40% a bez nadmuchu - na zewnątrz obiektu z PET-G po wydruku (np. mniej nitek itp.)? - pomijam zwisy przy braku supportu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 15:58
autor: Drunk_ZoZol
Nie zauważyłem różnicy, mimo że z tym walczyłem. Nitki w PET u mnie niemal zawsze występują, nawet drukując z jednym obrysem potrafią powstać. (Tyle, że PET-G Ostatnio drukuję na dyszy 1.2) - Zapalniczka i opalamy, nitek nie ma, a jak się podwiną i skłębią to przy takiej obróbce termicznej (powierzchniowej, żywym ogniem <3 ) można je zdrapać paznokciem.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 kwie 2019, 19:17
autor: Adinfo
Mam odpowiedź jak zachowuje się PET-G dla tunelu stykającego się z osłoną silikonową - boki tunelu zniekształcone. Gdzieś mi leżał jakiś kilkumetrowy kawałek ABS-T, na dwa tunele powinno wystarczyć.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 14:22
autor: Adinfo
Przyszedł czas na wymianę podkładki adhezyjnej - środkiem dostała garba i pękła. Po oczyszczeniu stołu grzejnego nakleiłem folię magnetyczną. Podobnie z szybą (220mm średnicy). Szyba oczyszczona, odtłuszczona, naklejona folia. Szybę spryskałem Hegronem, niestety słabo mi się na tym trzyma PLA, za radą @dziobu i reszty kolegów rozgrzałem stół do 45 stopni (próbowałem też 50 stopni). Niestety mizerny efekt - wymiana na szybę ujawniła źle "skalibrowane" wysokości wieży (inna wysokość endstopów) co powoduje spore problemy przy próbie skalibrowania wysokości Z na całej powierzchni stołu - tym samym słabo trzymające się wydruki.
Dzisiaj z ciekawości sprawdzIłem wysokość Z w pobliżu 3 wieży - okazało się, że występują spore różnice w wysokości Z w każdym z "przeciwnych rogów". Z powodu wcześniejszego demontażu śrub regulacyjnych do endstopów wkręciłem jednak nowe śruby z powrotem aby łatwiej było regulować.
Ręczne korygowanie "plastików trzymających endstopy" przyniosło lekką poprawę, ale wciąż to za mało.
Drukuję właśnie na klonie Prusy sześcian umożliwiający początkowe ustalenie wysokości suwnic dla wózków. Potem regulacja na śrubach i zobaczymy czy będzie lepiej. Przed tymi zmianami w poszczególnych "narożnikach = blisko każdej z wież mam wysokości Z: +0.65, -0.4, +0.0 - widać, że muszę skorygować wysokość endstopów w taki sposób aby uzyskać taką samą wysokość Z w każdym z tych punktów.
Co ciekawe "bed leveling" w Marlinie nie "skorygował" tych rozbieżności Z, dlatego postanowiłem to zrobić ręcznie. Mam nadzieję, że to dobra droga to uzyskania poprawnej wysokości na całej powierzchni stołu - przy podkładce adhezyjnej i początkowej zabawie z drukarką zaorałem nie raz dyszą, potem nie drukowałem aż tak dużych elementów aby mi to przeszkadzało, jednak po przejściu na szybę widać wszystkie niedoskonałości pierwszej warstwy z powodu różnych wysokości endstopów w każdej z wież.
Obracanie szyby, następnie stołu w około drukarki niewiele dało - widać, że problem nie leży u podstawy czyli stołu i nierównej szyby - tu jest OK.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 14:52
autor: Berg
to spróbuj 60 i 70'C
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 16:09
autor: Adinfo
rafaljot pisze:to spróbuj 60 i 70'C
Tak też uczynię.
Co do "ręcznego" sprawdzenia "wysokości wieży" mam zrobione i wyregulowane. Na ile to możliwe wysokości Z przy obu przednich wieżach (lewej i prawej) mam taką samą, dodatkowo jednakowa wysokość między tylną wieżą a przodem stołu (środek między przednimi wieżami). Pół amatorskiej regulacji dokonałem z dostępnym szczelinomierzem w postaci kartki papieru
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 18:42
autor: arkomania.pl
Ja swoją deltę regulowałem tą samą metodą co Adinfo.
Do wózków u góry są wkręcone śruby o ile pamiętam
z gwintem o średnicy chyba 2 lub 2.5mm i płaskim łbem.
Regulacja w każdym narożniku poprzez wkręcanie/wykręcanie
śruby. Blaszka z microswitch-y zdjęta. Zajęło mi to kilkanaście minut, ponieważ, po każdej regulacji trzeba zrobić
homing i zjechać ostrożnie jak najbliżej powierzchni stołu.
Jeśli wiemy, że nasz stół jest idealnie płaski, przy każdej z wież mamy poziom 0, a w środku jednak jest lekko
wyżej lub niżej, to zmieniamy w bardzo małym stopniu wartość DELTA_RADIUS,
w Marlinie w Configuration.h
#define DELTA_RADIUS 132.5 //wartosc w moim przypadku.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 19:51
autor: Adinfo
Przez rozjechane wysokości Z w każdym "rogu" miałem ciągłe problemy z większymi obiektami na stole. Musiałem szukać miejsca aby pierwsza warstwa była w miarę równa na całej powierzchni. Na podkładce adhezyjnej te problemy nie były tak widoczne. Niestety bed leveling w Marlin 2.0.x ze stycznia 2019 nie włącza się automatycznie, musiałem dopisać polecenie gcode w sekcji początkowej w Cura aby go używać - mimo tego były miejsca na powierzchni gdzie pierwsza warstwa była albo za bardzo wprasowana albo wręcz przeciwnie.
Tak w skrócie to zrobiłem tak:
1. dolne plastiki nad którymi są suwnice ustawiłem na plastikowej podstawce - sześcian 80x185x5mm.
2. suwnice obniżyłem do poziomu dolnych plastików, które są na "podobnej wysokości".
3. górne plastiki trzymające krańcówki dosunąłem do suwnic.
4. śrubki na wózkach wkręciłem na zbliżoną głębokość.
Podsumowując to co zrobiłem wyżej - to nie gwarantuje równej wysokości - nie sprawdzałem fizycznie profili czy mają jednakową wysokość oraz czy siedzą tak samo głęboko z góry i z dołu drukarki w narożnych plastikach trzymających je razem. Druga sprawa - te krańcówki przykręcane śrubkami M2.5 do plastików przy profilach jak dla mnie jest niezbyt trafione.
Nie wyłamałem blaszek przy krańcówkach - co dzięki temu zyskam? - czy precyzja "krańcówki" się przez to poprawi?
Co zyskałem? - prawdopodobnie mniejsze różnice w wysokości Z na powierzchni stołu bez używania bed levelingu - o ile szyba jest faktycznie idealnie płaska. Zrobię test i zaczytam listę bed levelingu w Pronterface - powinno być widać różnice w krzywiźnie stołu, porównam z tymi jakie miałem przy podkładce adhezyjnej - mam wrażeniem, że mój stół aluminiowy jest wklęsły środkiem.
Po ustawieniu "fizycznym" krańcówek sprawdziłem wysokość Z najbliżej lewej wieży z przodu drukarki, następnie prawej - korygowałem ustawienie śrubek do uzyskania "takiej samej wartości Z po obu stronach. Po tej korekcie sprawdziłem wysokość Z na środku z przodu stołu i przy tylnej wieży, przez skorygowanie krańcówki z tylnej wieży uzyskałem taką samą wysokość Z z przodu i z tyłu stołu. Z Ciekawości sprawdziłem ponownie wysokości przy lewej i prawej wieży - pozostały bez zmian.
Może i robota bez sensu dla niektórych, ale czego się nie robi w celu zrozumienia jak działa drukarka oraz zależności mechaniczno-matematycznych wpływających na wydruk
Przy okazji mam dużo bardziej napięte paski niż wcześniej. Testowo wczoraj jak drukowałem TNT z Minecraft zwiększyłem prędkość druku do 150% - TNT nie eksplodowało i wyszło "prawie takie samo" jak przy 100% prędkości.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 20:05
autor: Marvin27
@Adinfo prawdopodobnie mam ten sam problem, bądź podobny. Chciałby poprosić Ciebie o wydrukowanie i pomierzenie na długości X i Y jakiem masz realne wymiary, czy może jakieś znaczne odchyłki ?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 20:16
autor: arkomania.pl
Powinieneś, te blaszki usunąć. One po czasie się lekko wyginają.
Temat często poruszany.
Precyzja i powtarzalność homingu w delcie jest podstawą uzyskania stałego
dobrego poziomowania. Podobnie jest z osią Z w układzie kartezjańskim.
Dokładność X, Y przy jednogłowicowych drukarkach nie ma znaczenia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 20:35
autor: Adinfo
arkomania.pl pisze:Powinieneś, te blaszki usunąć. One po czasie się lekko wyginają.
Temat często poruszany.
Precyzja i powtarzalność homingu w delcie jest podstawą uzyskania stałego
dobrego poziomowania. Podobnie jest z osią Z w układzie kartezjańskim.
Dokładność X, Y przy jednogłowicowych drukarkach nie ma znaczenia.
no to już wiem co zrobić, szkoda, że ich nie wywaliłem przed dzisiejszą "kalibracją", ale co tam, będzie spokojniejszy wieczór to pobawię się ponownie.
Z tym, ze raczej te krańcówki co mam wymienię - bo mam "modowane" własnoręcznie z rezystorem, kondensatorem i diodą + zasilanie mają 5V
Marvin27 pisze:@Adinfo prawdopodobnie mam ten sam problem, bądź podobny. Chciałby poprosić Ciebie o wydrukowanie i pomierzenie na długości X i Y jakiem masz realne wymiary, czy może jakieś znaczne odchyłki ?
Wydrukuję i zapodam wyniki, jak bym dzisiaj nie dał rady to jutro, ale wieczór jeszcze trwa
- z góry uprzedzam - z tego co pamiętam to miałem jakieś rozbieżności bodajże w osi Y - nie do końca wymiar 200mm był idealny w porównaniu do Y, diagonal rod mam ustawione na 269mm. Na niektórych ramionach (po reklamacji i wymianie) znowu luzy się pojawiły. Zobaczymy co z tego wyjdzie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 21:09
autor: Adinfo
Marvin27 pisze:@Adinfo prawdopodobnie mam ten sam problem, bądź podobny. Chciałby poprosić Ciebie o wydrukowanie i pomierzenie na długości X i Y jakiem masz realne wymiary, czy może jakieś znaczne odchyłki ?
Drukowałem - po zewnętrznej wyszło zarówno w osi X i Y 200mm, ale jako, że pierwsza warstwa wprasowana w miarę mocno na krawędziach stołu to dokładnie trudno podać. Jakie znaczenie mają te otwory na ramionach STL? - czy chcesz wiedzieć rozstaw jaki między nimi wyjdzie?
Drukowałem to na podgrzanym stole, a bed leveling był wyłączony, druga sprawa, że bed leveling ustawiałem na zimnym stole, dlatego przy tym wydruku środek stołu poszedł do góry - pierwsza warstwa była prawie niewidoczna w centrum, dlatego wydrukuję to ponownie aby mieć dokładne pomiary.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 lis 2019, 21:25
autor: Marvin27
Adinfo pisze:Jakie znaczenie mają te otwory na ramionach STL? - czy chcesz wiedzieć rozstaw jaki między nimi wyjdzie?
Tylko pomocnicze dla linijki . Cóż to raczej mam podobny problem, a nie taki sam skoro wychodzi Tobie idealnie. Dziękuje za informację.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 lis 2019, 07:35
autor: Adinfo
Marvin27 pisze:Tylko pomocnicze dla linijki . Cóż to raczej mam podobny problem, a nie taki sam skoro wychodzi Tobie idealnie. Dziękuje za informację.
Domyślam się, że wcześniej skorygowałeś DELTA_DIAGONAL_ROD na 269
Przy okazji kalibracji, którą robiłem - znalazłem przypadkiem coś takiego odnośnie korekty w delcie, ciekawe jak się to ma do regulacji poszczególnych wież:
// delta radius and diaginal rod adjustments measured in mm
#define DELTA_RADIUS_TRIM_TOWER { 0.0, 0.0, 0.0 } - zamiast regulować śrubkami można skorygować tu
#define DELTA_DIAGONAL_ROD_TRIM_TOWER { 0.0, 0.0, 0.0 }
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 lis 2019, 13:18
autor: Adinfo
arkomania.pl pisze:Jeśli wiemy, że nasz stół jest idealnie płaski, przy każdej z wież mamy poziom 0, a w środku jednak jest lekko
wyżej lub niżej, to zmieniamy w bardzo małym stopniu wartość DELTA_RADIUS.
Dlaczego zmieniałeś wartość Delta Radius? - z powodu "wybrzuszonego stołu środkiem" czy wielkość wydruków w osi X/Y była nieodpowiednia? - u mnie po wyregulowaniu wysokości wież przy nagrzanym stole pojawił się problem "podniesionego środka", na końcach drukowanego obiektu w 4 przeciwnych końcach jest ok. Tak na 10cm średnicy stołu pierwsza warstwa jest bardzo wcierana, dalej przy większej średnicy na stole jest już dobrze.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 lis 2019, 17:38
autor: arkomania.pl
Ze względu na wybrzuszenie/wklęsłość.
Już nie pamiętam, czy miałem wybrzuszony, czy wklęsły środek. Tak się to robi.
Kiedyś poprzez zmianę wartości +/- Delta_smooth_rod_offset (starsze werje Marlina),
Obecnie nie ma tego parametru i robi się to przez Delta_radius.
Wypukłość na środku (wyżej niż w rogach) rośnie wraz ze zmniejszaniem Delta_radius.
Wklęsłość na środku rośnie wraz ze zwiększaniem Delta_radius.
Wiadomo rozgrzałem stół do 70C i głowicę do 180C.
Choć moim zdaniem wystarczy tylko zrobić to na rozgrzanym stole, bo i tak po wypoziomowaniu
trzeba skorygować Z offset. czyli po wypoziomowaniu dopiero włączam dodatkowo Hotend
i sprawdzam ile muszę skorygować Z offset .
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 lis 2019, 18:10
autor: Adinfo
Bed leveling na wypukłość środka nawet na rozgrzanym stole mi nie pomógł.
arkomania.pl pisze:Wypukłość na środku (wyżej niż w rogach) rośnie wraz ze zmniejszaniem Delta_radius.
Wklęsłość na środku rośnie wraz ze zwiększaniem Delta_radius.
Zobaczymy co da korekta wg. tego co napisałeś - u mnie środek jest wyżej od boków.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 lis 2019, 20:50
autor: Adinfo
Sprawa się wyjaśniła, tego nie trzeba robić ręcznie z kalibracją Delta_radius. Wystarczy zapuścić z sondą polecenie G33. Wtedy uzyskany wynik zapisać w pliku konfiguracyjnym albo bezpośrednio do drukarki poleceniem M500. Wynik działania tego polecenie:
Calibration OK rolling back.
Height:276.56 Ex:+0.00 Ey:-0.01 Ez:-0.05 Radius:133.91 Tx:-0.06 Ty:-0.07 Tz:+0.13
Save with M500 and/or copy to Configuration.h
Jak by nie ustawiać śrub do regulacji krańcówek i tak dokładnie nie będzie jak po tej kalibracji. W wolnej chwili przetestuję efekt.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 lis 2019, 22:00
autor: arkomania.pl
Jasne,
jest parę metod poziomowania stołu. Ja opisałem jedną z nich.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 lis 2019, 07:37
autor: Adinfo
arkomania.pl pisze:Jasne, jest parę metod poziomowania stołu. Ja opisałem jedną z nich.
Twoja metoda jak najbardziej pomaga. Cały problem polega na tym, że po wgraniu Marlina 2.0.x nie włączyłem tej kalibracji, przez to miałem mniejsze lub większe problemy z drukowaniem pierwszej warstwy na całej powierzchni. Wcześniej określone wartości miały tylko ustawienia Delta Height, Delta Radius (jakieś domyśłne) oraz Diagonal Rod. Po tej auto kalibracji "uzupełniły się" pojawiły się wartości dla różnicy w wysokości każdej wieży oraz "skorygowała się" wartość dla Delta Radius co spowodowało "wyrównanie" stołu. Wczoraj drukowałem jeden element bliżej środka stołu - wyszedł w miarę ok. Drukowałem również okrąg o średnicy 21cm z skirtem po zewnętrznej - po za słabym klejeniem do stołu pierwsza warstwa naniosła się bardzo dobrze.
Dzięki za podpowiedź z tym Delta Radius, bez tego nie doszedłbym do poprawnych ustawień mojej delty i prawdopodobnie nie uruchomiłbym też dej auto kalibracji, o której zapomniałem.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 lis 2019, 14:07
autor: arkomania.pl
Te proste metody i te z użyciem gcodów, są szczególnie pomocne, gdy mamy drukarkę wyposażoną
tylko w moduł Wifi lub LCD TFT sterowany po łączu szeregowym. Często te, wyświetlacze
nie dajątak szerokich możliwości wypoziomowania stołu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 lis 2019, 14:17
autor: Adinfo
W każdym razie widzę pewną kwestię po tej regulacji: wysokość sondy miałem ustawioną -15.06 w Marlinie 2.0.x, w Marlinie 1.1.9 była kompletnie inna (zarówno wysokość delta height). To się wyjaśniło po uruchomieniu "auto calibrate" - dopiero wtedy ma sens korygować Z-offset, który będzie zupełnie inny przed/po "auto calibrate".
Odnośnie tego co piszesz to faktycznie na wyświetlaczu możliwość korekty poszczególnych wartości jest "przycięta" i nie da się z jego poziomu ustawić niektórych wartości na dwa miejsca po przecinku, tylko na jedno itp.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 lis 2019, 14:41
autor: arkomania.pl
Ad. dokładności wyświetlania wyświetlaczy LCD.
Nieraz interweniowałem u producentów, że ich wyświetlacze wyświetlają z dokładnością
1 miejsca po przecinku. Na darmo, pisali, że następna wersja firmware to uwzględni.
Nieraz drukowałem ze zmienną wysokością warstwy. Np. 0.2 0.15 0.07
Mogłem obserwować jak się to zmienia. Dla mnie to ma znaczenie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 lis 2019, 14:48
autor: Adinfo
Zmiennej wysokości warstwy nie testowałem, może też się tym zainteresuję.
Temat, który mnie ciekawi to przy odpowiedniej budowie głowicy z nadmuchem (odpowiedni kąt między górą efektora a końcem dyszy) "pokrywanie plastikiem" ostatnich warstw, które są "oblewane" z jednoczesną zmianą wysokości Z w drukarce.
W temacie mojej delty ale z nieco innym problemem, kiedyś reklamowałem 3 ramiona bo te co dostałem miały luz z czego jedno odpadało od mocowania z kulką. Problem z luzem znowu wystąpił (3 sztuki mam takie jak na początku bez luzu) - te 3 "nowe" również dostały luzu. Zastanawiam się czy da radę je zreanimować aby ten luz wyeliminować. Nie wiem co kryje się pod blaszkami ściskającymi kulki, mam rezerwowe więc mogę zaryzykować "operacje plastyczne" w celu wyeliminowania tego luzu na kulkach.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 gru 2019, 13:24
autor: Adinfo
Ostatnio drukowałem nieco z DD PLA aluminium oraz białego. Niestety wydruki wychodzą kiepskie, zdjęcia zamieszczone poniżej pokazują co wychodzi na zewnętrznych ściankach. W Cura w przypadku łącznika 2020 mam wysokość warstwy 0.25mm, dla daszku 0.3mm, przy niższych warstwach 0.15 i 0.2 nierówne obrysy zewnętrzne są nieco mniej widoczne - ale również nie wyglądają zadowalająco. Paski mam dobrze ponaciągane i wszystko solidnie skręcone, drukarka skalibrowana, pierwsza warstwa równa na całej powierzchni stołu. W trybie wazy tego nie widać, dlatego chciałem prosić o radę co może być przyczyną tak nierównych ścian. Ekstruder był skalibrowany jak trzeba. Zastanawiam się czy mogą mieć na to wpływ luzy występujące na "kulkach" trzymających ramiona w delcie. Niestety obniżenie prędkości druku z 60 na 30mm/s niewiele pomaga - nadal wydruki są jak dla mnie nie do przyjęcia. Jeżeli chodzi o ewentualne szczeliny/przerwy między warstwami - nie występują - wydruki są mocne i dobrze zlane. Głowicy od czasu rozkręcania z pół roku temu jeszcze nie ruszałem, więc nie wiem co mnie czeka w środku, w międzyczasie drukowałem elementy do klona Prusy z PET-G na wyższej temperaturze, głowica/dysza nie wygląda na "zatkaną". Te nierówne obrysy są mocno wyczuwalne pod palcami.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 30 gru 2019, 10:44
autor: Adinfo
Przyszła dzisiaj podkładka adhezyjna z Ali do delty, niestety "podłamana" w połowie - przesłali ją zgiętą na pół bez żadnego zabezpieczenia - "koperta" połowy wielkości podkładki - trudno było oczekiwać w takim przypadku, że przyjdzie nieuszkodzona. Spór otwarty. W dwóch miejscach na 100% będzie to widoczne na wydrukach. Spór ze sprzedającym otwarty. Z tego co czytałem tylko 2-3 osoby miały taki problem na kilkadziesiąt - pakowacz pakowaczowi nie równy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 02 sty 2020, 13:55
autor: Adinfo
Dostałem odpowiedź sprzedającego w sprawie reklamacji i sporu do podkładki adhezyjnej:
Dear. Our products are strictly inspected before shipment. No questions will be sent to you.
tłumacząc bezpośrednio:
Drogi. Nasze produkty są ściśle sprawdzane przed wysyłką. Żadne pytania nie zostaną do Ciebie wysłane.
Olali mnie całkowicie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 02 sty 2020, 14:57
autor: kapi
szczerze - wywaliłem podkładkę i jade na szkle + hegron.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 02 sty 2020, 15:06
autor: Adinfo
kapi pisze:szczerze - wywaliłem podkładkę i jade na szkle + hegron.
Racja - też tak mam aktualnie, chciałem mieć dodatkową podkładkę do druku z PLA na zimno, na oryginalnej z Anycubic fajnie się drukowało. Ta miała być przyklejona do grubej szyby kładzionej zamiast stołu grzanego.
Jak by nie uszkodzenia tej podkładki co dostałem to jakościowo nie można się do niej przyczepić. Będę projektował elementy w taki sposób aby omijać uszkodzone miejsca na tej podkładce, hehe.
Co do druku na szkle: PET-G i szyba oczyszczona octem - trzyma jak atom, pierwsza warstwa bajka!
Muszę znaleźć chwilę i zapodać zdjęcia jak to wygląda, jakoś czasu brakuje a jest parę wydruków, którymi warto się pochwalić.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2020, 11:39
autor: McKee
Ale to chyba nie jest koniec reklamacji?
Jeżeli nie kliknąłeś OK to wchodzi Aliexpress i rozstrzyga.
Daj znać jak się to skończy(-ło).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2020, 14:45
autor: Adinfo
McKee pisze:Ale to chyba nie jest koniec reklamacji? Jeżeli nie kliknąłeś OK to wchodzi Aliexpress i rozstrzyga. Daj znać jak się to skończy(-ło).
Z rozpędu w tamtym dniu miałem więcej potwierdzeń odbioru przesyłek, że musiałem ten spór na moją niekorzyść zaakceptować - dwa razy wcześniej anulowałem jego propozycję. Sprzedający zareagował dopiero jak komentarz wysmarowałem konkretny ze zdjęciami i dodałem do produktu na stronie sprzedaży i odniesieniem do innego komentarza gdzie ktoś miał ten sam problem. Mam uzupełnić dodatkowe informacje - dzisiaj je wysłałem. Odpisali (całkowite inne podejście niż w sporze):
"Hello, Really sorry to hear that. Could you please take a few photos that contain the 3 factors?
The first is the shipping label ; The second is the SKU on the product packaging which looks like “AAA123456” ;
The third is the entire product. Please make sure those pictures are clear enough.
It will be better for you to mark your picture exactly where it’s wrong. Thanks for your cooperation in advance."
Podałem im numer naklejony w środku przesyłki i posłałem jeszcze raz zdjęcia z zaznaczonym na czerwono i opisanym uszkodzeniem.
Pytanie techniczne - czy taką podkładkę po naklejeniu np. na szybę "mogę trochę potraktować żelazkiem?" - chodzi o zniwelowanie tych mniejszych zgięć na podkładce, którą dostałem, o tych dwóch załamaniach (jednym krótkim i drugim 4cm mogę zapomnieć bo to na pewno pozostanie na powierzchni widoczne). Czy to żelazko nie uszkodzi powierzchni (ewentualnie jaką temperaturę zastosować i czy przy tym "prasowaniu" przełożyć to np płótnem). Na pozostałym odcinku podkładka jest tylko wygięta - być może zniekształcenia nie będą widoczne.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2020, 18:13
autor: aaannnd
Może zamiast płótna spróbuj użyć papieru do pieczenia.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 sty 2020, 18:21
autor: mcxmcx
Takie załamania spoko wyprostuje są hot air pray naklejaniu, tyle za zamiast ręką musisz wałkiem dociskać.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 sty 2020, 11:44
autor: Adinfo
aaannnd pisze:Może zamiast płótna spróbuj użyć papieru do pieczenia.
Przetestuję i dam znać co z tego wyszło.
mcxmcx pisze:Takie załamania spoko wyprostuje są hot air pray naklejaniu, tyle za zamiast ręką musisz wałkiem dociskać.
Wałek też się znajdzie. Tylko odpowiednio hota ustawić (temperatura).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 sty 2020, 12:10
autor: Adinfo
McKee pisze:Ale to chyba nie jest koniec reklamacji?Jeżeli nie kliknąłeś OK to wchodzi Aliexpress i rozstrzyga.Daj znać jak się to skończy(-ło).
Mimo, że "pierwszy spór" anulowałem niepotrzebnie. Napisałem do sprzedającego i po ponownym "lepszym" przedstawieniu dowodów wraz z podaniem numeru wewnętrznego z naklejki w środku przesyłki odpisali: "Dear. I see your message. I can refund you 2 dollars. You can file a dispute with the platform and we will refund the amount to you".
Kompletnie inne podejście niż za pierwszym razem. Naumiałem się czegoś nowego: nowy spór można ponownie rozpocząć do tego samego produktu, mimo, że poprzedni został anulowany.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 sty 2020, 08:19
autor: Adinfo
Seller made a new proposal
Proposal: Zwrotu 7,80 PLN
Nie, żeby przy mi takim "tanim" produkcie zależało na rozpętaniu burzy o tę parę złotych, ale skoro sprzedający ma tylko 70% pozytywnych komentarzy na Ali i ktoś przede mną miał taki sam problem (z tym samym produktem - został "olany"), wypadało sprzedającego nieco poduczyć podejścia do klienta.
Tylko dziwi fakt, że przy pierwszym sporze upierali się, że wysłali sprawny/nieuszkodzony produkt i 0.0 PLN do zwrotu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 02 mar 2020, 13:39
autor: Adinfo
Z braku czasu jakoś nie miałem czasu powalczyć z problemem jaki mam zarówno na PLA jak i PET-G. Problem ze ściankami jaki miałem w niektórych wydrukach rozwiązałem przez wyłączenie w Cura Combing. Natomiast zarówno z włączonym Combing jak i wyłączonym mam przerwy na wydrukach (podobny problem miał panWiadr0 - z tego co wiem jeszcze go nie rozwiązał) - szczególnie widoczne przy otworach i na zaokrąglonych rogach. Poniżej zdjęcia z takim przypadkiem. Zmiana ustawienia dla dyszy z 0.4 na 0.48 - bez większej różnicy. Cura tak samo to robiła zarówno w starej wersji jak i najnowszej. Zdjęcia bocznych ścianek dałem tylko do analizy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 mar 2020, 11:22
autor: Adinfo
Uzupełniając poprzedni post - z czym mam problem:
Combing mam wyłączony bo ścianki czasami wyglądały bardzo kiepsko. Co do samych wydruków to nigdzie oprócz tego co zaznaczyłem nic się nie rozwarstwia i wydruki są po za tym problemem jak najbardziej poprawne.
Fill Gaps Between Walls mam włączone
Filter Out Tiny Gaps (domyślnie było włączone)
Zrobię zrzut z Cura z tymi ustawieniami jakie były przy tym wydruku co zapodałem zdjęcia. Porównam po zwiększeniu Infill Overlap Percentage na 20% (chociaż przeglądając w Internecie podobny problem u niektórych nie przyniosło to znacznej poprawy) - ale zobaczymy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 mar 2020, 11:28
autor: olo2000pm
Oprócz overlap pomaga parametr Crown. Tak mam w kisslicerze, nie wiem czy jest to w curze.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 mar 2020, 11:34
autor: Adinfo
olo2000pm pisze:Oprócz overlap pomaga parametr Crown. Tak mam w kisslicerze, nie wiem czy jest to w curze.
W Cura tego nie ma albo się to inaczej nazywa, właśnie sprawdzałem w wersji 4.2.1
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 mar 2020, 12:19
autor: Berg
Myślę, że jak gdzieś filament wypływa i jest go za dużo, to gdzieś go brakuje.
Jak wyglada test retrakcji, wydruk piramidek?
Może po prostu masz problem z jeziorkiem powyżej dyszy, kiepska dysza, lub kiepski filament.
Poza tym masz dziwnie duże echo. Ja mam mniejsze z silnikiem , direct na efektorze.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 mar 2020, 12:27
autor: Adinfo
rafaljot pisze:Myślę, że jak gdzieś filament wypływa i jest go za dużo, to gdzieś go brakuje.
Jak wyglada test retrakcji, wydruk piramidek?
Może po prostu masz problem z jeziorkiem powyżej dyszy, kiepska dysza, lub kiepski filament.
Poza tym masz dziwnie duże echo. Ja mam mniejsze z silnikiem , direct na efektorze.
pruda_i3_endstopY_2_.JPG
Zrobię test retrakcji z piramidkami i zapodam. Dysza dalej ta oryginalnie zamontowana w delcie - nie ruszałem jej. Wszystkie filamenty mam DD (na każdym identyczny objaw - zarówno PET-G jak i PLA).
Co do echa to jeszcze do tego nie doszedłem.
Ten wydruk ze zdjęć to PET-G DD drukowane z nadmuchem 4%.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 mar 2020, 12:29
autor: Berg
tak, test retrakcji, potem
rozmontowanie i sprawdzenie, czy wszystko jest ok z głowicą, Czy czasem rurka się nie wysunęła/obkurczyła.
ponownie test retrakcji
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 03 mar 2020, 12:32
autor: Adinfo
rafaljot pisze:zacznij od rozmontowania i sprawdzenia, czy wszystko jest ok z głowicą, Czy czasem rurka się nie wysunęła/obkurczyła.
Tak też uczynię.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 10:36
autor: Adinfo
Wczoraj na szybko zmieniłem dwa ustawienia:
Filter Out Tiny Gaps - wyłączyłem, wtedy wydruk trwa nieco dłużej, bo "drukarka" zaklejała małe otwory między ścieżkami - w tych miejscach jest poprawa
Infill Overlap Percentage - zmieniłem z 10% na 20% - niewiele to dało.
Będzie czas to pobawię się z retrakcją (aktualnie 3/30) i może wkręcę zapasową dyszę co gdzieś jest schowana.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 11:19
autor: tig33r
Infill Overlap Percentage daj z 50%.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 11:49
autor: Adinfo
tig33r pisze:Infill Overlap Percentage daj z 50%.
Sprawdzę i zobaczymy.
Druga sprawa, że @rafaljot ma rację, że coś ewidentnie po za ustawieniami Cura jest na rzeczy - dysza nie jest okrągła na wylocie - przyhaczyłem nią też kiedyś na początku o blat kilka razy - na bank bez jej wymiany się nie dowiem co i jak - do tematu wrócę.
Kolejna sprawa - retrakcja kiepsko wygląda w tej drukarce, nie bawiłem się wystarczająco aby to ogarnąć, dlatego powodów problemów z wydrukiem będzie kilka nakładających się na siebie.
Zastanawiam się czy ktoś z Was bawił się też ustawieniem Skin overlap?
Ewentualnie ustawieniami i modyfikacją ostatniej warstwy aby drukowała się inaczej niż pozostałe (wewnętrzne).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 11:57
autor: mcxmcx
Mówisz, że uderzając w stół możesz zmienic ksztalt dyszy?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 12:03
autor: Adinfo
mcxmcx pisze:Mówisz, że uderzając w stół możesz zmneic ksztalt dyszy?
Być może jest odkształcona w jakimś miejscu. Chociaż jak widziałem porównanie niektórych nowych tańszych dysz to nie każda była okrągła. Możliwe, że od początku jest z nią coś nie tak - pod dużym powiększeniem może było by to widać.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 12:17
autor: mcxmcx
Prędzej któryś pasek luźny, i po nawrocie głowica ma chwilę luzu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 12:44
autor: Adinfo
mcxmcx pisze:Prędzej któryś pasek luźny, i po nawrocie głowica ma chwilę luzu.
Ten problem ze szczelinami w wydruku był wcześniej. Miałem na nowo przesmarowane wózki i naciągnięte paski - dużo bardziej niż poprzednio. Następnie kalibrowałem na nowo deltę i od tego czasu pierwsza warstwa jest równa na całej powierzchni stołu, więc muszę szukać dalej. Dodatkowy problem mam z 2-3 ramionami, które mają pewien luz na kulce bo są gorszej jakości niż 3 pozostałe (lekko się przytarły mimo nasmarowania - 3 pozostałe chodzą gładko i nie mają luzów). Te rezerwowe co leżą w zapasie już znalazłem, zacznę od ich wymiany.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 12:47
autor: mcxmcx
To już masz odpowiedź, masz luzy na paskach
(Skrót myślowy, jakieś luzy na przeniesieniu ruchu).
Załóż gumki ściągające ramiona i będzie poprawa (za śrubki, wzdłuż prętów).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 15:20
autor: Adinfo
mcxmcx pisze:Załóż gumki ściągające ramiona i będzie poprawa (za śrubki, wzdłuż prętów).
Nie brałem tego pod uwagę - to znaczy założenia gumek wzdłuż ramion - mam tylko założone gumki na parach ramion pomiędzy sobą. Muszę tylko znaleźć odpowiednio duże majtki gdzie będą takie długie gumki
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 04 mar 2020, 17:48
autor: morf
Infill overlap na tak dużą wartość tylko zamaskuje ten problem a mogą pojawić się inne.
Ja miałem 15% na tej delcie informacyjnie
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 mar 2020, 07:50
autor: Adinfo
Wczoraj już nie robiłem wydruku związanego z zapodanym ostatnio problem. Wydrukowałem z PET-G napinacze do ramion. Miałem ustawione overlap 30%, po sprawdzeniu w Cura - experimental domyślnie mam ustawioną prędkość małych obrysów na 50%, tylko max hole size jest 0 - muszę poczytać czy ta wartość musi być większa aby działała, być może dla 0 prędkość 50% nie jest brana pod uwagę i drukuje się na 100% prędkości - to jeszcze sprawdzę.
Za to wziąłem się za wymianę 2 ramion, które były kiepskie, jedno z nich miało konkretne luzy z góry i z dołu. Wydrukowałem z PET-G "napinacze" aby wyeliminować ich rezonans podczas druku itp. Niestety zauważyłem, że to ramię z największym luzem jak było ściągnięte z sąsiednim gumką miało delikatnie inną długość (o różnicę luzu na kulkach) - wyszło to na stole gdzie z jednej strony głowica drukowała niżej co było widać na pierwszej warstwie drukowanych obiektów oraz na skircie - prawie całkowicie wprasowane w stół. Zdążyłem jeszcze skalibrować drukarkę aby to skorygować. Nie bardzo wiem tylko czemu po kalibracji ustawienia Delta Radius i cała reszta (różnica wysokości wież) została identyczna z tymi sprzed poprawki i wymiany ramion. Zobaczę dzisiaj jak drukuje czy dalej wprasowuje wydruk w pewnej części stołu, jeżeli tak to muszę się tym zająć w pierwszej kolejności. Potem walczę dalej.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 mar 2020, 18:18
autor: Adinfo
Luzy w ramionach poprawiłem (dwa wymienione). Nowe stabilizatory z PET-G założone. Profilaktycznie dysza wykręcona i rurka PFTE przycięta (była nieco przypalona), głowica skręcona poprawnie. Echo na prawej kostce - layer time 2s, na lewej layer time 2s.
Problemem pozostaje retrakcja, co widać na teście z wieżami. Zastanawiam się czy przy tych ustawieniach jak niżej da się te wieże wydrukować bez "gałęzi" (chodzi o uzyskanie poprawnej retrakcji przy odpowiednio wysokiej temperaturze):
- PLA DD aluminium
- temperatura 225 stopni (przy nadmuchu 100% jak mam 210-215 stopni to małe detale przy druku z PLA potrafią czasem odpaść)
- prędkość druku 60mm/s, zewnętrzne obrysy 30mm/s
- retrakcja 3mm na 30mm/s
- wysokość warstwy 0.2mm
- szerokość ścieżki 0.4mm
- chłodzenie 100% (turbina Sunon)
- czas warstwy 2s
- ekstruder dobrze skalibrowany
- nadmuch od rafaljot wzorowany na Prusie - mosty wychodzą super.
Przy rozpoczęciu druku zanim drukarka się rozpędzi i poprawnie wyprowadzi filament na szybę pierwsze dwa obrysy brim/skirt są mocno postrzępione, a w otworach jak obiekty mają w pierwszej warstwie puste przestrzenie to widać resztki przebiegów z travel na szybie - drobne fragmenty filamentu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 kwie 2020, 13:25
autor: Adinfo
Poniżej fotki przy druku z PET-G 235 stopni - problemem jest to co widać na powierzchni - filament wypływa np. przy "travel" - jest aż do samej góry (na kolejnych warstwach) - ustawienie combing trochę to poprawia lub pogarsza ale przyczyny i problemu nie rozwiązuje - za cho...rę nie wpływa na to ustawianie retrakcji - jak bym jej nie ustawiał to efekt mizerny. Zastanawiam się czy słabe chłodzenie radiatora ma na to wpływ - oryginalny wentyl zastąpiłem podobnym (parę miesięcy temu). Mam w rezerwie jeszcze jeden bardzo głośny, który nie działa z PWM, dlatego zamienię go na próbę i zobaczymy - ale za to wydajność ma bardzo dużą. Prawdopodobnie braki w niektórych miejscach gdzie mam szczeliny na wydrukach mają z tym związek (tak jak pisał @rafaljot).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 kwie 2020, 15:16
autor: Adinfo
Ten problem co widać na poprzednim poście mam również z przyłbicami lite od @rafaljot. Poniżej wydruk, który przerwałem z tego powodu (przy travel dysza zostawia sporo grudek po drodze i to potem wychodzi na ściankach - duże nierówności - zeszlifować się da, ale za dużo tego jest na mój gust. Jak bym nie ustawił retrakcji to wychodzi podobnie. Tym razem z powodu zmiany profilu przed drukiem machnąłęm się z temperaturą (225 stopni przy PET-G DD - już poprawiam i robię kolejne testy). Travel był ustawiony 120mm/s. Zwiększyłem temperaturę na 240 stopni dla PET-G DD + Travel 150mm/s - zobaczę co będzie przy następnym wydruku. Po 240 stopni i PET-G z głowicy po anulowaniu wydruku zwisa z 15 cm filamentu - ewidentnie nie chce pozostać w głowicy, żeby wadliwa dysza robiła takie numery?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 kwie 2020, 01:51
autor: Stanley_B
Odkąd używam głowic E3D skończyło się co najmniej połowa takich problemów.
Nie reklamuję. Po prostu stwierdzam fakt.
Bo wykluczam szorstkość w kanale, bo wykluczam "jamming" w trakcie itp.
A to kolejne 10%-80% w naszej jakości.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 kwie 2020, 06:58
autor: McKee
Tylko, czy to jest kwestia całej głowicy czy może samej dyszy?
IMHO to jest kwestia kalibracji retrakcji - bo coś ciągle wypływa, może nawet nitka jest na tyle ciągła/ciągnąca się, że ją "wyciąga" z dyszy? U mnie na PETG pomogło podniesienie temperatury - PETG nie było już "ciągnące" tylko "płynące" (tak sobie tłumaczę to co obserwowałem). Czyli:
1. Temperatura
2. Parametry retrakcji
3. Dysza z odpowiednio długą kapilarą (to powinno być na samej górze).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 kwie 2020, 10:02
autor: SQ9KRD
W moim przypadku w 90% pomogło założenie silikonowego buta. Wystaje sama dysza i PET nie ma się do czego przykleić jak tylko do wydruku. Efekt poprawy natychmiastowy
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 kwie 2020, 11:41
autor: Adinfo
Stanley_B pisze:Odkąd używam głowic E3D skończyło się co najmniej połowa takich problemów.
Nad wymianą/dokupieniem "zapasowej" głowicy też się zastanawiam - jak byście mogli podpowiedzieć jakie "zamienniki" E3D v6 sprawdzone kupić - czy warto, czy tylko oryginał? - w tym temacie chciałem się poradzić jak byście mieli jakieś sprawdzone propozycje zamienników to będę wdzięczny za podanie linków.
McKee pisze:Tylko, czy to jest kwestia całej głowicy czy może samej dyszy?
IMHO to jest kwestia kalibracji retrakcji - bo coś ciągle wypływa, może nawet nitka jest na tyle ciągła/ciągnąca się, że ją "wyciąga" z dyszy? U mnie na PETG pomogło podniesienie temperatury - PETG nie było już "ciągnące" tylko "płynące" (tak sobie tłumaczę to co obserwowałem). Czyli:
1. Temperatura
2. Parametry retrakcji
3. Dysza z odpowiednio długą kapilarą (to powinno być na samej górze).
1. Tempratutura przy PLA DD 225 stopni - czasami schodzę do 215 - duży nadmuch Sunonem 5015 to musiałem podnieść temperaturę do 225 aby wydruki były mechanicznie i wytrzymałościowo takie jak oczekuję (w tym przypadku chodzi o drobne elementy). W przypadku PET-G najczęściej drukowałem 235 stopni - zrobię próby przy 245-250 stopni i zobaczę efekt.
2. Retrakcję próbowałem ustawić od 2-5/25-50, 3/30 (tak mam teraz) - nie widzę różnicy ani poprawy na lepsze, przy PLA aż tak tego nie widać, ale przy PET-G jest masakra z cieknącym filamentem.
3. Właśnie dyszę mam tę co była w drukarce od początku - bez jej wymiany nie dowiem się czy to jest problemem (gdzies w szufladzie powinna być jakaś totalna podróbka za 10zł - nie wiem czy to w ogóle zakładać), ostatnio zmieniłem też wentyl na radiatorze na taki co ma 16,73m3/h, że mi włosami rusza w pobliżu drukarki - nic to nie dało. Kupię dobrą dyszę i zobaczymy (zawsze się przyda).
SQ9KRD pisze:W moim przypadku w 90% pomogło założenie silikonowego buta. Wystaje sama dysza i PET nie ma się do czego przykleić jak tylko do wydruku. Efekt poprawy natychmiastowy
Skarpeta silokonowa zakrywa u mnie prawie całą dyszę - wystaje tylko jej końcówka - ten PET-G co wylatuje przykleja się do poprzedniej warstwy.
Co do zmiany parametrów do przyłbicy - wczoraj zapuściłem jeszcze wydruki - zmieniłem ścianki na 0.49 i temperaturę PET-G na 240 stopni, włączyłem z-hop 2mm, combing All - troszeczkę lepiej, ale miejsce na czole z przyłbicy gdzie jest travel dalej masakryczny - udało mi się to oszlifować ale widać, że dalej jest kiepsko. Wszystkie ścianki za wyjątkiem tej na "czoło" są super - tylko w tym jednym miejscu jest problem.
Po zakończonym druku z PET-G potrafi z głowicy wyciec jeszcze 10-15cm filamentu.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 kwie 2020, 13:36
autor: jagus
A ten Z-hop działa Ci przy travel czy tylko podczas retrakcji?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 kwie 2020, 13:51
autor: Adinfo
jagus pisze:A ten Z-hop działa Ci przy travel czy tylko podczas retrakcji?
Sprawdzę to bo nie jestem pewny.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 18 kwie 2020, 23:00
autor: emartinelli
Ja robię przymiarkę do wymiany dyszy i łącznika tak aby ta rurka teflonowa nie wchodziła do samego końca. Chce zrobić upgrade głowicy ale bez jej całkowitej wymiany. U mnie jak używałem tylko PLA było wszystko OK ale po przejściu na PET zaczeło się sporo kaszanić. Mam wrażenie, że ta rurka w środku jednak szybko się degraduje przy wyższych temperaturach. Jednak PTFE do samej dyszy to ni jest dobry pomysł.
Jutro zrobię pomiary i już pisałem z TDI-CAD, będzie coś dorabiał albo przerabiał (łącznik). Mam nadzieję, że w ciągu tygodnia powinno się udać coś przetestować to dam znać jak się sprawuje.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 kwie 2020, 10:05
autor: Adinfo
emartinelli pisze:Ja robię przymiarkę do wymiany dyszy i łącznika tak aby ta rurka teflonowa nie wchodziła do samego końca. Chce zrobić upgrade głowicy ale bez jej całkowitej wymiany. U mnie jak używałem tylko PLA było wszystko OK ale po przejściu na PET zaczeło się sporo kaszanić. Mam wrażenie, że ta rurka w środku jednak szybko się degraduje przy wyższych temperaturach. Jednak PTFE do samej dyszy to ni jest dobry pomysł.
Jutro zrobię pomiary i już pisałem z TDI-CAD, będzie coś dorabiał albo przerabiał (łącznik). Mam nadzieję, że w ciągu tygodnia powinno się udać coś przetestować to dam znać jak się sprawuje.
Dzięki za info w tej sprawie, akurat rurkę ostatnio "robiłem na nowo" ale to nic nie dało, może odrobinę w przypadku PLA, przy PET-G jest jak było. Mam prośbę - jak już coś ustalisz/dopasujesz z TDI-CAD to daj znać - chciałem u niego zamówić oprócz dyszy z dodatkami jeszcze wałki liniowe, wtedy śmignął bym to za jednym razem.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 kwie 2020, 11:52
autor: Berg
planujecie przeróbkę? tytanowy fullmetal albo na bogato - zestaw Dragom od Triangleb nada się doskonale. Do tego direct albo wiszący titan.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 19 kwie 2020, 12:02
autor: Adinfo
rafaljot pisze:planujecie przeróbkę? tytanowy fullmetal albo na bogato - zestaw Dragon od Triangleb nada się doskonale. Do tego direct albo wiszący titan.
Po dłuższym namyśle raczej tak - delty nie oddam, więc zostaje, ale fajnie było by się pozbyć problemów jakie teraz mam na rzecz wymiany/upgrade głowicy". Jeżeli bym się zdecydował na taką operację, to będę wdzięczny za podanie linków gdzie by to najlepiej zakupić (zarówno pierwszy jak i drugi przypadek), co jeszcze będę musiał przerabiać itp. oprócz zakupienia odpowiednich kompletnych głowic?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 paź 2021, 13:00
autor: Adinfo
Robię przymiarki do zmian w delcie:
1) podmiana stepów na TMC2209 standalone + dodanie tunelu z blowerem do chłodzenia stepów https://www.thingiverse.com/thing:2941653
2) przymiarki do podmiany e3Dv5 na v6 - czy tu oprócz dystansu dodatkowego (jeszcze nie znalazłem do niego linka) pod v6 coś jeszcze będzie potrzebne?
3) ad.2 - czy ma sens to drukować https://www.thingiverse.com/thing:3057934 pod V6 czy zostać przy tym efektorze co jest - bo żeberka się schowają na dole w V6? (wtedy tego dystansu nie trzeba po zmianie z v5 i sonda też pasuje bez przeróbek).
4) ad. 2 - albo iść w dragona zamiast v6 - czy ktoś go pakował do delty?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 paź 2021, 13:52
autor: Adinfo
Berg pisze:planujecie przeróbkę? tytanowy fullmetal albo na bogato - zestaw Dragom od Triangleb nada się doskonale. Do tego direct albo wiszący titan.
Do tego co pisałem wyżej - zapomniałem o tym co pisałeś - teraz widzę w tym sens (nastąpił pewien moment krytyczny). Cena oryginalnego E3Dv6 mnie zniechęca - raczej ten Dragon v2 do mnie "przemawia" - co jeszcze do niego musiałbym dokupić/zmodernizować (wg. tego co pisałem w delcie) aby go wkręcić i uzyskać dobry efekt? - czy ten efektor który mam itp. może zostać? (grzałki 40W i termistory mam na stanie zwykłe)
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 paź 2021, 14:05
autor: dragonn
Adinfo pisze: co jeszcze do niego musiałbym dokupić/zmodernizować (wg. tego co pisałem w delcie) aby go wkręcić i uzyskać dobry efekt?
Generalnie to nic, adapter pod V6 jest w zestawie i mocując za pomocą niego masz w 100% to samo jak byś mocował V6.
Tylko tracisz jedną zaletę, mocując Dragona bez adaptera na zasadzie wkręcenia w efektor/karetkę śrubami da się zmieniać dyszę bez trzymania czymś bloku. Jest to bardzo wygodne i szybkie.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 13 paź 2021, 14:13
autor: Adinfo
dragonn pisze:...adapter pod V6 jest w zestawie i mocując za pomocą niego masz w 100% to samo jak byś mocował V6.
Tylko tracisz jedną zaletę, mocując Dragona bez adaptera na zasadzie wkręcenia w efektor/karetkę śrubami da się zmieniać dyszę bez trzymania czymś bloku. Jest to bardzo wygodne i szybkie.
O ten adapter mi chodziło - na banggood na zdjęciach widzę, że jest. Czyli w zasadzie tylko musiałbym wydrukować dystans wpinany na górze obudowy gdzie wchodzi radiator - bo przy przejściu z v5 na v6 jest wymagany.
W pewnym momencie przestaje się kupować szmelc za 10, 30zł (chodzi mi o te tanie hotendy co używam), które plują filamentem - tylko trzeba zrobić krok naprzód bo tu spodziewam się poprawy jakościowej i mniejszych problemów z retrakcją. Najlepszy ekstruder nic nie da jak na wyjściu jest g....o.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 paź 2021, 21:15
autor: Adinfo
Powoli robię przymiarkę do podmiany A4988 na MKS TMC2209 v2.0.
Z ciekawości sprawdziłem jakie napięcie Vref (R100 = 0.1 Ohm) jest na istniejących A4988: X = 0.882V, Y = 0.841V, Z = 0.863V, E = 0.847V
Po upewnieniu się jak ma być włożony MKS TMC2209 v2.0 sprawdziłem z odpiętym silnikiem Vref między pinem obok EN a GND i pokazuje 1.236V.
@mcxmcx pisze:Kolego, nie scenuj.
Musisz znaleźć zakres napięcia vref pomiędzy "gubi kroki" a "gorący i parzy".
Czyli ustawiasz przykładowe 0.8V i puszczasz jakiś wydruk typu lewo prawo czy też góra dół (zależnie jaka os). I to wszystko.
Podczas tego "druku" obserwujesz ruch, jak gubi kroki to dodajesz 0.1V 0.2V.
I znajdziesz taką wartość gdzie działa ok a nie czujesz palonej izolacji.
To nie jest rocket science,
W takim razie czy na początek zmniejszyć Vref np. do 0.8V i zrobić testy a potem podnosić o 0.1, czy zacząć od tego domyślnego ustawienia 1.236V?
MKS podaje default current 1.25A, maximum current 2.5A, w takim razie liczyć 1-1 to napięcie vref jakie zmierzyłem 1.236V było by zgodne z tym co podaje MKS w opisie default current 1.25A.
Podsumowując przymiarkę muszę jeszcze:
1) dopasować jakiś mały śrubokręcik bo mi się gdzieś zapodziały i mam tylko znacznie większe od tego potencjometru,
2) sprawdzić model silnika z delty i jaki mają prąd (nie mają etykiety),
3) poszukać blowera to tunelu co wydrukowałem do chłodzenia stepów (bo gdzieś taki mam).
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 paź 2021, 21:27
autor: Jarewa
TMC ma inny przelicznik 1,4... Wiec dla 1,25A jest 1,76V.
A po drugie natężenie dobiera się do silnika zaczynał bym 80% swojej mocy... Dla 1,2A zaczynał bym od 1A.. Vref 0.8V to zaledwie 570mA dla TMC...
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 paź 2021, 21:33
autor: Adinfo
Jarewa pisze:TMC ma inny przelicznik 1,4... Wiec dla 1,25A jest 1,76V. A po drugie natężenie dobiera się do silnika zaczynał bym 80% swojej mocy... Dla 1,2A zaczynał bym od 1A.. Vref 0.8V to zaledwie 570mA dla TMC...
Dzięki za nakierowanie, muszę się jeszcze upewnić jaki prąd mają te silniki, wtedy będzie już wszystko jasne. Czyli TMC2209 nie równe TMC2209 jak widać. Czyli dla silnika 1.5A było by to 2.1V a dla 1.7A to 2,38V
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 paź 2021, 21:35
autor: Jarewa
Aaa
"Znalazłem dokumentację tego stepa, doczytałem też, że nie ma internal resistor (Rsense)"
Mają na schemacie jak byk R6 i R7...
Adinfo pisze:Czyli TMC2209 nie równe TMC2209 jak widać.
Na schemacie po lewej jest jeszcze taki opis:
Vref 0....2.5V (0.11 Ohm sense resistor)
>=2.50C 100% - 1.77A RMS
1.25V 50% - 0.88A RMS
0.50V 20% - 0.35A RMS
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 14 paź 2021, 21:49
autor: Jarewa
2.5V/1.77A=1.41 dokładnie
Vref = (Irms * 2.5V) / 1.77A = Irms * 1.41 = Imax
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Jeżeli był by to silnik 1.5A to Vref muszę ustawić 2.1V, dzisiaj uruchomię drukarkę z domyślnymi ustawieniami 1.236V (przynajmniej wiem, że niczego nie upalę, chociaż to bardzo mały prąd) i zobaczę czy gubi kroki, wtedy podniosę aż do wartości optymalnej.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 paź 2021, 12:19
autor: Berg
Szkoda się doktoryzować. I tak tuning polega na tym by sprawdzić, czy silniki się nie grzeją jak nie to podnosić aż do momentu, kiedy stepy się bedą przegrzewać i wyłączać.
Nie ma co sobie d. zawracać tymi obliczeniami.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 paź 2021, 12:21
autor: Adinfo
Berg pisze:Szkoda się doktoryzować. I tak tuning polega na tym by sprawdzić, czy silniki się nie grzeją jak nie to podnosić aż do momentu, kiedy stepy się bedą przegrzewać i wyłączać. Nie ma co sobie d. zawracać tymi obliczeniami.
Masz rację, też tak do tego podejdę. Ciekawe jak w delcie wymiana tych stepów odniesie się do poprawy jakości wydruku - czy na to też mogę liczyć? (albo jak się pozbyć pionowych pasków na ścianach - czy stepy mają coś z tym wspólnego?)
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 paź 2021, 12:30
autor: dziobu
A paski masz odpowiednio ponaciągane?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 paź 2021, 12:31
autor: Adinfo
dziobu pisze:A paski masz odpowiednio ponaciągane?
Na ile byłem w stanie je naciągnąć kleszczami to tak, sprawdzę to dzisiaj dokładnie - macie jakiś sposób na to naciągnięcie (tylko nie za bardzo mam rezerwę zostawioną od początku, za co można było by to faktycznie mocno naprężyć). Sprawdzę i ocenię czy poprawiać, jak nie to je wymienię.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
Widziałem to jak przeglądałem wątek, ale potraktowałem jako wspomagacz dla ośki - bo to taki jest tego cel? czy to coś jeszcze robi?
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 15 paź 2021, 12:41
autor: dziobu
Oryginalnie (m.in u mnie) ośki nie pracowały poziomo i pasek cały czas był skoszony. Potem się trochę postrzępił o ogranicznik kółka - i takie rzeczy wpływają na płynność pracy, a przecież jakiekolwiek wibracje tu na pewno trafią przez ramię do głowicy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 16 paź 2021, 22:03
autor: Adinfo
Może ktoś wie jak włączyć w Trigorilla Fan1 (Fan0 mam autofan do głowicy, a Fan2 mam na wydruk - albo odwrotnie).
M106 P0 S255/S0 włącza i wyłącza wentyl na wydruk ale gcode M106 P1/P2 S255 nie czai bluesa - teraz nie pamiętam, który jest autofan do głowicy, ale i tak dodatkowy wpięty pod gniazdo Fan1 się nie włącza z poziomu gcode/pronterface. Może macie jakieś pomysły.
Na wyświetlaczu ręcznie mogę włączyć "Fan speed 2" i kręci, ciekawe co jest nie tak że gcode tego nie uruchamia. Jak by piny były źle przypisane w kompilacji to by wcale nie kręcił.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 17 paź 2021, 15:01
autor: Adinfo
Połączenie solniczki z uchwytem CNC (nieplanowane) - zapis na karcie przez WebDav po WiFi nawalił.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 gru 2021, 20:32
autor: Adinfo
Wczoraj zacząłem robić testy wydruku po podmianie oryginalnego łącznika z v5 na ten fullmetal od TDI-CAD, początkowo miałem założoną dyszę 0.4 z Trianglelab (ta sama od paru miesięcy). Wydrukowałem kilkadziesiąt wieżyczek testowych ale nie udało się dla PLA DD Orange zlikwidować nitek - najlepszy wydruk miał nitki bez "gałązek", no to zapuściłem pierwsze wydruki i niestety wszędzie pełno nitek - na zwykłym łączniku tego nie miałem w przypadku PLA - tylko przy PET-G. Później wkręciłem dyszę 0.4 od TDI i próbowałem ustawić retrakcję - te same kłopoty co wcześniej + dodatkowo mocne lanie z dyszy - nie udało mi się tego ogarnąć. Poniżej fotki wieżyczek - w najlepszym wypadku były same nitki ale lejący się filament uniemożliwia dobry jakościowo wydruk.
Jeszcze jedno - być może problem jest inny, żeby nie było te dysze i łączniki od TDI są dobrze wykonane.
Próbowałem różnych parametrów i retrakcji ale bez skutku.
- prędkości druku od 60-120mm/s,
- warstwy 0.2, 0.25, 0.3 - im wyższa tym gorzej,
- retrakcje od 1.0 do 3.0 na 15/25mm/s,
- temperatura druku dla retrakcji do 2.5 - 200-205 stopni,
- temperatura druku dla retrakcji 2.5- 3.5 - 210 stopni - bo inaczej filament się nieco blokował i nierówne ścianki były - 2-3 takie próby robiłem i nie widziałem poprawy,
- travel miałem od 120-180mm/s - bez znaczącej poprawy,
- łącznik posmarowany przez TDI tak, że odprowadza dobrze temperaturę,
- rurka pfte z łącznikami sprawdzone - nie ma oporów i filament gładko idzie,
- dla PLA D najlepszy efekt uzyskałem przy retrakcji 1.2/25mm ale nitki były i tak.
Dwie fotki to po zmianie dyszy na tą od TDI - ona bardziej wystaje o około 3.25mm niż zwykła (musiałem trochę skarpetę podciąć bo dysza wyższa).
Przy 210-215 stopni PLA leje się jak z kranu. Natomiast naciekanie filamentu na wydruk (na górne warstwy i na pierwszej) stanowi największy problem.
Część tych wydruków na fotkach to na tej dyszy Trianglelab, tam gdzie jest na ostatniej warstwie podłoża filament ze skosa to z tej dyszy TDI.
Nie bardzo wiem jak sobie z tym poradzić. Po dwóch dniach kombinowania już mi się powoli nie chce nic robić, zmęczony bardziej niż po zrzuceni 3 ton węgla do piwnicy. Może coś doradzicie.
Wieżyczki różne - nie chce mi się ich sortować i podawać która jak - z grubsza retrakcje od 1.0 do 3.5 na 15/25mm/s
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 gru 2021, 20:41
autor: TDI-CAD
Zmniejsz temperature druku o 10C
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 05 gru 2021, 20:50
autor: Adinfo
TDI-CAD pisze:Zmniejsz temperature druku o 10C
Max co zjechałem to 195 dla DD PLA, ale już wieżyczki testowe miały nierówne ścianki i czasami jak by na chwilę filament nie leciał, potem znowu i mały glut. Ale to też od retrakcji zależy - to sprawdzę przy małej bardzo jak to wyjdzie, wtedy te gluty się może nie zrobią.
Jeszcze jedno - skręcone mam wszystko dobrze, PID też robiłem po zmianie łącznika.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 17:07
autor: Adinfo
Update ostatnich zmian (czyli wymienionego łącznika na tytanowy fullmetal i dyszy).
Podstawowa zmiana - temperatura z jaką nie leje się tak bardzo z dyszy 180-185 stopni - przy tej temperaturze najlepiej wychodzą wieżyczki testowe.
Retrakcja docelowa dla PLA DD orange przy warstwie 0.3 i prędkości od 90-120mm/s to 1.0mm/15mm/s.
Poniżej fotka najbardziej udanego testu wieżyczek - nie wiedząc czemu nitki regularne są tylko pomiędzy dwoma - przy pozostałych wieżyczkach prawie dobrze z minimalnymi śladami nitek lub ich brakiem. Przerobiłem nadmuch aby był niżej bo dysza dłuższa (3.5mm niżej dmucha powietrze). Tam gdzie nie ma retrakcji/przejścia w inne miejsce wydruku ścianki są równiutkie.
Niestety pierwszy wydruk również nieudany jak poprzednio, kończą mi się pomysły. Jeszcze trwa bo nie chciałem kolejnego zatrzymywać (combing wyłączyłem i widać o co biega). Jak combing był włączony to te farfocle co widać na wydruku były w ściankach i też nie było dobrze.
Parametry druku z jakimi testowałem dzisiaj:
- warstwa 0.3mm (dysza 0.4)
- prędkość druku 90/45mm/s, 120/60mm/s, 150/75mm/s - bardzo podobnie - może po za większą ilością nitek przy większej prędkości
- travel 120mm/s, czasami 140-180 - nie było poprawy
- temperatura druku 180-185 stopni, poniżej już filament się blokuje czasami
- nadmuch 100% Sunonem 5015 - to jest bardzo mocne chłodzenie
- retrakcja docelowa gdzie były najlepsze wieżyczki 1.0mm/15mm/s - przy 185 stopni wyżej niż 20 nie robiłem bo wieżyczki się sypały
- przy 185 stopni widzę, że wydruki są bardzo kruche - np. spod wydruku i ścianki co na nim staną cieńsze jestem w stanie rozkleić - matowe PLA,
- obniżenie temperatury z 200-205 stopni pomogło tylko w tym, że nie leje się wprost tak bardzo grawitacyjnie z dyszy - nic po za tym.
Uwagi: wieżyczki - zmiana parametrów retrakcji, temperatury nie wpływa na te równe nitki między tymi dwoma wieżyczkami po lewej - h.j wie co jest grane - retrakcja się tam odbywa (przynajmniej tak wygląda jak by była a jednak jak by jej nie było).
Przed momentem wydruk i tak szlag trafił to dodaję fotkę z końca wydruku kiedy się wysypało.
Tak, że ten tego - zaczynam mieć obawy, że to klątwa retrakcyjno deltowa
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 18:13
autor: $A$F
Ja na łączniku os TDI-CAD mam jakieś 0.3mm/15mm/s. A do "paczania" retrakcji ostatnio użyłem tego - http://retractioncalibration.com/
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 18:17
autor: Adinfo
$A$F pisze:Ja na łączniku os TDI-CAD mam jakieś 0.3mm/15mm/s. A do "paczania" retrakcji ostatnio użyłem tego - http://retractioncalibration.com/
Masz bowden czy direct? - bo to sporo zmienia, tak nisko to nie schodziłem z retrakcją - najmniej 0.7/ 10mm/s 15mm/s - gorzej wtedy.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 18:21
autor: $A$F
Adinfo pisze:
$A$F pisze:Ja na łączniku os TDI-CAD mam jakieś 0.3mm/15mm/s. A do "paczania" retrakcji ostatnio użyłem tego - http://retractioncalibration.com/
Masz bowden czy direct? - bo to sporo zmienia, tak nisko to nie schodziłem z retrakcją - najmniej 0.7/ 10mm/s 15mm/s - gorzej wtedy.
Direct
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 19:20
autor: mie3yslav
IMHO jest to kwestia dyszy, ewentualnie łącznika... ewentualnie luzu na bowdenie.
Ja na Kosselu póki miałem oryginalną dyszę - nie wiedziałem co to nitkowanie.
Było ZERO włosków.
Problemy zaczęły się jak wymieniłem dyszę i przy okazji łącznik, bo stary się sypał w środku... i przy okazji też bowden... i się zaczęło.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 21:12
autor: dziobu
Też obstawiam luz na bowdenie. W sumie to niewiele trzeba żeby były takie problemy a może pracujesz ma granicy wytrzymałości złączek.
U mnie takich problemów nie ma a mam przecież tą samą chińszczyzn i dalej siedzi tam oryginalny szit z innym ekstruderem (w sumie to nie wiem czy lepszym) i dyszą E3D.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 21:46
autor: Adinfo
Rozkręciłem to i zapodałem drugi łącznik ale ten z wstawioną PFTE ;p
Dopiero to ogadniam bo przy okazji spierniczyłem parę rzeczy przy rozkręcaniu, ale to opiszę bardziej szczegółowo jak drukarka dalej ruszy.
Co do luzów - oprócz złączek, które same z siebie mogą mieć luzy mam dodatkowe dwa zaciski drukowane (niski) na ekstruderze i wysoki przy złączce na radiatorze - sprawdzałem to kilka razy i obserwowałem na druku - ale nigdy nie mów nigdy, zobaczymy czy po zmianie łącznika problem będzie taki sam.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 22:09
autor: mie3yslav
U mnie główną robotę robi dysza. Jak nagrzewam to zanim osiągnie zadaną temperaturę to nitka zwisa od z250 do stołu.
Na starej dyszy nic takiego się nie działo. Najwyżej bobka zrobił takiego na 2mm, który odpadał zanim zaczęła drukować obrys.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 06 gru 2021, 22:56
autor: Adinfo
Wymieniłem łącznik tytanowy fullmetal na drugi z wkładką pfte. Dysza na ten moment została ta sama. Z tym że nie ustawiałem żadnej retrakcji PID itp. po prostu skręciłem tak jak poprzednio. Zapuściłem wcześniej Benchy na tym tytanowym i teraz na tym z wkładką pfte (ten sam g-code). Fotki dodam jak się wydrukuje.
Re: Anycubic Kossel Linear Plus - Adinfo też się z nami bawi :D
: 07 gru 2021, 23:27
autor: Adinfo
Na dzisiaj koniec, docelowo udało się po wymianie na łącznik z wkładką pfte od TDI-CAD uzyskać w miarę dobrą retrakcję przy warstwie 0.3mmm, prędkości 120mm/s (wszystkie prędkości za wyjątkiem pierwszej warstwy), retrakcji 2.5mm/20mm/s, temperatura 190 stopni, przy tych ustawieniach wydruk trwał około 32 minuty. Ten wydruk idealny nie jest ale w porównaniu do tego co było wcześniej jestem zadowolony (do czasu ;p).
Oprócz wymienionego łącznika założyłem ciaśniejszą rurkę pfte, która leżała od dłuższego czasu i czekała na okazję aby się wypromować. Stara była zdezelowana po zewnętrznej na obu końcach - trudno było uzyskać dobry docisk na łącznikach - na pewno po części miałem przykręcone dodatkowe drukowane z PET-G złączki zaciskowe.
Przy okazji w ekstruderze podkładki gdzie przykręcony jest silnik weszły w PLA i nie dało się regulować silnikiem na boki, przez to rurka pfte po docisku do radełka nie była w linii prostej, teraz widać, że przy druku ramię docisku filamentu z łożyskiem lekko się podnosi (działa poprawnie).
Na ten moment przy warstwie 0.2 i prędkości druku 90mm/s nie mam nitek przy retrakcji 2/20 - 2/25, przy 120mm/s też podobnie. Natomiast pojedyncze nitki pojawiają się dopiero przy warstwie 0.25 i 0.3, natomiast przy wydrukach 90mm/s wydruki zaczynają być w miarę dobre jak na tę drukarkę - wcześniej powyżej 60mm/s były kłopoty bo materiał nie przechodził tak dobrze jak na tym łączniku z wkładką PFTE od TDI-CAD.
Co do łącznika fullmetal to temat wróci, ale to jak bym się zabrał za flying extruder w tej delcie - wtedy krótka rurka pfte nie będzie problemem w przypadku wydruków z PLA na nim.
Obniżony/przedłużony nadmuch o 3.25mm dla dyszy 0.4 od TDI-CAD. Wcześniej dmuchało bardziej w blok a nie na wydruk
Wydruk Benchy z PLA Orange DD na łączniku fullmetal, przed ogarnięciem dodatkowych problemów z rurką pfte, po tym wydruku poddałem się i wykręciłem łącznik - może kiedyś wrócę do tego tematu
Wykręcony radiator v5 z otworami na imbus - dolny otwór ucierpiał bo robaczek m3 skubany pozostał w jaskini na zawsze, - żaden imbus nie dał rady go wykręcić - musiałem go wiertarką "wyciągać" - zginął w tragicznych okolicznościach
Benchy - porównanie - od lewej - łącznik pfte - retrakcja 2.5/20, środek - łącznik pfte - g-code ten sam co po prawej - retrakcja 1.2/15, po prawej - łącznik fullmetal - retrakcja 1.2/15
Benchy - porównanie - od lewej - łącznik pfte - retrakcja 2.5/20, środek - łącznik pfte - g-code ten sam co po prawej - retrakcja 1.2/15, po prawej - łącznik fullmetal - retrakcja 1.2/15
Benchy - porównanie - od lewej - łącznik pfte - retrakcja 2.5/20, środek - łącznik pfte - g-code ten sam co po prawej - retrakcja 1.2/15, po prawej - łącznik fullmetal - retrakcja 1.2/15
Benchy drukowany po zmianie na łącznik z wstawką pfte od TDI-CAD - przy nie najgorzej jak na to co było wcześniej ogarniętych ustawieniach: warstwa 0.3mmm, prędkość dla wszystkich obrysów i wypełnienia 120mm/s, retrakcja 2.5mm/20mm/s, czas wydruku 32m14s, temperatura 190 stopni
Benchy (1) warstwa 0.3mmm, prędkość 120mm/s, retrakcja 2.5mm/20mm/s, czas wydruku 32m14s, temperatura 190 stopni
Benchy (2) warstwa 0.3mmm, prędkość 120mm/s, retrakcja 2.5mm/20mm/s, czas wydruku 32m14s, temperatura 190 stopni
Benchy (3) warstwa 0.3mmm, prędkość 120mm/s, retrakcja 2.5mm/20mm/s, czas wydruku 32m14s, temperatura 190 stopni
Benchy (4) warstwa 0.3mmm, prędkość 120mm/s, retrakcja 2.5mm/20mm/s, czas wydruku 32m14s, temperatura 190 stopni
Benchy (5) warstwa 0.3mmm, prędkość 120mm/s, retrakcja 2.5mm/20mm/s, czas wydruku 32m14s, temperatura 190 stopni